No Ooze Mesh Bed Leveling In Slic3r PE 1.39.2
Like a lot of people here I have had a problem with oozing during mesh bed levelling at the start of the print. I have come up with a solution that works for me:-
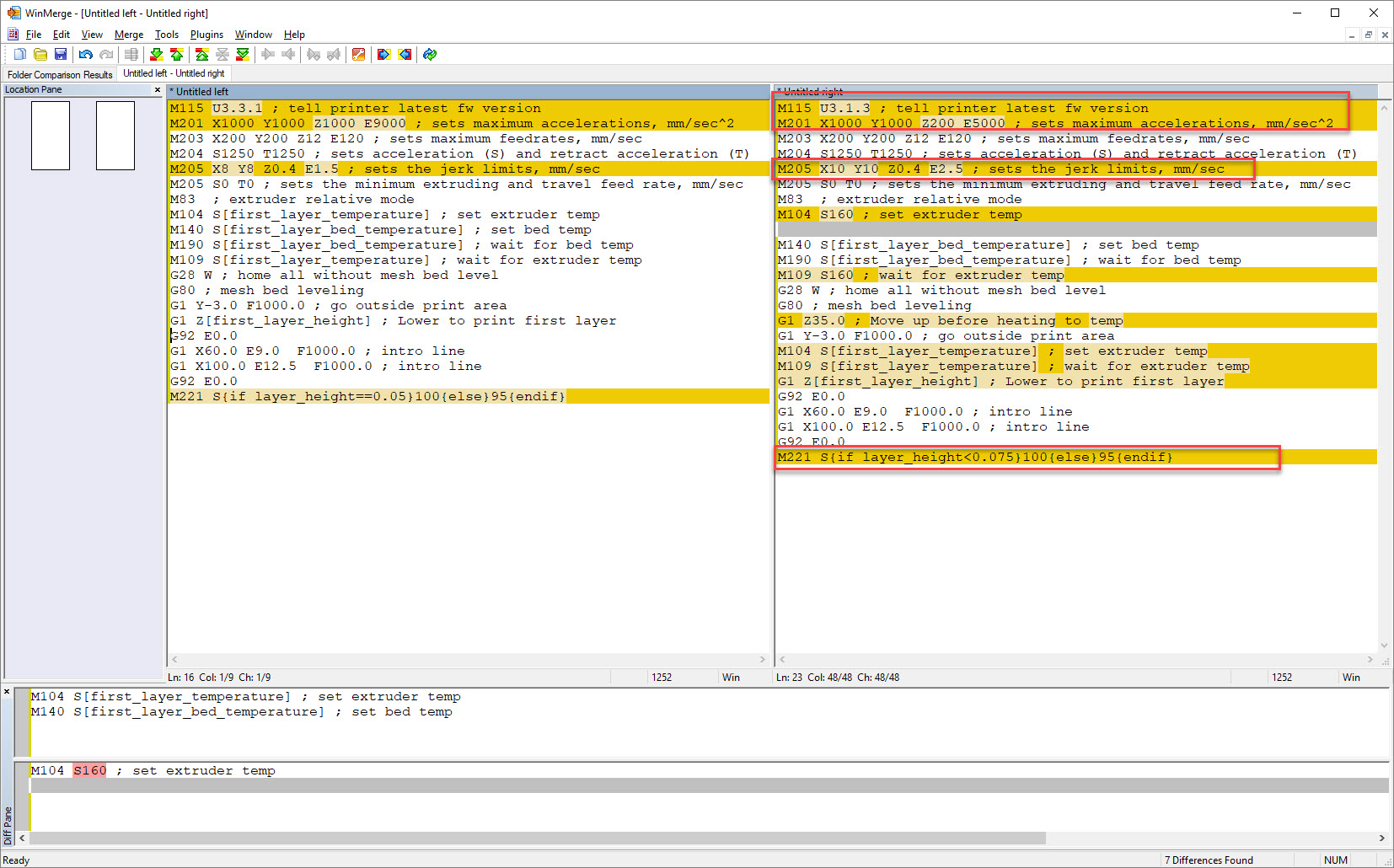
Here is the code.
M115 U3.1.3 ; tell printer latest fw version
M201 X1000 Y1000 Z200 E5000 ; sets maximum accelerations, mm/sec^2
M203 X200 Y200 Z12 E120 ; sets maximum feedrates, mm/sec
M204 S1250 T1250 ; sets acceleration (S) and retract acceleration (T)
M205 X10 Y10 Z0.4 E2.5 ; sets the jerk limits, mm/sec
M205 S0 T0 ; sets the minimum extruding and travel feed rate, mm/sec
M83 ; extruder relative mode
M104 S160 ; set extruder temp
M140 S[first_layer_bed_temperature] ; set bed temp
M190 S[first_layer_bed_temperature] ; wait for bed temp
M109 S160 ; wait for extruder temp
G28 W ; home all without mesh bed level
G80 ; mesh bed leveling
G1 Z35.0 ; Move up before heating to temp
G1 Y-3.0 F1000.0 ; go outside print area
M104 S[first_layer_temperature] ; set extruder temp
M109 S[first_layer_temperature] ; wait for extruder temp
G1 Z[first_layer_height] ; Lower to print first layer
G92 E0.0
G1 X60.0 E9.0 F1000.0 ; intro line
G1 X100.0 E12.5 F1000.0 ; intro line
G92 E0.0
M221 S{if layer_height<0.075}100{else}95{endif}
If goes in the custom g-code section of printer settings.
Regards,
Martin
Martin Wolfe
Re: No Ooze Mesh Bed Leveling In Slic3r PE 1.39.2
Like a lot of people here I have had a problem with oozing during mesh bed levelling at the start of the print. I have come up with a solution that works for me:-
I like it. Just one thing I don't understand. Why lift the nozzle before heating to final temperature?
DJ
Re: No Ooze Mesh Bed Leveling In Slic3r PE 1.39.2
Thanks for this. been looking for something to fix the oozing. Two questions though:
1) How would you change this for firmware 3.2?
2) Where is a good place to go to learn about gcode?
Proud owner of a Mk3 that is producing very nice prints. There is room for improvement as I learn more about it, but so far I am very happy.
Re: No Ooze Mesh Bed Leveling In Slic3r PE 1.39.2
Thanks for this. been looking for something to fix the oozing. Two questions though:
1) How would you change this for firmware 3.2?
2) Where is a good place to go to learn about gcode?
1) Does it need to be changed in your point of view? I personally do not care about the oozing and built in a M860 S35 to wait until PINDA is at working temperature. See my other post about my starting gcode
Re: No Ooze Mesh Bed Leveling In Slic3r PE 1.39.2
1) Being a newbie to 3d printing and knowing nothing about gcode, it appears to me that the first line was a statement or command about the firmware version. I don't know if this, or anything else, needs to be changed. Hence my question. And if you are speaking about your thread in regards to the pinda problem and how to solve it, I have been following it and really appreciate the amount of work you have put into it.
2) Thanks for the link. I am eager to learn more about gcodes and my new printer.
That's what I like about this community, everyone is willing to share.
Proud owner of a Mk3 that is producing very nice prints. There is room for improvement as I learn more about it, but so far I am very happy.
Re: No Ooze Mesh Bed Leveling In Slic3r PE 1.39.2
I see - the first line can be safely ignored. It is just so that the printer could display you a notice that there is a more recent firmware version available. So if you use a up to date slicer but do not keep track of firmware developments there can be a notice displayed. You do not need to have this line IMHO - and if it is outdated that is also fine:-)
Re: No Ooze Mesh Bed Leveling In Slic3r PE 1.39.2
Thanks stahlfabrik
Proud owner of a Mk3 that is producing very nice prints. There is room for improvement as I learn more about it, but so far I am very happy.
Re: No Ooze Mesh Bed Leveling In Slic3r PE 1.39.2
As others have said the first line can be safely ignored. I started this using the G-Code that was already in Slic3r rather than starting from scratch.
The reason for raising the nozzle to 35mm before the final heating before print start is at that point there will be oozing over the start of the into line and if the nozzle was not raised the ooze could build up on the nozzle. Also it is raised to avoid radiated heat from the nozzle damaging the PEI sheet.
With regards to the 160 preliminary nozzle temperature that was chosen to help reduce the total heat time. I could have just left the nozzle cold or used Stahlfabrik's temperature calibration method in which case his calibration temperature would replace it.
If you regularly use filaments with a print temperature only a little above or around 160 it will need to be reduced. Basically at 160 most common filaments are still viscous enough that they will not noticeable ooze during the time taken to mesh bed level. (At 160 most filaments still act like a super cooled liquid. Of super cooled liquids glass is the most common being in that state at room temperature. This is where the term glass transition temperature comes from. Glass does actually deform at room temperature but it takes so long that it is not a consideration. In very old buildings on the order of 600 years or older it starts to become noticeable with the windows being thinner at the top than the bottom.)
Regards,
Martin
Martin Wolfe
Re: No Ooze Mesh Bed Leveling In Slic3r PE 1.39.2
Of super cooled liquids glass is the most common being in that state at room temperature. This is where the term glass transition temperature comes from. Glass does actually deform at room temperature but it takes so long that it is not a consideration. In very old buildings on the order of 600 years or older it starts to become noticeable with the windows being thinner at the top than the bottom.)
I just want to point out that this is actually a myth - room-temperature glass is not a supercooled liquid, it is an amorphous solid (which is closer to solid than a supercooled liquid). Glass atoms actually move too slow for that to have caused a noticeable deformation even in 600 year old medieval windows. This can be verified easily because the glass transition temperature of the most common soda-lime glass is 520-600C, well above my idea of a comfortable room temperature. A supercooled liquid is a material that is below its melting point, but above its Tg.
The most common current theory as to why those medieval windows are thicker near the edges, as far as I have read, is that they were probably never perfectly even to begin with, due perhaps to the way glass panes were made, by blowing a cylinder and then flattening it.
Re: No Ooze Mesh Bed Leveling In Slic3r PE 1.39.2
I would be a little careful about just using this posted code as is.
I did a diff on my current code that was in the download, and defaulted for my Mk3 and saw this.
The areas that have also changed, which are of particular interest to me are:
So rather than have those change, I actually just copied in, and commented out the lined that affected the starting temp, the raise 3, and final temp.
I also raised 5.5cm so that if as it's getting to final temp, there's some ooze, I have enough space to quickly pull it out.
That doesn't mean I don't gratefully appreciate the posting of this, saved my day!
Question is why... this suddenly started happening, after months of happy printing...
Re: No Ooze Mesh Bed Leveling In Slic3r PE 1.39.2
Hello all,
I have just done a clean reinstall of Windows and all the apps on my main PC. As a result I have regenerated my start GCode.
----------------------------------------------------------------------------
M115 U3.5.0 ; tell printer latest fw version
M83 ; extruder relative mode
M104 S160 ; set extruder leveling temp
M140 S[first_layer_bed_temperature] ; set bed temp
M190 S[first_layer_bed_temperature] ; wait for bed temp
M109 S160 ; wait for extruder leveling temp
G28 W ; home all without mesh bed level
G80 ; mesh bed leveling
G1 Z35.0 ; Move up before heating to temp
G1 Y-3.0 F1000.0 ; go outside print area
M104 S[first_layer_temperature] ; set extruder temp
M109 S[first_layer_temperature] ; wait for extruder temp
G1 Z{first_layer_height + z_offset} ; Lower to print first layer
G92 E0.0
G1 X60.0 E9.0 F1000.0 ; intro line
G1 X100.0 E12.5 F1000.0 ; intro line
G92 E0.0
M221 S{if layer_height==0.05}100{else}95{endif}
----------------------------------------------------------------------------
The lines in bold are where I have made insertions or changes to Prusa's original G-Code.
Regards,
Martin
Martin Wolfe