RE:
@Crab
I'm astonished at the costs you have posted from canada, as your dollar is worth less then ours in the USA and you are paying $$$ amounts above and beyond what we are paying in the states. As for experience the material, is not as important as your experience with any material I would sight PETG as one of the worse materials I have ever had to work with. I have had vendors flat out lie to me over the years telling me that PETG is hydrophobic as apposed to hygroscopic as I have, and we know it to be, (and I have the proof ) so you have to move forward, a lot of what I have seen you proclaim is that of an individual that has not experienced yet.
Good luck to you, keep moving forward and don't act on what you are told, act on what you have experienced.
RE:
@R&D
Prusa stuff is quite expensive here.. There has been about a $200-$300 price increase in the MK3S+ in just the past year. Because the enclosure is a separate product, getting both might have a high shipping cost. In core XY, an enclosure is really build into the architecture of the printer. Still the X1C is priced very well in Canada. Prusa filament is crazy expensive here.. generally it is between $50-$60 online.. and just crazy on amazon.ca at over $90. About 3 months ago I bought a lot of Eryone filament for between $16 and $24/spool.. so almost no comparison. Most brands go for about $30 on amazon with free shipping(prime member). Prusa is not very competitive in some countries, but they could be with just a few more resources. They have to start up an amazon store in more countries that can act as a better conduit for their stuff. I was lucky that I bought my MK3+ a year ago as a kit for only about $1200.. but a raspberry pi at that time was another $200 (but after a year well worth it)..
The MK3 prints PETG much slower than the X1C and I've had just great experience printing PETG with the textured PEI sheet on the Prusa. I'll be disappointed if it turns out to print poorly on the X1C. I've also printed TPU with almost no difficulty on the Prusa.. so will be interested in seeing how the X1C handles that. I have a friend whose ordered the X1C and we are going to build some RC cars.. so we will see how it works out.
Humidity where I live is always high.. 80+% in summer and often high in winter.. so I've had to use a lot of homemade dryboxes. They've worked well keeping PETG under control for humidy. I also use a PrintDry Pro drybox for drying.. but only occasionally.
I'd love to see Prusa build something core xy, the same size of the MK3, but in a box format that can be enclosed easily (or with panels built in), and an easy nozzle change with high flow rate.. and, of course, a decent network/wifi interface. They have something in their print farms that was core XY about 3 years ago but never developed it into a home product.. not sure why. It was expensive at that time so maybe they could never bring the price down.. but I'd easily pay $2k for something with, about a 250-275 print volume and enclosed with ventilation so I could print the odd ABS part without putting the printer in a barn.
If the X1C doesn't work out.. it will be a Voron 2.x in a year or so..
RE: Prusa MK3S+ vs Bambu Lab X1 carbon
Just as an addendum.. (timeout on editing last post).. I have come to prefer printing PETG over PLA because my prints tend to come out better. I have used 3 or 4 different brands, many, many different colors over several hundred hours.. I've bumped up the print speed up to 200% in places.. and in all that I've had my share of failures.. but always related to something I've done or not done in a setting. I've never seen artefacts like what you have. No PRUSA PETG as the cost in Canada is much too high.
That is what I first thought when I saw the artefacts. I have printed with an ultimaker original for years. I have found out how to tweak the settings in order to get consistent results. I have experienced under extrusion or over extrusion before I changed the crappy feeder to bondtech. But I never had a situation where print quality was very good for most of the part but only bad for certain spots. And what is even stranger is that if I have a cube with one whole going through, one face is ok and the opposite face is crap. I mean, it is the exact same geometry on both sides, and nothing special which would be extremely difficult to print. The only difference is that on one side the print head moves from left to right, on the other side from richt to left.
When I print in PLA I was able to see the artefacts as well, but much much less pronounced, so you would probably not notice it without a microscope. Therefore my guess is that there is a weird bug which causes a mess between the variables speed / acceleration / flow in certain situations. PETG seems to visualize those issues extremely well while PLA seems to be more forgiving.
I'm still in contact with Bambulab. If they can not solve it, I will ask for the exchange of the whole machine.
Another issue I have is the printer is using carbon fiber rails which are showing to wear out rather fast and could contribute to toxic dust build up inside the printer, I have also heard about people printing with abs filament and having residue all inside the machine with no way of getting it off so after a few hundred hours of printing it will be completely covered in gunk PERMANATELY. I dont see any of these machines being around in 5 years and i see a lot of prusa's still hammering out prints.
I do not consider to buy this printer at all.
In Germany i can buy nearly 2 MK3S+ as kit for the price of one Bambulab X1c.
Regarding the carbon rods, somewhere i read they should not be greased? How should this work? Are there ball bearings rolling on the rods surface?
These carbon rods are not available as spare parts. Also no electronics / boards available as spare parts...
If the X1C is too expensive for you, then you can still get a P1P for half the price with the same printing quality and speed. Do you expect to get a printer for free?
I'm not a material expert, but carbon is to an extend a self greasing material. I suppose there will be a possibility to get those rods later on if there really is a need for it. But as long as you don't print ABS 24/7 I would not expect much wear.
RE: Prusa MK3S+ vs Bambu Lab X1 carbon
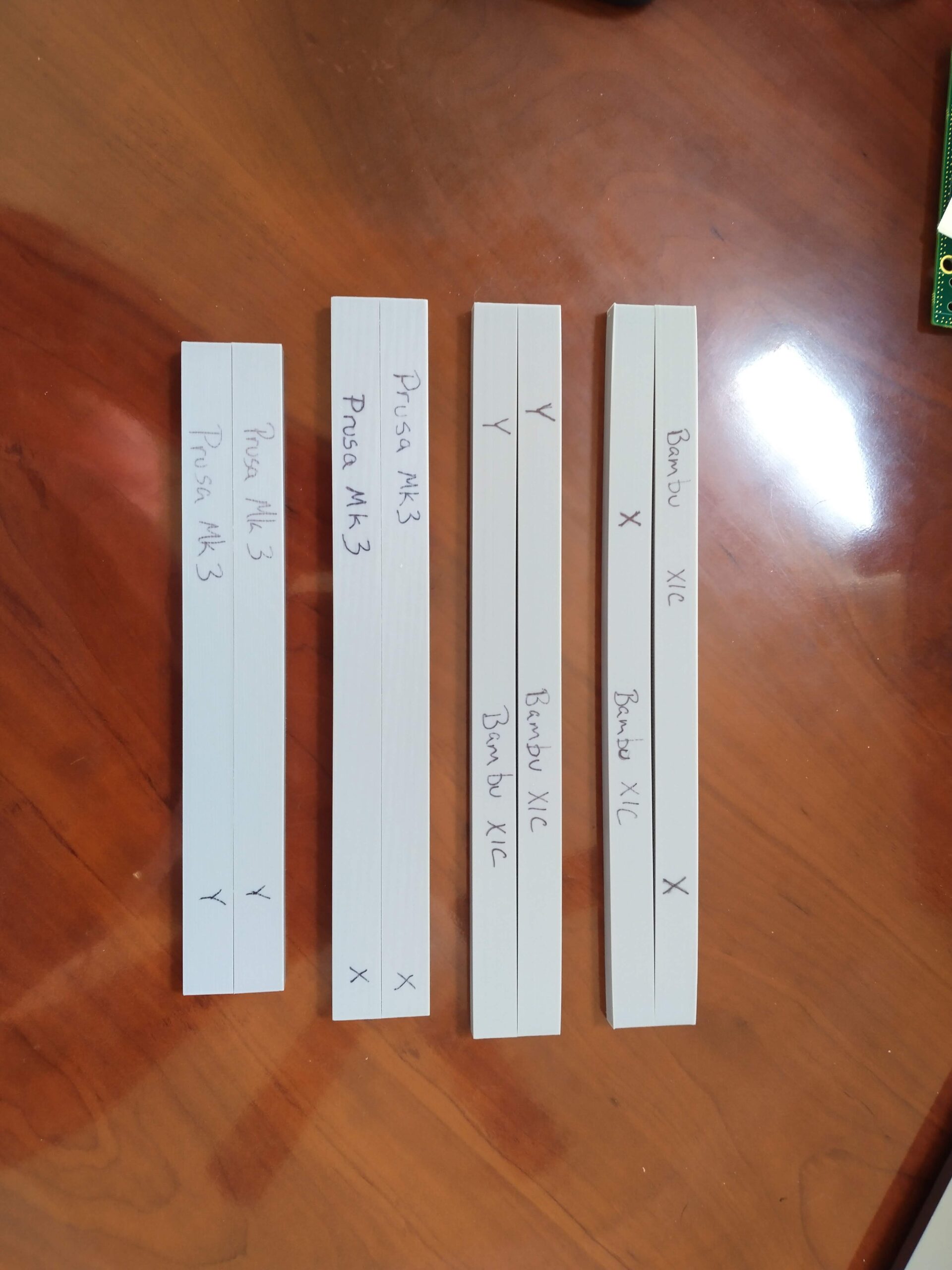
Since I gave my first impressions, I though it important to follow up. At this point, I would not recommend anyone purchase an X1, X1C, or P1P. Why? There appear to be significant quality control issues with respect to be flatness. Go search the BambuLab forums or Reddit for a number of threads on the subject. For a visual demonstration, see the picture below. I printed a long box on both the X and Y axis on my X1C and Mk3. They were printed with no top layers and then placed top to top to demonstrate any the warping in my X1C bed. The measured warp was 0.75mm on the X axis and 0.43mm on the Y axis. Warping on my Mk3 is below my ability to measure easily -- the bed leveling output says 0.022mm variation across the entire bed.
Now, to highlight a few points.
- First, the X1C automatic bed leveling works absolute wonders. The printer compensates almost completely for the warp in the bed. It has a little trouble at the outer 15mm of the bed -- the result is poor adhesion there. On a properly flat bed, the X1C would be pretty hard to beat. That excellent compensation is what results in the bowing in the picture above. It carries compensation through the entire print.
- Second, I am not saying the Mk3 or variants will have such a flat bed out of the box. Mine certainly didn't. I installed the nylock bed leveling mod and have carefully leveled my bed to within the repeatability limits on the Pinda. I have also leveled the X1C bed as much as possible. However the X1C has a three point bed mounting system. You can adjust a flat bed to level, but you cannot correct a warped bed in any way.
- People will note that the X1C is a new printer and will have some teething pains. The Mk3 did as well (some would say it still does). These are both true. I have contacted BambuLab support and will see how they respond. My hopes are not high, based on threads I have read. My main concern is that letting systems out with this level of warping makes me wonder whether the engineers at BambuLab really understand the mechanics of 3d printing -- flat and level bed is critical at least for any thing "mechanical", including multipart prints. They seem to have gotten the fine details right and missed a giant one. What good is micro lidar with 7um resolution if the bed warp is five orders of magnitude larger. This kind of flaw, and lack of QC, is something I expect in $200 Ender3 knock-offs. At least there, you can do the work and fix it.
- The final point will probably generate a bunch of comments. The printer is very "closed". It shouldn't be surprise to anyone, at this point, that the X1 design is proprietary. I do not consider that to be a problem by itself, just something to consider. However, the ability to actually understand the operation of your printer has also been closed off. A prime example of this is that the log files the printer generates, for support, are encrypted so that you cannot see the information. While some might jump straight to what private info is being sent (which is a valid concern), on a purely practical level, it prevents you from seeing something as basic as what the bed correction matrix is. While tweaking and troubleshooting a Mk3 will be beyond the capabilities or desires of some, all the information necessary to do so is available. In the case of the X1, this is not the case. If you believe you are having a problem, all you can do is file a support request and hope that BambuLab agrees with you.
Will I try and return my X1C? I haven't decided that yet. I am waiting to see what kind of response I get from support. I have not taken my printer apart, to look at how the heat bed is put together, yet. I don't want to do anything that will make my support ticket more complex. Once I'm done with support, if I do keep it, you can bet I'll be taking it apart.
So there is my update. Such a promising piece of equipment that, at least on mine, has a single flaw so big as to make it unusable.
RE:
Thanks for sharing. I came across this thread, and yes, this should not happen. At the moment I won't contact support, because it seems they have no solution yet. I'm sure that the engineers know that a flat bed is critical. However, after design, a lot of things happen which, are not in control of the engineers. No company in the world can build a first version product without a single flaw. If a company does it, it will take too much time and it will be too expensive as well.
The build plate can be exchanged later on if they managed to manufacture it properly. Therefore, it does not bother me too much right now.
RE: Prusa MK3S+ vs Bambu Lab X1 carbon
carbon is to an extend a self greasing material.
No, absolutely not...
The carbon rods are carbon fiber, embedded in a synthetic resin. So the outermost very thin layer of the rod is resin, underneath are the carbon fibers.
The same carbon fibers that make a hardened nozzle necessary for printing carbon filled filaments.
The self greasing materials are Polyamides ("Nylon"), very often used for gears and bushings. But also these do wear.
So if ball bearings would roll on these rods, i could imagine this would work for a long time.
But if only a Polyamide bushing would slide on the surface of these rods...
I would not expect this would last very long, especially if it should not be greased and fumes from ABS or ASA filaments deposit on the rods.
RE:
Definitely agree with other that this is a fair review. If you want a DIY experience to learn how printers work and need to be calibrated, then buy all means buy a Prusa. If you want to focus on higher quality, faster printing for less money, buy a BambuLabs X1
I would add though that there are a significant list of other features that none of the Prusa products, nor even Raise3D, Ultimaker, MakerBot and other commercial offerings offer at any price.
For a fair cost comparison, one needs to upgrade a MK3 with all of the options the Bambu X1 has in its base price. They include in the base product, no mods, no upgrades needed :
1. Fully enclosed system made of aluminum and glass.
2. All parts are injection molded, not printed -> more accurate and consistent accuracy across all parts.
3. LIDAR scanner that provides bed level scanning, extrusion flow control calibration(i.e. pressure advance), first layer quality
4. Integrated INPUT SHAPING(resonance/accelleration tuning)
4. Software controlled Chamber and Side/Aux Fan(helps with bridging). HEPA filter on chamber fan
5. ZERO manual, semi-automatic bed leveling. no more messing around with shims, thumb screws, ...
6. Built in camera: spaghetti detection built in. No Raspberry PI and Octoprint needed.
7. Superior Slicer with more features that it's base software which is PrusaSlicer
9. Hardened steel nozzles are standard equipment, not an upgrade
10. Cloud accessible
11. Lower cost when you build similarly capable systems:
Mk3 with Prusa Enclosure, unassembled : $1089
(no camera, no spaghetti detection, no remote access, does not include hw, sw to do pressure advance and input shaping calibration, No LIDAR, not as fast)
Mk3 with Prusa Enclosure, assembled : $1299
(no camera, no spaghetti detection, no remote access, does not include hw, sw to do pressure advance and input shaping calibration, No LIDAR, not as fast)
BambuLabs X1 Carbon: $1199
(higher quality build materials, LIDAR, automatic calibration, camera/spaghetti detection, faster printing, remote access, camera/spaghetti detection )
RE: Prusa MK3S+ vs Bambu Lab X1 carbon
I though it important to follow up
Thanks for this. I recommended my friend to buy an MK3s+ kit instead of the Bamboo because of Prusa's excellent support. I've only been printing for 2 months, but my first printer for the first month, the Ender 3 S1 Plus, had major quality control issues, and getting support was impossible during the Chinese holiday. When they finally responded, they only sent me a link to a video with music and no explanation, which didn't address my issue. When I raised this with them, it took 2 more days to get a response.
You tested it then you will know which part is failing
either heatbed or nozzle , which one is it?
Will arrange replacement once we got the anser.
I was not willing to spend over an hour in the process after noticing that they used hot glue on so many of the components. A few is acceptable, but geeze. As you said about Bamboo... you have to hope they will agree.
As you said about Bamboo... you have to "hope they will agree". Needless to say, I sent the Ender 3 back while I still could. Not to mention bed leveling every other print was getting old. For a product with auto-leveling, I find it silly to have to do it that much after getting it perfect each time. I did have it printing insanly well though... when it didn't error out.
Anyway, I'm glad I send my friend to Prusa because so far, even with the learning curve and all the dialing in, it has been a pleasant experience learning how to build it, then use it, make it awesome, upgrade it... etc. Oh, and did I mention Prusa support?
Looking forward to the CoreXY product this year. Unless there is something deeply more compelling, that is what's next for me at least.
Ok, let's take a look at this list:
1. Fully enclosed system made of aluminum and glass.
OK as an option but a PITA for PLA printing.
2. All parts are injection molded, not printed -> more accurate and consistent accuracy across all parts.
Oh no, the whole reason Prusa's are so reliable is because they are manufactured by the machines themselves RepRap style and Prusa see all the issues first and can rapidly incoroprate fixes. Don't discard a major strength.
3. LIDAR scanner that provides bed level scanning, extrusion flow control calibration(i.e. pressure advance), first layer quality
Er, why? LIDAR is just another sensor, there are other ways to do this, leave the acronym off and it's more sensible.
4. Integrated INPUT SHAPING(resonance/accelleration tuning)
Not a lot of point for most practical printing, anything dimensionally critical is going to be post processed anyway.
4. Software controlled Chamber and Side/Aux Fan(helps with bridging). HEPA filter on chamber fan
See above re enclosure. FDM doesn't produce much that could be filtered at HEPA sizes. Active charcoal might be useful if printing ABS or similar.
5. ZERO manual, semi-automatic bed leveling. no more messing around with shims, thumb screws, ...
We got rid of all that years ago.
6. Built in camera: spaghetti detection built in. No Raspberry PI and Octoprint needed.
But added complexity and expense to detect something that only occurs once or twice a year, Pi &c remain optional, I experimented with one then removed it for a more useful role.
7. Superior Slicer with more features that it's base software which is PrusaSlicer
Superior slicer, good, but can we please get rid of the gimmick additions that belong in the CAD software and just get in the way, many of the recent feature additions have been unnecessary, already possible by other means, or bloat that should be in other applications.
9. Hardened steel nozzles are standard equipment, not an upgrade
Why? They aren't an upgrade btw, just an option that facilitates printing with certain filaments but can hinder others.
10. Cloud accessible
OK, but also completely operable without cloud, or any other network connection. Most security sensitive operators either use a local cloud or none at all. Far too vulnerable.
And I can't understand the obsession with speed, if I want better quality I slow the printer. It's going to carry on printing faster than I can design new parts in any case and I only need to look in occasionally if I expect a spool to run out.
No, what I want is reliability. My MK3 has been running at a high duty cycle for five years with minimal attention bar regular maintenance and a couple of trivial repairs.
Cheerio,
RE:
You aren't the audience that the X1/P1 is aimed at .. The point is not to have to print your own parts, or get that Z level just right. How many Z level problems have you replied to in the forums? Now it remains to be seen if it is practical to try to make 3D printing a bit of an appliance. Maybe it is just too complex, because when things go wrong, you have to get into the weeds. If people have to get into the weeds with the Bambu, they've failed.
I'm surprised you don't think the input shaping, nor a proper network-aware interface, nor an enclosure isn't a huge plus. The Voron people all use input shaping.. and I can't imagine not having a Pi & Octoprint with my MK3.. Just makes the whole printing experience so much better. I haven't printed ABS yet, but its in my future.. But not sure I would buy an enclosure for the MK3 to do it..
For educational use, I can buy 2 X1C's for just a bit more than 1 Prusa plus enclosure. Parts can print twice as fast. I will get 4 times the parts printed. This is huge if I'm doing teaching sessions with a bunch of students. I can service more student activity. When I was doing a few of my RC cars, I'd have appreciated going 2x on those 10 hour chassis prints. Not sure what you mean by post processing. Yes, you drill out holes more accurately (on both Prusa & X1) , but if you look on many reviews, they are printing parts much faster than on a Prusa for nearly the same quality.
I don't see opinions that Bambu slicer is/will be better than Prusa Slicer.. PS is excellent.. Bambu Slicer just supports some unique features of the X1/P1 series. I don't care about cloud accessibility, but a network interface is a huge plus and the Bambu will allow file transfer locally.
The big risk is reliability. Already there are some issues with warped beds.. But any product will have initial design issues. I point to the MMU2S in which some people are actually buying their own switching regulator and tacking it on to get it to work.. . The MK3+ is a perfected 10 year old technology. I'm sure the XL won't have anywhere near the reliability of the MK3+ in its first year.
Certainly attempting to make their printers somewhat 'idiot-proof' will be a difficult task. It will require very good engineering and good customer service. They've certainly wow'ed most of the reviewers.. even the ones that I think are pretty hard to please. However, I've always found that to get a really reliable product you need to wait for Rev #3, or be willing to live with, and fix, the design flaws for the first few years, as a tradeoff for its features.
RE: Prusa MK3S+ vs Bambu Lab X1 carbon
I’m surprised to see someone say they can’t understand the obsession with speed. My first text printer was a Centronix dot matrix. It was faster than I could type. Today it would have poor quality and be considered painfully slow. One day all of today’s 3D printers will be viewed as painfully slow. Imagine a text printer taking 5 hours for a 4 page single color job. Imagine it taking days to print a 40 page document.
as for who the X1C is aimed at, I am probably a good example. I want the freedom to print in different materials. In particular I am used to printing in ABS at work. I want a printer that works out of the box. I do wish the X1C was faster since I seem to do a lot of 4 to 5 hour prints. That means one a night. The fact that I have had Z axis fails and that it requires regular maintenance is annoying. I understand the maintenance but my ink jet printer doesn’t require nearly as much. As for the Z axis fails, support is being reasonably responsive. So far, homing and moving the bed up and down has gotten me around the issue. I’ll manually level the bed sometime this week.
RE: Prusa MK3S+ vs Bambu Lab X1 carbon
This comparison, Prusa vs Bambu is really like comparing apples and oranges. Yes, they are both printers but they are intended for different audiences.
Whether one values the feature set of one product versus another is subjective. However, there are objective facts here though that make Bambu a superior product from an engineering and ease of use perspective. If you don't care about or need a certain feature, then so be it. Nothing Bambu has done is unattainable by any company let alone Prusa given the right engineering prowess and financial capabilities. So why haven't they ? I am just saying I am not a fan boy but I do respect their achievements and outcomes. It is not a perfect printer, but they have significantly improved the price/performance/Feaature set bar for the industry.
It takes significant amounts of time and effort to take on what Bambu has. For example, LIDAR scanning (especially the software/firmware required), injection molded parts, integration of pressure advance and input sharing are not trivial problems to solve in a supportable way. Some of what Bambu has done is available open source(input shaping/Klipper, pressure advance/Marlin) so why hasn't Prusa integrated it?
Compare the product build quality of a Raise3d, Ulitmaker, ... printer to a Prusa. Night and day difference in design and manufacturing. Bambu is on par with commercial printers but for a 1/3 or less of the cost of a Raise3d and less costly than a Prusa. The Prusa MK3 is a fine product, regardless.
As I said initially, Prusa MK3 is a very good printer if you want to learn how printers work and like modifying printers. I did this before buying a Bambu and it was a good experience. Personally, I am over that now 🙂 and just want to make parts and quickly. My mean time to prototype a part allows me to design and make more in a given time period. If you are the kind of owner who just wants to download stl files from somewhere and print stuff, then print time may not be as important to you. If you make parts to sell and have a print farm, then speed is even more important.
Ok, let's take a look at this list:
1. Fully enclosed system made of aluminum and glass.
OK as an option but a PITA for PLA printing.
>>I typically print PLA and have the door closed and rarely have issues. From monitoring the chamber temperature, I can see that the chamber exhaust fan keeps the chamber temperature stable and reasonably low, especially if you use a low build pate temperature. Worst case, open the door to add more ventilation.
2. All parts are injection molded, not printed -> more accurate and consistent accuracy across all parts.
Oh no, the whole reason Prusa's are so reliable is because they are manufactured by the machines themselves RepRap style and Prusa see all the issues first and can rapidly incoroprate fixes. Don't discard a major strength.
>>We did the same kind of engineering practice in the teams I managed. It's sometimes called, "eat your own dog food". It's a sound practice. All good engineering companies test this way. That said, teams should not have mechanical part "bugs" in products as mature as Prusa's to turning around a new printed part is moot. Also, any company can print a part or release a design to address an issue. That is not unique to Prusa. This is more of a marketing pitch than a unique engineering practice. In any event, this is not a major issue but it bugs me to spend $1000 and not get higher quality materials(i.e. injection molder parts). That's my own personal bias 🙂
3. LIDAR scanner that provides bed level scanning, extrusion flow control calibration(i.e. pressure advance), first layer quality
Er, why? LIDAR is just another sensor, there are other ways to do this, leave the acronym off and it's more sensible.
>>Not true. Sure LIDAR is a sensor but that's like saying a Ferrari is just a car. There is no other printer on the market which has integrated this level of automated calibration and inspection. It's the software/firmware behind this sensor that makes the integration of the LIDAR scanner superior. The AI and signal processing they had to do for inspection is no small feat. No one scans the entire first layer to assess quality. No one has an automated way to set pressure advance and input shaping. Basically, LIDAR is akin to an optical device and there is no substitute for the kinds of features is can scan and interpret and it is all done automatically. Pressure advance and flow control are manual calibration processes in any other printer I have owned or made.(Klipper or Marlin based)
4. Integrated INPUT SHAPING(resonance/accelleration tuning)
Not a lot of point for most practical printing, anything dimensionally critical is going to be post processed anyway.
>>This is not as much a dimensional issue rather a surface finish which affect every model. The problem trying to be solved is artifacts like ghosting and ringing.
4. Software controlled Chamber and Side/Aux Fan(helps with bridging). HEPA filter on chamber fan
See above re enclosure. FDM doesn't produce much that could be filtered at HEPA sizes. Active charcoal might be useful if printing ABS or similar.
5. ZERO manual, semi-automatic bed leveling. no more messing around with shims, thumb screws, ...
We got rid of all that years ago.
True, mesh bed leveling is not new or unique to Bambu. The point I was making (poorly 🙂 )was that all calibration is automatic, not just bed leveling. Also, the Prusa printers still have the four thumb screws right ?
6. Built in camera: spaghetti detection built in. No Raspberry PI and Octoprint needed.
But added complexity and expense to detect something that only occurs once or twice a year, Pi &c remain optional, I experimented with one then removed it for a more useful role.
>>Sure, spaghetti detection is a less often used capability. However, Timelapse videos and ability to monitor the build remotely are something I use everyday. Lots of folks post time lapse videos cuz they are cool :), but I use them to debug issue that come up like spaghettini detection causes, when and how a part may have moved free from the surface of the bed, etc... Invaluable to debugging. Every printer has build failures, even Bambu's.
7. Superior Slicer with more features that it's base software which is PrusaSlicer
Superior slicer, good, but can we please get rid of the gimmick additions that belong in the CAD software and just get in the way, many of the recent feature additions have been unnecessary, already possible by other means, or bloat that should be in other applications.
9. Hardened steel nozzles are standard equipment, not an upgrade
Why? They aren't an upgrade btw, just an option that facilitates printing with certain filaments but can hinder others.
>>What I meant to say is that is is a zero additional cost standard feature.
10. Cloud accessible
OK, but also completely operable without cloud, or any other network connection. Most security sensitive operators either use a local cloud or none at all. Far too vulnerable.
>> fair enough. But, for those who want it, it's just there and requires nothing outside of the Bambu ecosystem.
And I can't understand the obsession with speed, if I want better quality I slow the printer. It's going to carry on printing faster than I can design new parts in any case and I only need to look in occasionally if I expect a spool to run out.
>>Faster speed : for people running a business it means more parts per hour. For me, someone who designs alot from scratch, it's mean time to prototype and shortening the design iteration process.
No, what I want is reliability. My MK3 has been running at a high duty cycle for five years with minimal attention bar regular maintenance and a couple of trivial repairs.
>>so far my printer has been excellent in that respect. Time will tell though and others mileage may vary.
Cheerio,
Replying to several in one:
I’m surprised to see someone say they can’t understand the obsession with speed. My first text printer was a Centronix dot matrix. It was faster than I could type. Today it would have poor quality and be considered painfully slow. One day all of today’s 3D printers will be viewed as painfully slow. Imagine a text printer taking 5 hours for a 4 page single color job. Imagine it taking days to print a 40 page document.
I do, occasionally, use a modified, 30 year old Epson dot matrix tractor printer for printing banner text up to 12m long - up to a 12 hour print... but that's because it's the only relatively cheap way to do it. Ok, mostly they're around the 1 - 2m length but 12m happens to be the length of one of the party spaces in the Town Hall.
Just today I handed over a bespoke part to a boat owner and as I did so I was asked by the island workshop manager to design an adapter for one of their bandsaws. My printer produces faster than I can design, it's just finished a set of spacers and is now waiting for me to draw up that adapter...
If speed matters, especially in a manufacturing context, then first multiply the number of machines in use - that way if one goes down you can still produce some priority products while repairs are underway.
The point is not to have to print your own parts, or get that Z level just right. How many Z level problems have you replied to in the forums?
Dozens, but (almost?) all of them only once; when you actually know what a good first layer looks like on a Prusa it's takes just a single run of the built in procedure when you change a nozzle. The XL should simplify even this.
The problem trying to be solved is artifacts like ghosting and ringing.
I don't see them as a problem: Either they are irrelevant to the part's function and can be ignored, or they interfere with the fit in which case you were already going to print a fractionally oversized blank and machine to fit or, biggest OR, the surface does matter in which case the layer lines probably do too so you were already planning to sand, fill and paint.
I point to the MMU2S in which some people are actually buying their own switching regulator and tacking it on to get it to work.
It was quite easy to get the MMU to work as a multicolour printer but I have no use for that, my use case is mixing three or four different plastics in one print for function, the MMU can't do it without wasting huge amounts of filament. I do occasionally want to print labels or graticules but theres no need of an MMU if it's just a couple of changes on one layer. I have removed and cannabilised mine. On the rare occasions I need a multicoloured model then sand, fill and paint is once again the answer and is always better than the MMU which is restricted to so few colours.
Cheerio,
RE: Prusa MK3S+ vs Bambu Lab X1 carbon
I own an Mk3S/mmu2s and an sl1 turned sls1 but nothing from BL. I pre-ordered the XL and I'm rather frustrated with the way Prusa handles things. To the point that when i heard about BL-AMS i was more than curious. Unfortunately even if the have mostly positive comments for their products, i wouldn't ditch a prusa for a BL. I dont care about speed that much , even if i consider it a plus. Also i dont know the speed improvement we will get IF XL is ever actually shipped and delivered. But for me BL has two important drawbacks. First and most important is their proprietary nature. I understand how visually pleasing is a "professionally" looking device in comparison with a self printed one. But even if I'm in Europe and shipping speed is not that bad the fact that i can buy e3d nozzles, heating blocks etc, easily from various local 3d printer stores is a huge benefit, especially when something happens and you want to continue your print as soon as possible. Also the fact that i can reprint parts of the printer came in handy more than once when something broke. Id don't like tinkering with my printer (that why i disliked mmu2) more than printing, but the RepRap approach is really one of prusas strong points. And due to this fact, my printers can be somehow upgraded or improved , if i feel like it, without paying a bundle of money for spare parts. XL is probably overpriced (or probably not- is a multiheaded printer after all) but mk2.5 and mk3 are still alive. The other reason i would not go to BL is that their multicolor/multimaterial approach is an improved mmu2s approach. Maybe a more out of the box working approach (even if we take in to account that mmu2 didn't set the bar really high) but again suffers from substantial time waste and filament waste. Also since you have one head the they will probably be issues when you have materials with large differences in temp going through the same nozzle for a print. I mean i don't know how or if they going to handle passing flex after lets say petg or abs. Or even pla and abs. Multiheaded is the only approach i can thing that works. There is some time wasted for heating and cooling the bed but i thing that's important only for the first layers. I would like to use pla as supports to petg or abs, or even combing petg with abs and flex for various projects. Different nozzle sizes for different parts etc. That why for me AMS is just if you want multiple colors, dont like to use an airbrush and dont mind turning a 5 hours print to a 15h.
Another a couple of thing that held me to Prusa even if i do complain to some posts, its the workflow and ecosystem of their printers and the very well made (from my own perspective) prusaslicer. If i go and use another software/workflow it must have serious benefits and not just a pretty box. Also I really dont like cloud based approaches for devices that do not need to be online to work.
Saying all the above Prusa should get of their high places and see how BL handle their customers. I mean lately i read nothing but good reviews for all aspects of their production line while prusa has one excuse after the other. I'm curious ... BL wasnt hit by the problems in the supply chain? I trully hope for BL to go well because a good market competition is only a positive on the consumer and the concept of innovation.
RE:
The filament workflow on the MK3+ can't be beat. I've got 6 filament dry boxes mounted above my gantry and switching filaments is soooo easy and quick. The AMS of BL can't handle flex and I suspect that the AMS is really great for doing multi-color, but only when you are doing a significant number of full layers of multi-color when switching. On the other hand, Prusa fails in workflow for networking. Really it only has an SD card interface as the Pis are impossible to get. You can use an Orange PI Zero 2, or get a real PI, but that set me back $200. I'd never switch my MK3+ for a BL at this point. But I did recommend a BL for a friend. He will either love me or hate me in 6 mo.. 🙂 .. and I recommended 2 X1C for a local college that only had a small budget.
RE: Prusa MK3S+ vs Bambu Lab X1 carbon
One thing I have come to appreciate from Bambu Lab is their willingness to accept criticism. If you listen to the influencers who were sent free X1C units, they were told to give honest reviews and feedback. By comparison, Anker asked that reviews be favorable in return for the free hardware. Bambu Lab has a blog with a lot of interesting information. Their latest post is here: https://blog.bambulab.com/quality-assurance-and-operations-update/
You can say it shows their are issues but it also shows that Bambu Lab is reacting to these issues and working to fix them. I like the transparency.
As an update on my Z-axis issues, after running the bed to its max up and down a few times, I have been good. I will clean and lube the Z-axis screws this weekend and probably also do a manual leveling just to be sure. I haven't printed for over a day since my next projects require some work before they are ready to print.
RE:
no.. switching filaments has huge advantages. There are lots of prints that I want lettering on the last few layers. Currently I'm printing a bunch of parts boxes and labels are last. A 4 hour print that you have to babysit so you can do the filament change at the end. And some models where you want to print different parts of a whole in different colors. A sequential print with different colors is perfect. So just lots of uses for the AMS. I've read too much negative that I wouldn't try Prusa's MMU. To print different materials, you want the XL, but I doubt that many home users will opt for that.
And I'm surprised you don't think the speed is very important. I just watched this user compare his MK3 to a new X1C. Print Speed comparison. He claims he just used the stock profiles, but no mention if the layer heights were identical. But even after the slow calibration of the X1C, his model printed in 1.5 hours compared to 4.5 on the Prusa. He claimed that quality was "as good if not better" on the X1C. (and I'm sure the input shaping helps that quality). That is just huge. Once Bambu gets another iteration under its belt, this would be hard to ignore for educational institutions where you are trying to service a bunch of users on a limited amount of printers. For print farms, I would think reliability and ease of service would trump speed so the Prusa certainly has that.
It was quite easy to get the MMU to work as a multicolour printer but I have no use for that, my use case is mixing three or four different plastics in one print for function, the MMU can't do it without wasting huge amounts of filament. I do occasionally want to print labels or graticules but theres no need of an MMU if it's just a couple of changes on one layer. I have removed and cannabilised mine.
RE: Prusa MK3S+ vs Bambu Lab X1 carbon
For me, the biggest drawback of the X1C is the single head since it limits using dissolvable supports. I have two dual extruder machines at work but they lack the material flexibility of the X1C. Plus, they are MUCH more expensive to operate. People have printed using PVA and I plan to in the future. However, the models requiring dissolvable supports are also the ones that will involve an obscene number of filament swaps. I probably won't try PVA until the summer when I have weeks to recover if it gums up the works. On the other hand, the multicolor printing has generated stunning results that the other printers I have access to can't touch. I haven't thought about mixing materials other than support till this thread but it is an interesting idea. I don't know how well it would work but mixing TPU and ASA would be interesting.
RE:
I have found that really trying to become more expert in supports has decreased my desire for dual extruder PVA, that I have on an S3 at work. Really understanding how much I can do with bridging .. and creating "thumbtacks", using painted on supports, and other options .. I have few (if any) models that I print that I really need PVA. I can see you'd really want it for cavities, inside much more complex stuff.
RE: Prusa MK3S+ vs Bambu Lab X1 carbon
Pis are not impossible to get. You will pay more than people were accustomed to paying in the past.