Re: Buldge when print reaches "solid" layers
Yep, it's unbelievable minus 30%
Good night!
Re: Buldge when print reaches "solid" layers
I had same problem particularly on first supported layer.
Re: Buldge when print reaches "solid" layers
I did not see anyone address this in the thread yet, so I thought I would ask has anyone tried a different type of infill to see if it still occurs? Like grid or rectilinear?
The one picture showed gyroid infill which was a recent addition to the most recent Slic3r PE settings defaults and there seem to be a couple of different threads that have shown up recently about this issue...
Could it be something to do with the way gyroid infill works that is causing this on prints of the type where it is occurring?
Strange women, laying in ponds, distributing swords, is hardly a basis for a system of governance!
Re: Buldge when print reaches "solid" layers
I did not see anyone address this in the thread yet, so I thought I would ask has anyone tried a different type of infill to see if it still occurs? Like grid or rectilinear?
The one picture showed gyroid infill which was a recent addition to the most recent Slic3r PE settings defaults and there seem to be a couple of different threads that have shown up recently about this issue...
Could it be something to do with the way gyroid infill works that is causing this on prints of the type where it is occurring?
This issue has been around long before gyroid infill was introduced.
Re: Buldge when print reaches "solid" layers
A response by someone in Prus's engineering ranks, with a good explanation of the cause and effect would be welcomed.
I know I have seen it in the past, but it has virtually gone away for me once I tensioned my belts well beyond Prusa recommendations. But belt tension doesn't explain the dimensional effect that all sides seem to bulge; and even small parts seem affected. So it has me somewhat baffled.
Re: Buldge when print reaches "solid" layers
I did not see anyone address this in the thread yet, so I thought I would ask has anyone tried a different type of infill to see if it still occurs? Like grid or rectilinear?
The one picture showed gyroid infill which was a recent addition to the most recent Slic3r PE settings defaults and there seem to be a couple of different threads that have shown up recently about this issue...
Could it be something to do with the way gyroid infill works that is causing this on prints of the type where it is occurring?
I think it was my picture with the gyroid (if it was green). And I did try different infill (grid and others) just to see if it impacted the artifact. It did not.
I also manually changed the g-code in the 7 top solid layers to be concentric as opposed to rectilinear that they are in slic3r (I believe that other than the final top layer there is no option OTHER than rectilinear) and there was still an anomaly, though it was different.
I have done a lot of experimenting and thinking and have yet to solve the problem.
I too would love to see someone from PRUSA chime in on this.
{kind=link}
Re: Buldge when print reaches "solid" layers
[...] I have done a lot of experimenting and thinking and have yet to solve the problem.
I too would love to see someone from PRUSA chime in on this.
I think it's a question of technique and settings. As a test, I downloaded and printed Nicolai's test part with my basic everyday settings using a 25% outline overlap:
A very slight bulge shows on one side, barely catchable with a fingernail

None appears on the other side:

Overall, I'm getting far less of the effect:

This is something I'd expect to be able to tune out based on the characteristics of the specific piece I'm printing. If the part is something the OP has designed, I'd suggest making sure the wall thicknesses correspond to exactly multiples of extrusion widths, or vice-versa. The effect may be partially due to uneven multiples of extrusions at the distorted layer.
Re: Buldge when print reaches "solid" layers
I know OP indicated he varied wall thicknesses. I don't know if they included exact multiples of extrusion widths. That would be fabulous if it ended up being something that straightforward.
My guess is that the answer on causes may end up multivariate in nature. One reason I don't think wall thickness will end up solving the issue for me at least is that what appears to be a solid line is somethng that for a given layer is too wide in one corner and as it moves to the next corner it becomes too narrow, with the next layer exhibiting the opposite orientation. End result from a distance looks like a whole horizontal section that is too wide. Wall thickness as a cause for a layer would seem to me to be too wide (or narrow) everywhere for a particular layer. Also, my part is just the whole part. I just tell Slic3r that I want the vertical shell to have 2 perimeters and perimeter width of 0.45. So the wall is by definition a multiple of extrusion width (x2). Unless I am missing something there.
Here is another perfect example of the issue (in the picture at the end of a respondent):
Re: Buldge when print reaches "solid" layers
OK, Just trying to rule out variables that could cause it. Of course it could not be that simple... 😀
Yes, It was your picture Rick. Thank you and I hope it gets resolved for you.
I did not see anyone address this in the thread yet, so I thought I would ask has anyone tried a different type of infill to see if it still occurs? Like grid or rectilinear?
The one picture showed gyroid infill which was a recent addition to the most recent Slic3r PE settings defaults and there seem to be a couple of different threads that have shown up recently about this issue...
Could it be something to do with the way gyroid infill works that is causing this on prints of the type where it is occurring?
This issue has been around long before gyroid infill was introduced.
I think it was my picture with the gyroid (if it was green). And I did try different infill (grid and others) just to see if it impacted the artifact. It did not.
I also manually changed the g-code in the 7 top solid layers to be concentric as opposed to rectilinear that they are in slic3r (I believe that other than the final top layer there is no option OTHER than rectilinear) and there was still an anomaly, though it was different.
I have done a lot of experimenting and thinking and have yet to solve the problem.
I too would love to see someone from PRUSA chime in on this.
Strange women, laying in ponds, distributing swords, is hardly a basis for a system of governance!
Re: Buldge when print reaches "solid" layers
Hey I appreciate everyone's ideas JBinFL.!! My thought process was similar to yours so I tried different infills and solid layer fills. I've had several "ah that's my problem" moments in a search for a cure...alas none have yet helped much.
Re: Buldge when print reaches "solid" layers
Here's a comparison with the same piece printed with a 0.40mm nozzle (bottom) and a 0.50mm nozzle (top):

You can see that the distortion is minimal at 0.40mm and non-existent at 0.50mm.
Re: Buldge when print reaches "solid" layers
Here's a comparison with the same piece printed with a 0.40mm nozzle (bottom) and a 0.50mm nozzle (top):
You can see that the distortion is minimal at 0.40mm and non-existent at 0.50mm.
Fascinating Bobstro ! Do you have a thought as to why the 0.50 nozzle exhibits no anomaly? Is raised wall section a multiple of the 0.50 as you suggested earlier? If so that seems that might be exactly right for parts with this type of geometry of a solid section followed by a raised thin wall like on the sample part. Curious if Nicolai tried an exact multiple in his permutations of attempts.
For other parts the anomaly occurs prior to the switch to a thinner "wall" raised section so something else must be going on as well. Any ideas?
Re: Buldge when print reaches "solid" layers
I just happened to have a 0.50mm nozzle mounted for stringing tests, so printed a comparison piece and it yielded these results. I hadn't done any real analysis, so this was more of a hunch than anything, but I suspect it's a combination of speeds and extrusion widths, and possibly extrusion multiplier.
[...] Fascinating Bobstro ! Do you have a thought as to why the 0.50 nozzle exhibits no anomaly?
Is raised wall section a multiple of the 0.50 as you suggested earlier? If so that seems that might be exactly right for parts with this type of geometry of a solid section followed by a raised thin wall like on the sample part. Curious if Nicolai tried an exact multiple in his permutations of attempts.
This was Nikolai's piece and the raised piece has a thickness of 1.672mm when I pull it up in Fusion 360. Interesting (and perhaps important), when measured with calipers at the point where the inner surface meets the wall, I get a wall thickness of approx. 1.72mm with the 0.40mm nozzle and 1.63mm with the 0.50mm nozzle. I think this underscores the lack of precision approximating exact dimensions with fixed nozzle sizes, as well as the need for calibrating extrusion multipliers and my crappy caliber accuracy.
For other parts the anomaly occurs prior to the switch to a thinner "wall" raised section so something else must be going on as well. Any ideas?
I think what we're seeing is the sort of distortion that can occur any time there's a significant change in the layer being extruded. I generated a test piece with a 1.67mm thick wall protruding and ran some quick tests:
This 1st example is printed using the 0.50mm nozzle with the same filament using the Prusa 0.20mm Quality print profile with 2 perimeters:

This 2nd example is printed with the same 0.50mm nozzle and filament using 3 perimeters and my modified print profile at the same speeds:

Notice there is a less pronounced shift/ridge at the layers immediately above the 8mm hole. There's a very slight shift above the interior shelf layer. I should note that I got a very slight amount of warping in the front-left corner during both prints. Must clean my PEI sheet!
The printer is obviously the same, the model is the same and yet the results are visibly different. Again, I think we're running into the limits of approximating physical bodies with fixed resolution devices. Our rasterization is not precise. We'd call it pixelization or digitization artifacts if doing 2D printing or video.
I'll swap out for a 0.40mm nozzle when I get a chance, but at this point, I'm going to try different extrusion widths as well as modifying the actual model to make that surface an even multiple of extrusion widths. I also want to play around with Z-seam placement, as that will be an issue in at least one corner of such a print.
Re: Buldge when print reaches "solid" layers
That appears to be a dramatic difference between the two objects, Bobstro. Really fascinating.
Help me make sure I am seeing it correctly: in the first picture the wider anomaly I'll call it, begins just above the rectangular block (ie on the first number of layers of the "wall) and then changes again around the 8mm hole. Is that correct? That the rectangular block section is all fine to its top and that the issue doesn't really present until the "wall"?
That is what it looks like in the picture and makes perfect sense that the solutions you recommend and are trying can help the problem.
I think it points to me needing to start a separate thread as all my issues appear at the top layers of the block and not on the wall (other than very first layer of wall a little bit). And I don't have thin walls that are all the same width anyways.
I need more gummy bears … or Guinesses...or something... 😀
Re: Buldge when print reaches "solid" layers
If it's a perimeter thing - not a proper multiple - I'd think the change in size (bulge) would be apparent on the slice preview. Since we can assume the bench that displays the issue so clearly has a smooth face - and the variation is 100% slice/print related - what does the slice preview show at the first transition (two perimeters). Does it in fact show a small variation?
To that end, I'd like to see the gcode to examine the two perimeters - the lines of code should be identical. But if the upper line extrudes more material in the same length, it would really narrow down the cause of all this.
Bob - can you upload the stl, and the gcode for the 2 perimeter part as printed?
fyi: here's my Big Circle test ... no bulge. 0.4 mm nozzle, all defaults using 0.15 layers with Prusa PLA (except I always use LINE infill these days).
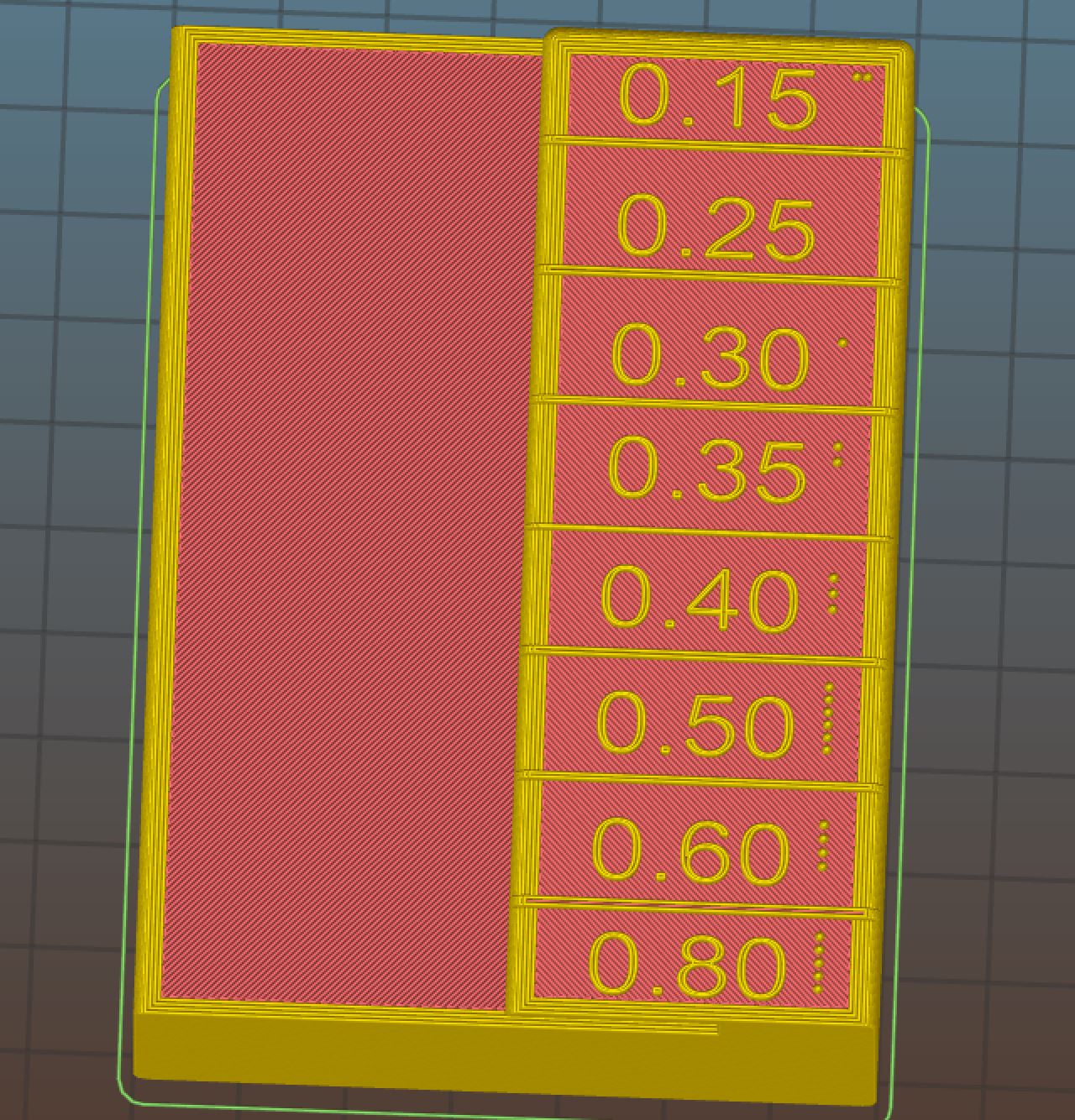
gcode that made the part ...

Re: Buldge when print reaches "solid" layers
My take on it is that the slicer is showing what it expects assuming the filament is exactly as specified. The closer the filament settings are calibrated (diameter, extrusion multiplier), the closer the slicer preview will reflect reality. In all cases, the slicer preview looked reasonable with no apparent bulges, but depending on extrusion widths, you might see gap fill used. My understanding is that gap fill will vary as needed to fill odd-sized gaps between close perimeters. Here's a better angle of the front of the "bad" print:
If it's a perimeter thing - not a proper multiple - I'd think the change in size (bulge) would be apparent on the slice preview. Since we can assume the bench that displays the issue so clearly has a smooth face - and the variation is 100% slice/print related - what does the slice preview show at the first transition (two perimeters). Does it in fact show a small variation?

Notice the layers near the top of the 8mm hole. They're under-extruded at the right, and over-extruded at the left edge. In Slic3rPE, everything looks flat:

I believe Linear Advance and acceleration may also be coming into play.
To that end, I'd like to see the gcode to examine the two perimeters - the lines of code should be identical. But if the upper line extrudes more material in the same length, it would really narrow down the cause of all this.
I'm guilty of some sloppy lab work and didn't carefully record everything. I'm going to re-mount the 0.40mm nozzle and repeat these tests. I'd hate for everybody to have to scrounge up a 0.50mm nozzle to replicate my results. I'll upload the gcode when I can.
Bob - can you upload the stl, and the gcode for the 2 perimeter part as printed?
I'll attach the STL for my test part. Gcode for 0.40mm nozzle will follow.
Re: Buldge when print reaches "solid" layers
Think I found the issue - but as for explanation? Good luck. It's something buried in the internals of Slic3r PE.
Here's the gcode for the two layers where the print goes from large surface to small surface. The highlight shows the same line length and extrusion volume for the inner perimeter (outer is the next lower section); but for whatever reason, note the speed of the two layers. There is no reason I can come up with for the feedrate speed change, yet it is there, large as life - both perimeters, too. I wonder if ...
I have confirmed Layer Time Reduction is causing the change in print speed... I'll now do a couple test prints to see if the part actually improves.
Re: Buldge when print reaches "solid" layers
[...] I have confirmed Layer Time Reduction is causing the change in print speed... I'll now do a couple test prints to see if the part actually improves.
Ah, that points out a deficiency in my test part. I'll modify it so the thinner walls take longer to more approximate the original issue.
Re: Buldge when print reaches "solid" layers
My print of Bob's test piece ... looks fine except for texture change that is probably due to print speed reduction.

Re: Buldge when print reaches "solid" layers
Side by side --- the front is printed without any slowdown. The back part (with slow down) does have some size irregularity at the hole when looking with a macro lens... but it is really hard to see visually. Uploaded at full resolution. Filament is Prusament Mystic Brown printed with Prusa PLA settings...
