E3D V6.1 hotend - HEAT CREEP elimination by adding a simple silicone sock onto the heat block ???
Hi all,
I was wondering for quite a while, how come I can not print certain models sliced at 0.05mm (= low volumetric flow values) any more? For instance, one of the first models I ever printed out was the famous tree frog @0.05mm layer height. The print was fine then, no issues. Roughly after one year of printing, I can not print this model any more, despite the fact I thoroughly cleaned the entire extruder (vacuum cleaned all fans, air ducts and heat sink), applied brand new thermal paste between heat break and heat sink (was not necessary, the old thermal paste turned out to be absolutely fine and functional after 1 year of printing), replaced the thermistor and heat cartridge, tried a brand new 0.4mm nozzle, thoroughly re-checked and re-assembled the entire extruder, the heat creep jamming occured approximatley 90 minutes into the print job... In my case, jamming appeared only at 0.05mm prints, any other (higher) layer height never introduced jamming regardless what filament I used, so low volumetric flow pointed at heat creep problem.
I searched through the entire forum and tried to read as much as I could about heat creep problem and jamming but to my disappointment no obvious working remedy was suggested. Only in this thread our colleague butterworthdesign pointed out this:
... The "thermal blanket" and the silicone sock I think have really reduced heat transfer to the top half of the heatbreak and lower surfaces of the heatsink. That was the intent at least. So far, it seems to have worked, and I'm not suffering heat creep with Prusament at this time.
I think this is EXACTLY the reason for heat creep in E3D V6.1 hotend. The more I think about E3D V6.1 hotend technical solution, the more I am convinced there is a certain design flaw which allows the heat creep to develop:
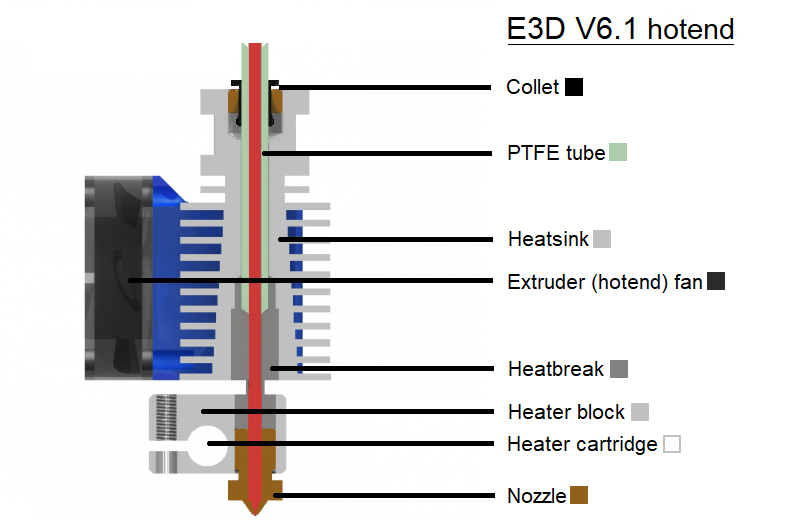
As per my opinion, the trouble lays in the fact the Print fan blows too much air right onto the heat block which is cooled too much. This is compensated by heat cartridge which re-heats the heat block and the nozzle to desired temperature. As the thermistor is on the other side of the heat block (thermistor is not depicted but should be placed to the RIGHT from the nozzle on the above picture), the generated heat wave from the heat cartridge first hits the nozzle and heat break (this is important!, now we have extra heat travelling up the heat break!), then, with a small time delay (during this time delay the heat wave travels up the heat break!!!), it reaches the thermistor which gives feedback to switch the heat cartridge off. But the fan is still blowing cooling air onto the heat block and nozzle, so the heat cartridge almost immediately kicks in again, adding more heat again, which hits the heat break again... the vicious loop is closed.
At higher volumetric values, this extra heat travelling up the heat break is easily carried away by the filament and no heat creep/jamming develops. But when low volumetric values are in the game, heat slowly but surely creeps up until the filament reaches critical temperature in the PTFE tube where it melts, swells up and jams the extruder. You won't observe any excessive temperatures as the thermistor gives correct temperature control feedback, it is the frequent re-heating of the heat block which sends heat wave after heat wave through the heat break causing heat build up in the PTFE tube after some time.
The obvious remedy is to add thermal insulation to the heat block and nozzle in order the Print fan cools only what it should cool - that is the printed object and only the printed object. With heat insulation the heat block is not excessively cooled, therefore heat cartridge does not have to generate more heat waves propagating through the body of the heat block and most importantly through the heat break itself.

I accidentally stumbled upon this silicone sock. I made an impulsive purchase right away and these socks were sitting around for a few weeks, waiting for their chance (originally I did not intend to use them as thermal insulation, I purchased them for heat block and nozzle protection - got tired of cleaning off spaghetti disasters...). Yesterday, I decided to give my heat block + extruder a proper clean up, so I completely disassembled it and vacuum cleaned all dust from fans and air ducts, scraped off the burnt filament form the heat block + nozzle and happily assembled it again. I thought a simple tree frog test would be nice - to see if heat creep is still my issue. I used Prusament Mystic Brown PLA though I knew there are known underextrusion issues with this particular Prusament PLA colour as well as with a few others too but I wanted to run some hard test. After approx. 90 minutes I suffered an underextrusion. Next, I tried Prusa White PLA (which is much less prone to jamming) and ran the print, underextrusion occured after some 70 minutes again.
Then I recalled butterworthdesign's note about the "thermal blanket" and this set my mind on the earlier purchased silicone sock. So I put it on and... MIRACLE HAPPENED!!!
Like waving a magic wand, my heat creep jammings are gone! The same day I successfully printed out the tree frog @0.05mm both in Prusament White PLA and more problematic Prusament Mystic Brown PLA. Prints came out without any flaw. Then I printed a few more things @0.05mm which used to cause jamming - also printed perfectly without any problem... This gave a strong support to my heatblock overcooling theory.
I know there are many others out there suffering form heat creep, so please consider:
1 - a thorough extruder clean up
2 - maybe a new thermal paste if you feel it might have reached end of it's lifetime (but it should be fine for several years at least, provided you did not mess with the heat break-heat sink thread)
3 - definitely insulate the heat block with a silicone sock!!!
One question still remains to be answered: how come brand new printer could print @0.05mm without jamming and 1 year old WELL LOOKED AFTER printer couldn't? Could be that the thermal paste deteriorated a little bit and even this small change caused jamming to occur? Probably there is very, very small margin in E3D V6.1 hotend design so brand new hotend assemblies with new thermal paste can cool down sufficiently and eliminate heat creep whereas a little bit worn out thermal paste can't anymore???
Please note I haven't run any long term tests yet though initial 0.05mm prints are very promising.
Also, to further improve cooling efficiency in the heat sink area to keep the PTFE tube as cool as possible, I plan to replace the 40x40x10mm Noctua fan with a twice as thick model 40x40x20mm. I need to get hold of the Molex 5057-9403 cable connector as the regular computer fan connector won't fit into the Rambo board. This will be a small trade off - little bit more fan noise for much higher air flow and better cooling but I think it will worth it.
Your thoughts and experience highly appreciated if posted below 🙂
RE: E3D V6.1 hotend - HEAT CREEP elimination by adding a simple silicone sock onto the heat block ???
At full travel left of the x axis the fan is only a few mm away from the frame. Fitting a thicker fan may not be possible without making it impossible to run the calibration routines. Even fitting a fan guard can cause issues.
RE: E3D V6.1 hotend - HEAT CREEP elimination by adding a simple silicone sock onto the heat block ???
Ah... very good point... So no 20mm fan I am afraid - unless an adapter is made. Let's see if the silicone sock itself will suffice.
RE: E3D V6.1 hotend - HEAT CREEP elimination by adding a simple silicone sock onto the heat block ???
@makak007
If you really want to use a bigger fan you could use something like this https://www.thingiverse.com/thing:3484443 which allows the thicker fan.
RE: E3D V6.1 hotend - HEAT CREEP elimination by adding a simple silicone sock onto the heat block ???
Thank you,
this is pretty much what I imagined when you pointed out it won't fit in without an adapter. I will give that a try.
RE: E3D V6.1 hotend - HEAT CREEP elimination by adding a simple silicone sock onto the heat block ???
@makak007
Maybe you should try one of these "problem solvers"?
https://www.thingiverse.com/RH_Dreambox/designs
Bear MK3 with Bondtech extruder
RE: E3D V6.1 hotend - HEAT CREEP elimination by adding a simple silicone sock onto the heat block ???
I was interested to read about your experiences makak007. After upgrading my mk3 to a mk3s I experienced similar issues and traced it down to the print fan position/air flow and the resulting temperature challenges at the heat block etc. After trying all sorts of slicer setting alterations over a number of weeks (without any real success) I caught wind of e3d silicon socks. I fitted one and have never looked back.
All the heat creep issues I had experienced were gone and I’ve not encountered an issue printing with any filament since. If the heat creep issues are a result of a less then stellar hot end design it's arguably not the perfect solution, but it seems to have resolved all the heat creep issues I was experiencing so I'm happy. 🙂
RE: E3D V6.1 hotend - HEAT CREEP elimination by adding a simple silicone sock onto the heat block ???
I've used the E3D socks since day 1 of owning the MK3 after using socks on the E3D V6's on my previous Vertex printer. Never had a sock come off on its own yet and I'm still on the same sock. The socks keep the amount of thermal energy needed to keep the block hot to a minimum, prevents radiated heat from damaging detailed small prints and keeps the hot end nice and clean.
I would recommend running a PID tune for the hot end once the sock is in place. The printer doesn't need to work anywhere near as hard to maintain nozzle temperature so the PID values needed will likely be different.
RE: E3D V6.1 hotend - HEAT CREEP elimination by adding a simple silicone sock onto the heat block ???
I've just ordered some E3D socks to hopefully fix my similar jamming issues on the MK3S. Did you have to modify the sock or take apart any of the extruder to install them?
RE: E3D V6.1 hotend - HEAT CREEP elimination by adding a simple silicone sock onto the heat block ???
The standard sock just slips into place on the current MK3S hotend setup, tucking the side in so the thermistor wires are not trapped under the sock!
The pro version of the sock has a much smaller hole for the nozzle to poke through. I personally think the standard sock is better as the whole brass nozzle can poke through it. Less likely for the sock to get knocked off that way.
RE: E3D V6.1 hotend - HEAT CREEP elimination by adding a simple silicone sock onto the heat block ???
@moojuiceuk
Thanks for the info. I bought the standard sock because I read people had issues with the smaller opening on the pro.
RE: E3D V6.1 hotend - HEAT CREEP elimination by adding a simple silicone sock onto the heat block ???
@rhdreambox
I have printed this in PC-ABS(for greater heat handling ability) and the fan shroud looks great but I'm having issues with the support arm. The overhangs on the upper piece that attaches to the extruder come out fuzzy. I'm currently working on fan and speed settings as well as optimizing the pieces orientation on the build plate to try and overcome the problem.
RE: E3D V6.1 hotend - HEAT CREEP elimination by adding a simple silicone sock onto the heat block ???
@mgruenloh
What happens if you make the fan bracket of PLA or PETG? It should be possible to make the fan bracket in ABS, but my experience is that white filaments can be a little more difficult to work with.
Bear MK3 with Bondtech extruder
RE: E3D V6.1 hotend - HEAT CREEP elimination by adding a simple silicone sock onto the heat block ???
@moojuiceuk, @jeremy:
I wish I knew about the silicone sock before. Actually, I was looking for some solution on e3d website but somehow failed to find the sock. Then, after some time later, I accidentaly stumbled upon that Chinese clone. It fits ok (was a tad smaller fist, but after first nozzle heating it stretched and now fits snugly - this is what e3d states about dimensions and fit as well). It repells melted filament and has the PRO nozzle hole shape. But next time I will buy e3d original product to support the inventor and developer.
@rhdreambox:
thanks for the link and your advice. I printed out and mounted RHD CS Nozzle for Prusa MK2.5S / MK3S. It apparently blows vast majority of cooling air onto the printed object, leaving the heat block alone. Big improvement. MK3S is my very first printer and I just discovered that its predecessor MK3 has a similar "C"shaped nozzle. I have no clue why Prusa abandonned it on MK3S model but I think it was a big step backwards... someone mentioned in this forum hat he experienced heat creep after MK3 to MK3S upgrade.
The nozzle was printed from Jet Black Prusa ABS, no enclosure, just superclean print bed. No warping, only a few sirings brom bridged edged which I easily cut out.
My 20mm Noctua fan arrived, as well as Molex connectors. Also printed out MK3 40mm to 40mm Fan Adapter (thanks neophyl for bringing this up to my attention). I plan to use it but first I will test if C-print fan nozzle and silicone sock can itself solve the heat creep problem. 20mm fan would give some bigger margin.
RE: E3D V6.1 hotend - HEAT CREEP elimination by adding a simple silicone sock onto the heat block ???
Edit time expired so I post fixes below...
someone mentioned in this forum that he experienced heat creep after MK3 to MK3S upgrade, so nathan-b20, you are not alone.
The nozzle was printed from Jet Black Prusa ABS, no enclosure, just superclean print bed. No warping, only a few strings from bridged edges which I easily cut out.
RE: E3D V6.1 hotend - HEAT CREEP elimination by adding a simple silicone sock onto the heat block ???
@rhdreambox
I got it, after a day of tinkering with bridging/overhang settings, I changed the filament profile in prusa slicer from E3D PC-ABS to the Prusa PC blend profile. It printed perfectly with no mods to the profile. It's been running all day now with the new fan shroud. I got it just in time too, the old shroud was a bit melty when I removed it to replace it.
RE: E3D V6.1 hotend - HEAT CREEP elimination by adding a simple silicone sock onto the heat block ???
I noticed a new feature in PrusaSlicer 2.4.0 (Print Settings - Multiple Extruders - Ooze prevention) "lowers the temperature to prevent flow". This may save someone the silicone sock?