ASA warping on long range print; what to try next?
Ok, so ASA warping. (Using polymaker ASA, first time printer of ASA, but have a good thousand hours of printing on this machine with PLA and PETG)
Benchy prints fine? Check. (Using stock prusament asa settings, which amazon reciews say work well with polymaker asa, benchy test confirms)
Fresh out of the box straight into my printdry which is run up to 45C to keep humidity out of the equation? Check. (Plus its winter here, so double check)
Clean satin sheet print surface? Check?( it doesn't seem like just an adhesion issue; more below)
finally: PrinterBox enclosure complete with temp controlled exhaust fan (than is run through an exhaust hose to vent to outside)? Thants a big check!
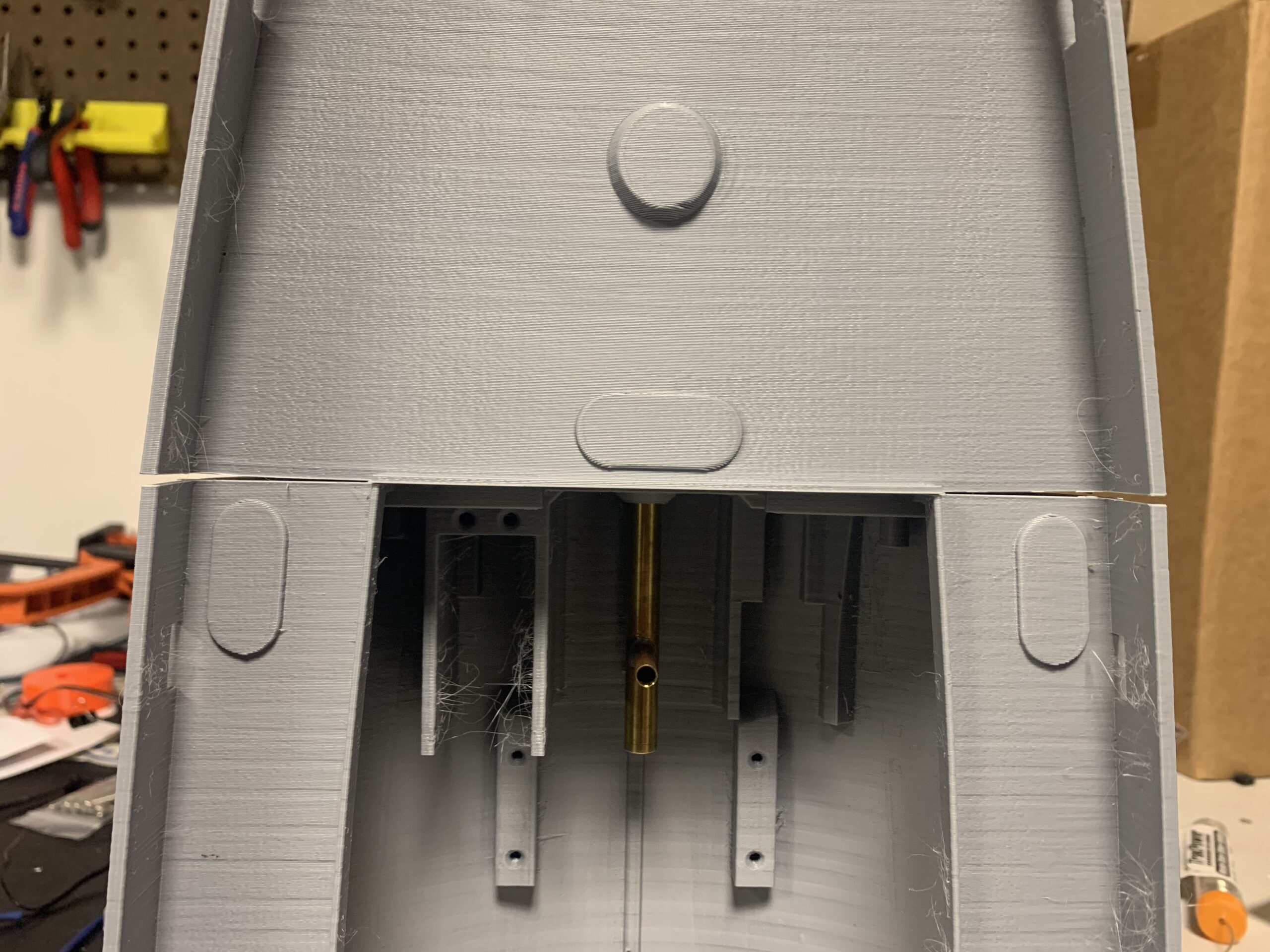
ok, so with all that done, I figured I could attempt to print my rc model boat hull sections with minimal warping, but theres still some coming through. As seen in the below photos, the upper parts bottom, which is what sat on the build plate, has a ‘smile’ to it. I printed with an 8mm brim, and did notice at about the last third of the print the edges of the model appearing to slightly tug at the brim, but the brim itself did hold. So this seems like adhesion isn't the culprit. This must be that warping stuff I keep hearing about.
so from here Im curious what folks recommend trying next to address the issue. Ive been running the enclosure at about 35 degrees C, and was considering upping it, but I start to get worried about heat creep as even running at these temps started to yield stringing. (I had done a prior run of this hull with the exhaust fan on full tilt, and warping was far worse, but stringing was minimal. Benchy was string free with full exhaust as well). To be clear I can deal with stringing but its more if the cause of it is heat creep, id be concerned a jam could be in the cards sooner or later.
thoughts?

RE: ASA warping on long range print; what to try next?
Perhaps a little stress relief on the sharp corners and maybe try printing in a different orientation.
I wonder if active ventilation isn't causing a draft (the very thing your trying to prevent)
I know you're printing in an enclosure but if all else fails you could try a draft shield. I've used one successfully with both ASA and ABS.
In the last resort split the model into parts. I know it seems like the "right" way to make it in one piece but whatever works.
BTW those cracks are horrendous, seemingly no layer adhesion at all.
RE: ASA warping on long range print; what to try next?
Thanks for your reply! A draft shield seems like a good place to start. Was hoping to avoid those and the waste they create, but it's less waste than constantly re-printing large, failed prints.
Also, to confirm, that is not a 'crack' mid model; it's actually two separate models (sections of what will be a larger boat hull) stacked on top of each other and aligned as they are intended to be glued. In theory of the bottom of the top most model should sit perfectly flush to the top of the bottom model. It should also be noted that the models are both being joined at the respective portions that were on the build surface during print. So the top of the lower model is what was actually the first layer laid down during printing. So really the gap between them is the respective warping that's occurred from both parts being summed up. Thinking out loud, this is where re-orienting the parts could help as it limits the warping factor to just one side.
Still hoping to get some feedback/input on enclosure temps though, including how the MK3S hardware handles it.
RE: ASA warping on long range print; what to try next?
Also try slowing everything down particularly the bulkheads (you can use Height Range Modifier to just change n layers).