First Layer warping/peeling
Hello,
i have some issues with my first layer. it warps at some points or peels of during printing. Especially supports tend to peel.
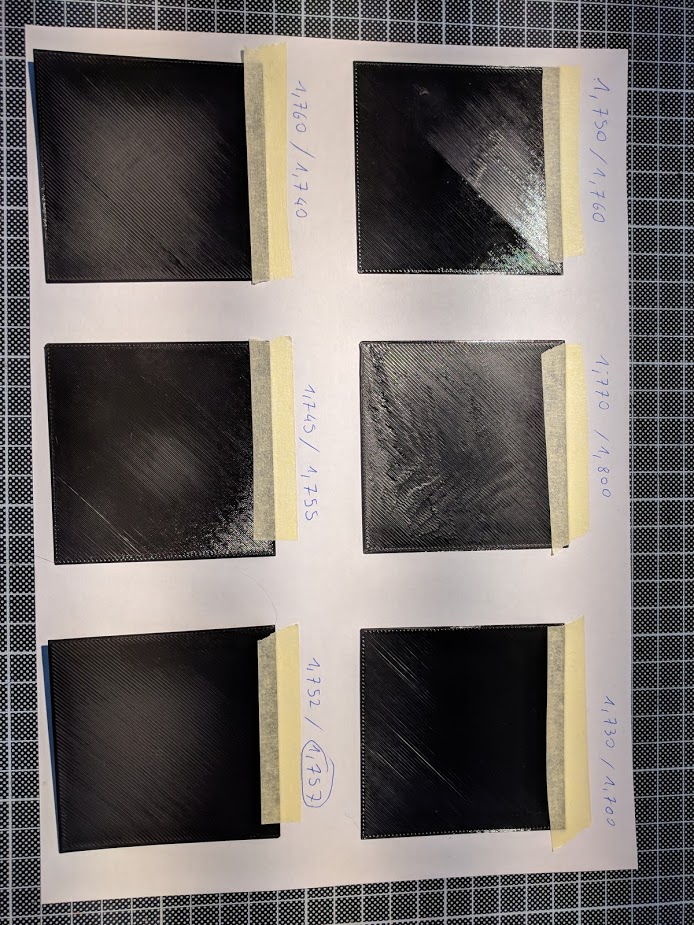
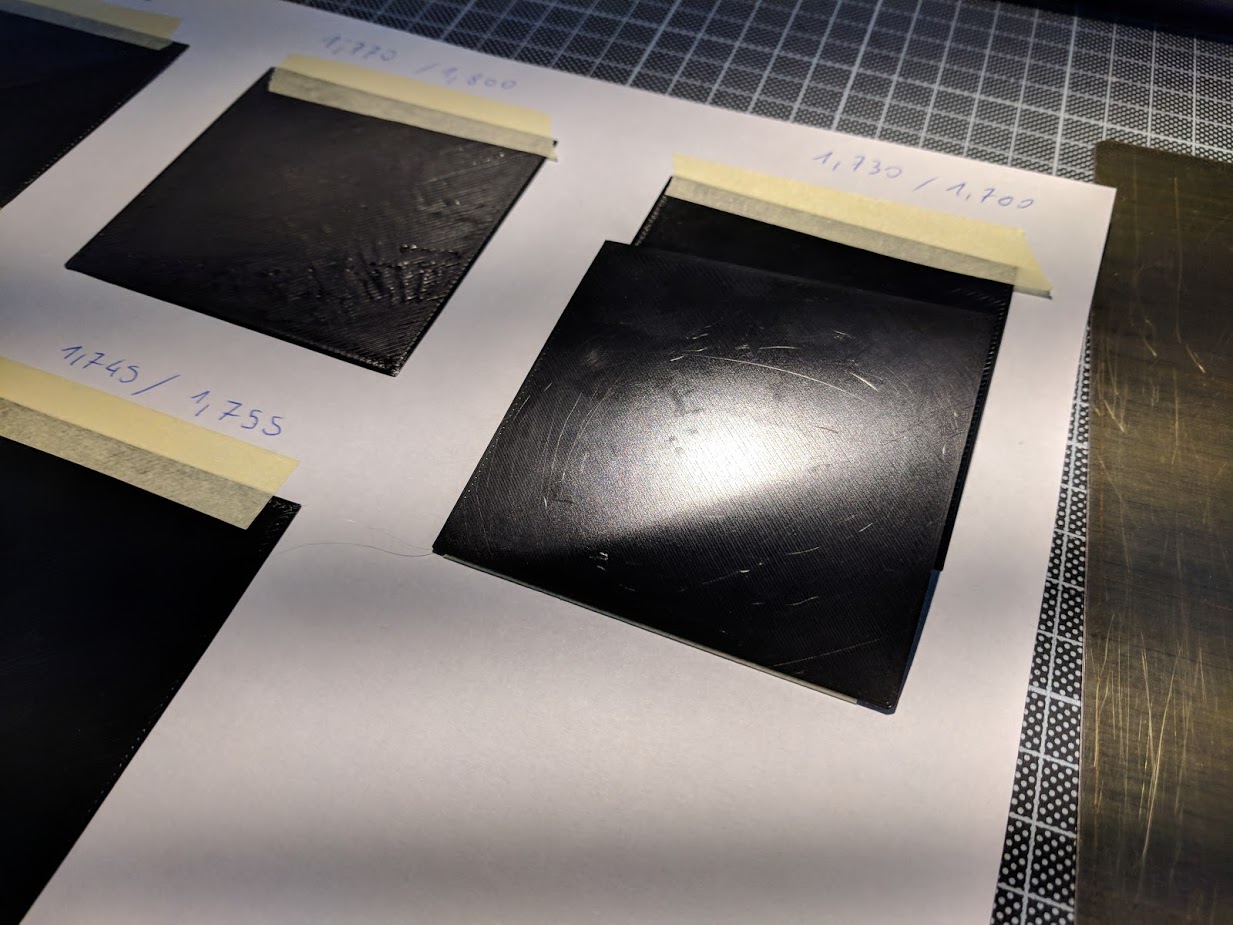
I used this guide to calibrate my first layer:
https://shop.prusa3d.com/forum/prusa-i3-kit-building-calibrating-first-print-main-f6/life-adjust-z-my-way-t2981.html
The result is satisfying:
Right after calibration i started to print this part:
https://www.thingiverse.com/thing:2864118/#files
(Prusa_Enclosure_Bottom_Corners)
But they turn out like this:
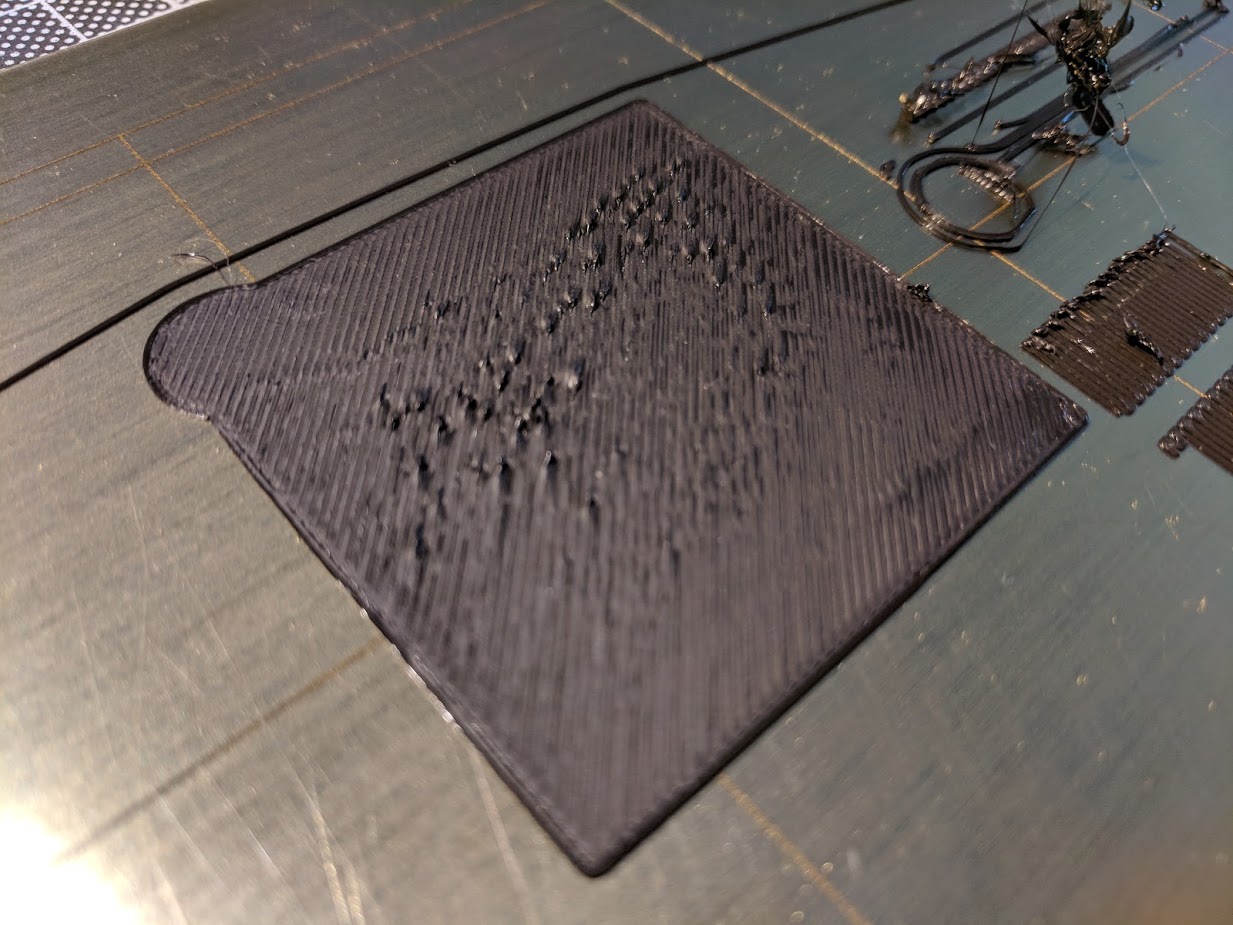
I have no idea why this happens since the first layer test works out great.
My settings:
Original Black Prusa PLA 1.75mm
Bed Temperature: 60°C
Nozzle Temperature: 215°C
Room Temperature: 25°C
Slicer: Prusa Controll 0.9.4_415_beta
Quality: 0.15mm
Infill: 20%
Support: Only from build Plate
Brim: Off
The printbed is cleaned with isopropanol
Any ideas?
Re: First Layer warping/peeling
The manual recommends the Live Z not exceed -1.0. You should recheck your PINDA height. It sounds like it is too high.
Re: First Layer warping/peeling
In the real print the nozzle is way too close to the bed. I found the gcode in the linked post isn't applicable to the Mk3. You need to get one of the calibration files from Thingiverse, I quite like this one: https://www.thingiverse.com/thing:2230659
Make sure the model is the same height as your first layer, which for me is 0.2mm.
Focus only on the centre circle first when adjusting the Z live. If the print completes the adjusted Z level will be saved to the EEPROM, at least it is for me. So the process I follow is:
1. Live adjust on the circles as they come through until they extrude smoothly. Too low and you'll get a ripple effect, too high and the filament won't stick to the bed.
2. Once the centre is perfect, have a look at the other edges. If any edges are too high / too low, use the bed level correction tool to raise / lower individual areas.
The correction tool will allow you to go up to 50um, but if you reach that the bed itself is probably quite warped - make sure it's mounted well. I usually work in 10-20um increments, 20 if the level issue is severe, 10 if it's minor.
There does seem to be a problem with the PINDA probe full stop. The temperature scaling isn't perfect, so even when you level everything it still might adjust on its own between prints / days. I'm yet to get 100% consistent first layers, and it's incredibly frustrating.
Re: First Layer warping/peeling
The correction tool will allow you to go up to 50um, but if you reach that the bed itself is probably quite warped - make sure it's mounted well. I usually work in 10-20um increments, 20 if the level issue is severe, 10 if it's minor.
Can you expand on that at all? I couldn't get a print to stick for the life of me till I slammed the correction to +50/-50 and it's still far enough off any print that uses the last 5 cm of bed pulls off. It used to be much, much worse.
I'm tempted to shim the Y-stage, but trying to find 30 micron shims seems a fool's errand.
I maintain an informal list of San Diego, CA 3D printing enthusiasts. PM me for details. If you include a contact email and I can add you to the informal mailing list.
Re: First Layer warping/peeling
Can you expand on that at all? I couldn't get a print to stick for the life of me till I slammed the correction to +50/-50 and it's still far enough off any print that uses the last 5 cm of bed pulls off. It used to be much, much worse.
I'm tempted to shim the Y-stage, but trying to find 30 micron shims seems a fool's errand.
Sorry only just saw your reply. Basically if you need to correct more than 50um then the bed itself is too warped for reasonable correction.
First step would be to try the latest firmware, it fixes a lot of the issues where the PINDA probe can measure inaccurately.
Second is to get something known straight, such as a quality ruler and put that on the bed and shine a light behind. If you're seeing light, the bed itself is warped. To fix it you can try shims such as: https://shop.prusa3d.com/forum/others-archive--f66/-testers-needed-tpu-micro-springs--t15061.html
However, if the bed is severely warped, you'll need to talk to support. Either the frame or the heatbed PCB itself is too warped to reasonably correct.
Re: First Layer warping/peeling
I used this fantastic Octoprint plugin https://shop.prusa3d.com/forum/user-mods-octoprint-enclosures-nozzles--f65/-help-needed-octoprint-prushmeshmap-plugin-t15333.html to visualize and measure the bed level.
Re: First Layer warping/peeling
Turns out the bed is fine.
The issue was slop in the Y-axis rails mounting. There's not a lot of slop, but more than 50 microns.
I loosened the two screws on each end of the rails, pushed down and tightened the high side, lifted and tightened the low side.
That got me well within correctable range, and I'm using ~+/-10 microns in software, now.
I maintain an informal list of San Diego, CA 3D printing enthusiasts. PM me for details. If you include a contact email and I can add you to the informal mailing list.
Re: First Layer warping/peeling
markus.r7,
Did you solve your problem ?
I just received my printer 2 days ago and I have the same problem, calibration is perfect but when printing same warping / peeling..
Re: First Layer warping/peeling
I see that your picture show signs of a dirty bed.
Use a soft cloth and clean the bed with a hand wash detergent. Swipe and wipe the sheet with household paper.
And above all, after cleaning, do not touch the print surface with your hands.
After cleaning, you can use concentrated isopropanol between the prints.
Bear MK3 with Bondtech extruder
Re: First Layer warping/peeling
Thank you, it was so simple !!!
RE: First Layer warping/peeling
@rhdreambox
I just spent 4 hours, 10+ calibrations, different filaments, adjusted idler screws, tried "known good" saved print files and my prints still were tearing off the bed!
Read your comment and put on my newly purchased spring steel sheet that I had for backup and just like that... printing perfectly again. I guess these sheets may just eventually wear out. I will give it a intense cleaning session just for giggles, but the new sheet solved the problem instantly. Printing like a dream once again!