Woher kommt das Material am Extruder?
Hallo zusammen,
ich kämpfe seit einer Woche mit meinem neuen MK3S+. Erste Drucke waren soweit akzeptabel, aber ich versuche weiterhin, das Gerät optimal einzustellen. Das stellt sich in der Praxis irgendwie schwerer da als in allen Youtube Videos 😉
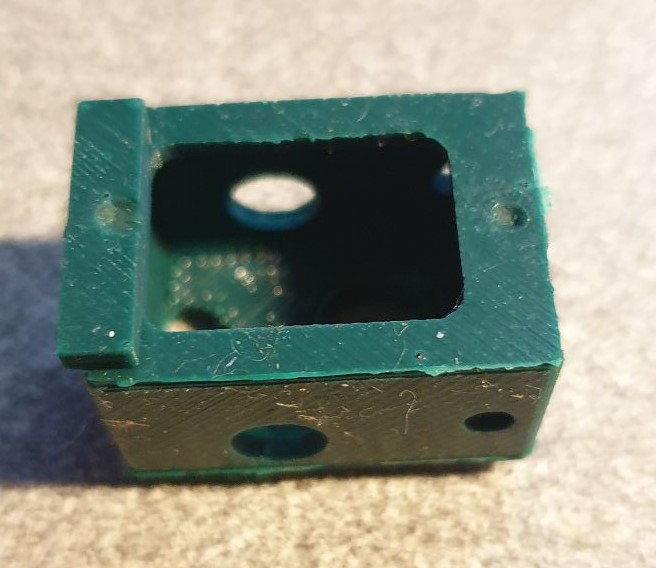
Jedenfalls habe ich ca. 40 Stunden Druckzeit auf der Uhr. Bei der Ansicht des Extruders sieht es so aus, als ob einiges an Filament "hängen" geblieben ist. Meine Frage daher: ist das normal? Oder ist etwas falsch eingestellt?
Komischer Weise ist dann auch nur schwarzes PETG hängen geblieben und ganz wenig graues PLA. Ich habe viel PETG weiß und grün gedruckt, davon gibt es offenbar keine Rückstände.
Danke für eure Hilfe!

RE: Woher kommt das Material am Extruder?
Hallo zusammen,
ich kämpfe seit einer Woche mit meinem neuen MK3S+. Erste Drucke waren soweit akzeptabel, aber ich versuche weiterhin, das Gerät optimal einzustellen. Das stellt sich in der Praxis irgendwie schwerer da als in allen Youtube Videos 😉
Jedenfalls habe ich ca. 40 Stunden Druckzeit auf der Uhr. Bei der Ansicht des Extruders sieht es so aus, als ob einiges an Filament "hängen" geblieben ist. Meine Frage daher: ist das normal? Oder ist etwas falsch eingestellt?
Komischer Weise ist dann auch nur schwarzes PETG hängen geblieben und ganz wenig graues PLA. Ich habe viel PETG weiß und grün gedruckt, davon gibt es offenbar keine Rückstände.
Danke für eure Hilfe!
Hallo und willkommen im Prusaforum!
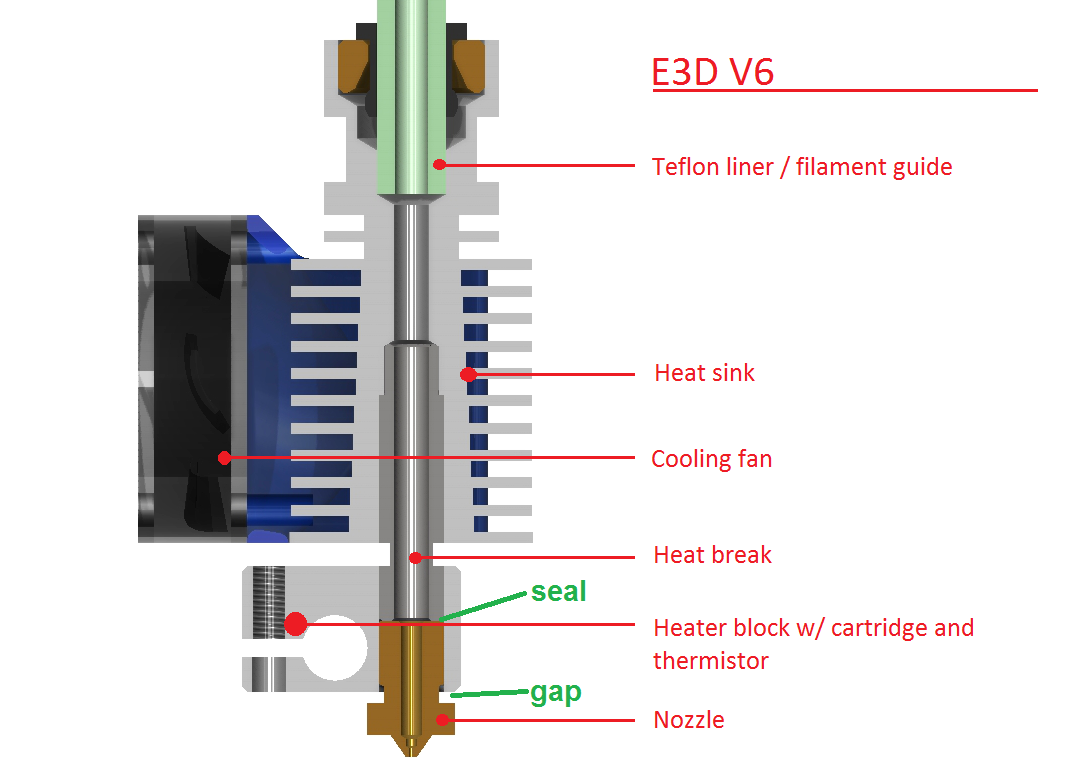
Geringe Ablagerungen sind normal und können bedarfsweise sehr vorsichtig mit einer weichen Messingbürste entfernt werden. Vorsicht aber in der Nähe der Heizpatrone wegen Kurzschlussgefahr bei eingeschaltener Heizung. Alternativ kannst Du auch Holzstäbchen und ein Baumwolltuch verwenden, aber wie gesagt - Vorsicht bei den feinen Drähten des Heizblocks und des Thermistors, da diese sehr empfindlich sind.
Ich würde in Deinem Fall mal überprüfen ob evtl. die Düse im Bereich des Gewindes leckt. Das kann passieren wenn der Düsenstirnfläche nicht sauber an der heatbreak dichtet (seal). Zwischen Düsensechskant Bund und Heizblock muss auch ein Abstand von ca. 0.5mm vorhanden sein (gap).
Mit welchem Material (Filament) druckst Du? Verwendest Du die originalen Profile des PrusaSlicers?
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Woher kommt das Material am Extruder?
Die schwarze Farbe muss nicht ursprünglich schwarz gewesen sein. Die Filamentreste verkohlen über die Zeit.
Beim Drucken ist stringing nicht unüblich. Die feinen Härchen legen sich dann häufig wie magnetisch auf den Heizblock und brennen sich fest.
Auch das oozing am Druckbeginn führt gerne mal dazu, dass sich einzelne Filamentreste an Düse und Heizblock legen.
Deshalb bevorzuge ich es auch immer eine Silikonsocke um den Heizblock zu haben und mit einer filamentabweisenden Düse (Nozzle X, Nickelbeschichtet oder laut @karl-herbert aus Wolframkarbit) zu arbeiten.
RE: Woher kommt das Material am Extruder?
Moin Jungs,
danke für die schnellen Antworten. Meine Anteorten dazu:
Das kann passieren wenn der Düsenstirnfläche nicht sauber an der heatbreak dichtet (seal).
Kann ich das im Live-Betrieb sehen? Müsste es dann da raus-siffen? Oder wie kann ich das überhaupt feststellen?
Zwischen Düsensechskant Bund und Heizblock muss auch ein Abstand von ca. 0.5mm vorhanden sein (gap).
Ja das sieht so aus wenn ich das richtig erkennen kann. Ist halt alles Standard wie es ausgeliefert wurde, daran habe ich nichts verändert.
Mit welchem Material (Filament) druckst Du?
Mit dem mitgelieferten PLA und Prusament PETG.
Verwendest Du die originalen Profile des PrusaSlicers?
Auch hier: alles Standard. Mit den Funktionen des Slicers habe ich mich noch gar nicht befasst.
Vermutlich macht es auch keinen Sinn, das Material "kalt" mit einem Skalpell o.ä. abzuknibbeln, oder?
RE: Woher kommt das Material am Extruder?
@fleury44
Um zu sehen ob Filament an der falschen Stelle austritt musst Du dir die Ober- und Unterseite des Heizblocks ansehen. Vielleicht kommt zwischen Düse und Heizblock bzw. zwischen Heizblock und Kühlkörper etwas heraus. Im Zweifelsfall musst Du das Hotend ausbauen bzw. Teile des Extruders abnehmen. Auf dem Bild von Karl kann man sehr gut sehen wo die eigentliche Dichtfläche ist. Bestenfalls mitten im Heizblock wo Düse und Heatbreak gegeneinander dichten.
Entfernt bekommst Du die Rückstände ganz gut mit einem fusselfreien Tuch nach dem Aufheizen auf ca. 250°. Das reicht dann auf jeden Fall um auch PETg zu verflüssigen. Aber Achtung, das wird dann sehr heiß am Tuch. Im Zweifelsfall, oder bei anderen Filamenten, musst Du die Temperatur natürlich entsprechend anpassen.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Woher kommt das Material am Extruder?
Vermutlich macht es auch keinen Sinn, das Material "kalt" mit einem Skalpell o.ä. abzuknibbeln, oder?
nein, das macht wenig Sinn. Im kalten Zustand ist das Material kaum runter zu bekommen.
Düse aufheizen auf 250°C und wie Karl schon schrieb vorsichtig mit einer Messing-Bürste ran gehen. Auch von mir nochmal der Hinweis, das du bei eingeschalteten Hotend der Heizpatrone und Thermistor nicht zu nahe kommst, sonst fliegen die Funken und du beschädigst eventuell mehr als dir lieb ist.
PETG neigt dazu Fäden zu bilden, dies kann man jedoch mit korrekten Einstellungen im Slider (Temperatur, Rückzug, usw.) minimieren. Von daher ist es sehr wichtig, das du dich mit den Einstellungsmöglichkeiten des Sliders vertraut machst und auch diverse Tests durchführst. Am Anfang ist es oft nicht so einfach, Drucker, Software und Material in Einklang zu bringen.
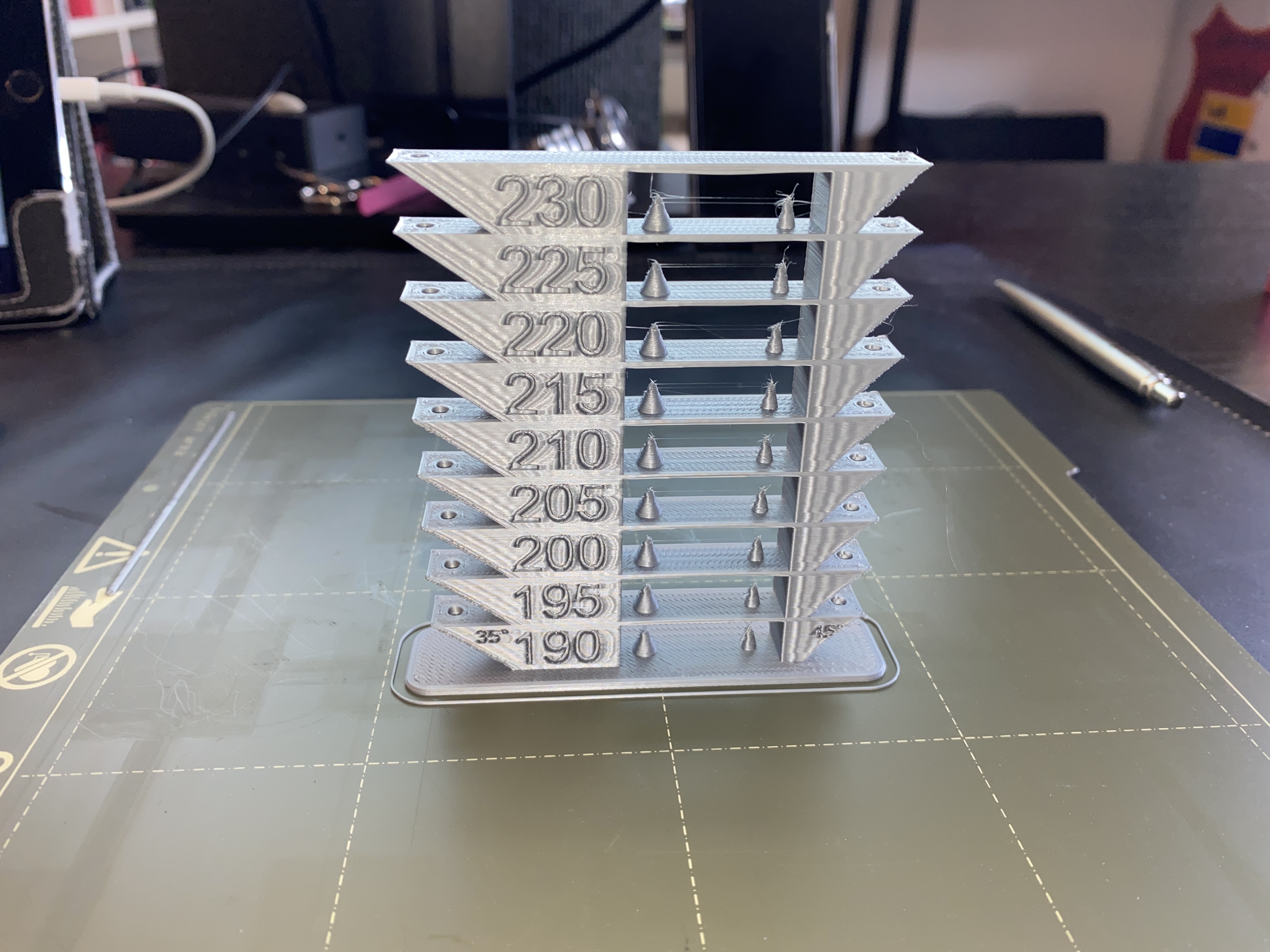
Bei PETG usw. mache ich in der Regel bei jeder Marke/Farbe einen Temp.-Tower, wo man ganz gut rausfinden kann welche Temperatur man verwenden sollte. Hat man diese mal gefunden, kann man an diversen Einstellungsmöglichkeiten schrauben um Fadenbildungen zu reduzieren.
Lass dir das Hotend nicht zu sehr versauen, es wird immer schwieriger das Zeug runter zu bekommen, je mehr oben ist. Ich kontrolliere das schon vor jeden Druckvorgang. Nach 40 Std. Druckzeit ist das ein wenig zu viel würde ich sagen 😉
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Woher kommt das Material am Extruder?
Alles klar. Danke!
Habe grade mal im aufgeheizten Zustand die Reste entfernt. Damit sollte ich ja sehen ob noch was austritt.
Der Kalibrierungsdruck läuft grade. Mal abwarten wie das Ergebnis ist. Werde das Ergebnis gleich mal posten...
RE: Woher kommt das Material am Extruder?
@fleury44
Das Skalpell würde ich evtl. zum entgraten der gedruckten Bauteile verwenden aber nicht zur hotend Reinigung. Ausgenommen einer weichen Messingbürste würde ich keinerlei harte metallische Gegenstände zum Reinigen der Düse oder des Heizblockes verwenden. Wie gesagt, die Leitungen des Thermistors und der Heizpatrone sind sehr empfindlich und rasch zerstört.
Sobald Du mit der Messingbürste rangehst - bitte unbedingt vorher die Heizung stromlos machen (Kurzschlussgefahr). Schlimmstenfalls kann das Druckerboard einen Schaden davontragen.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Woher kommt das Material am Extruder?
OK, konnte es größtenteils mit Zahnstochern reinigen. Messingbürste ist bestellt, dann wird es besser.
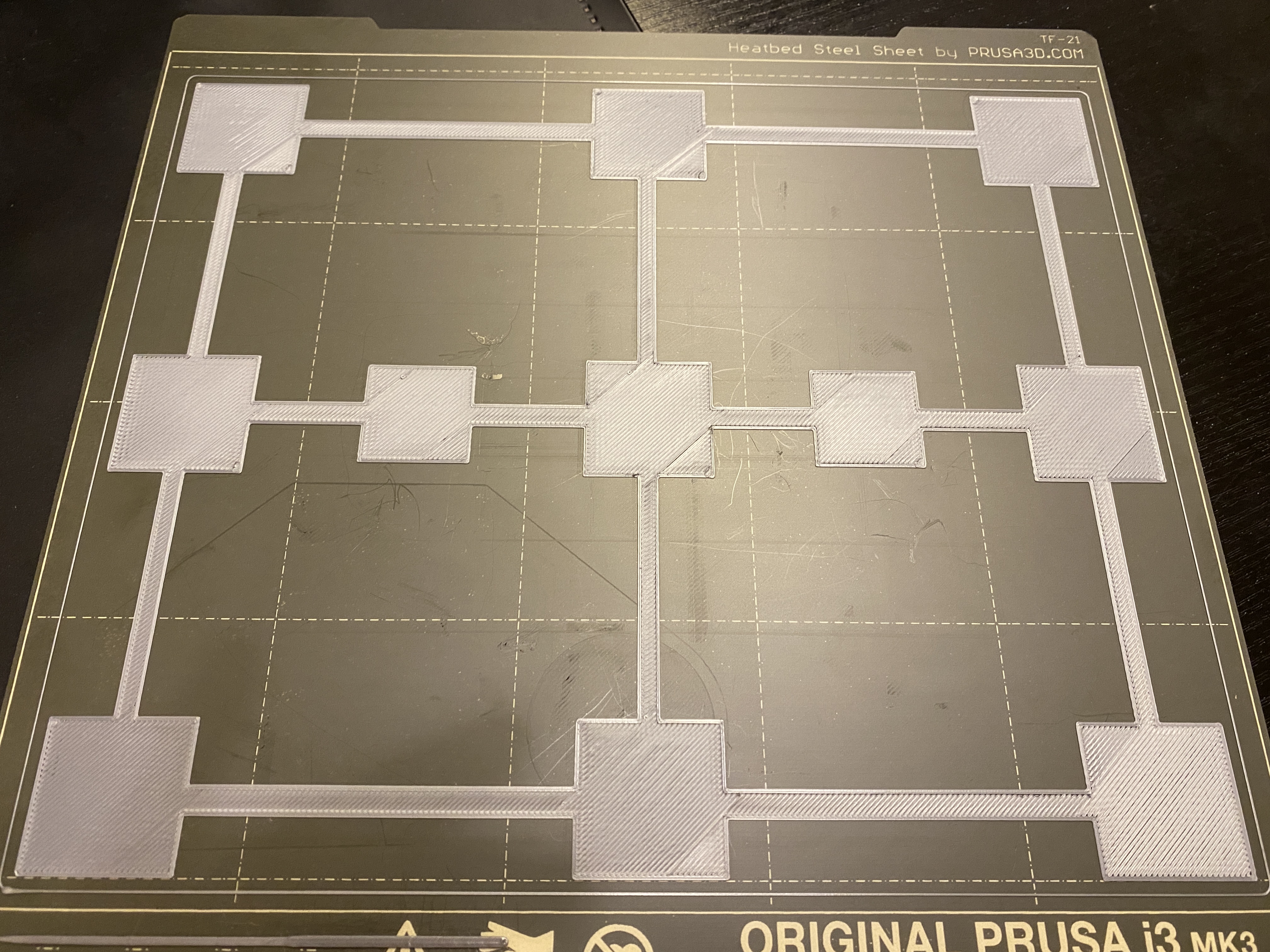
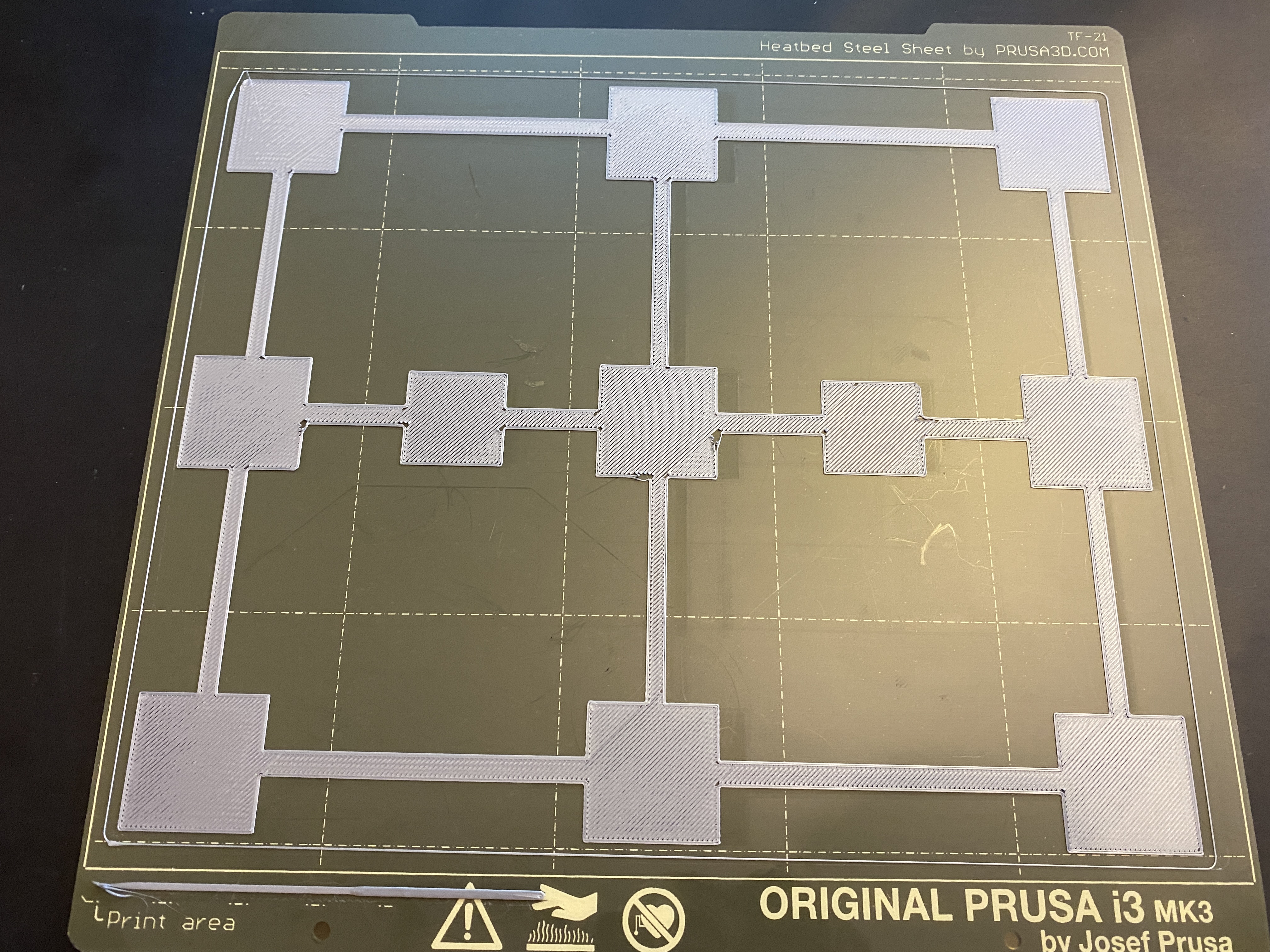
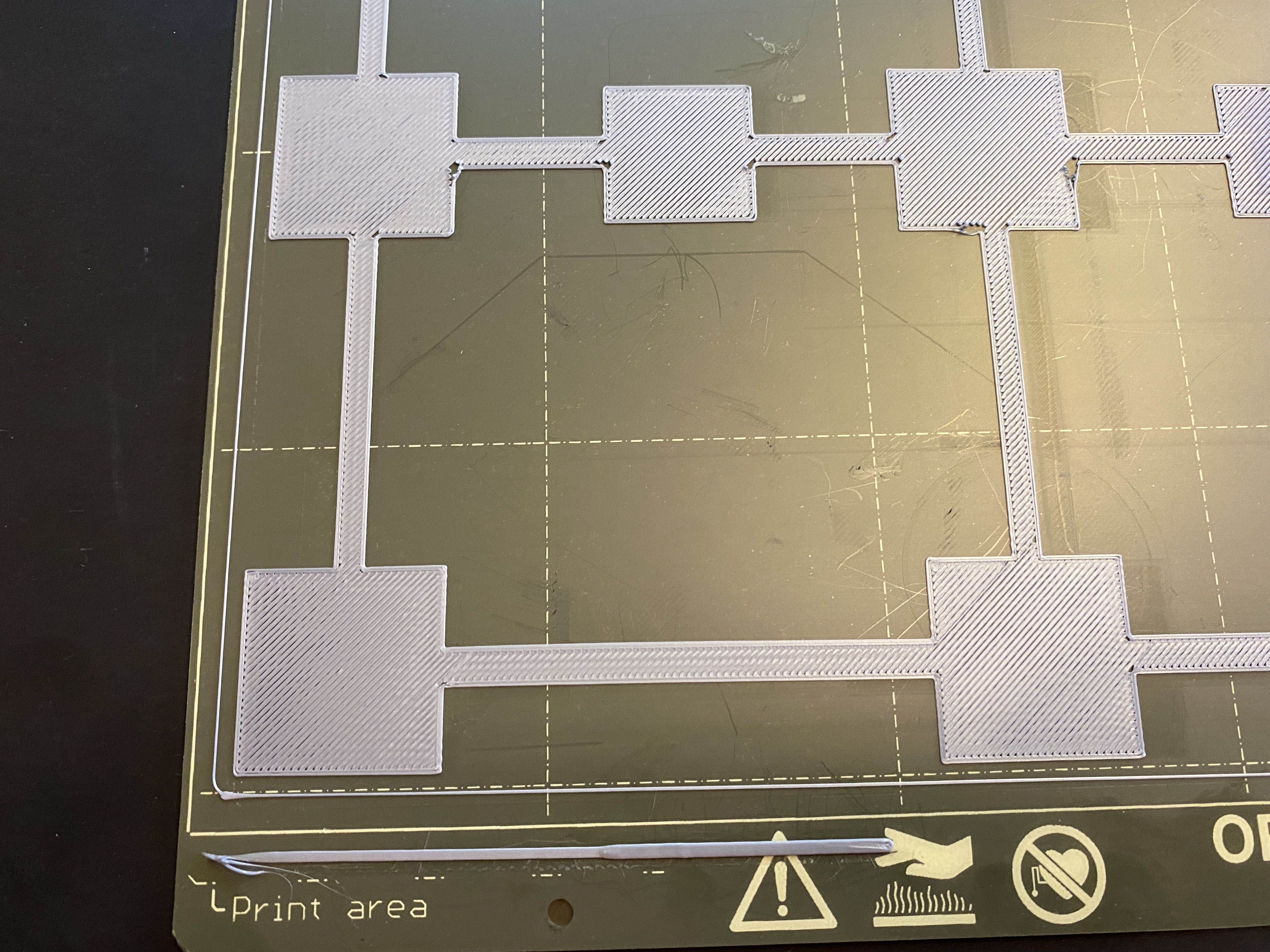
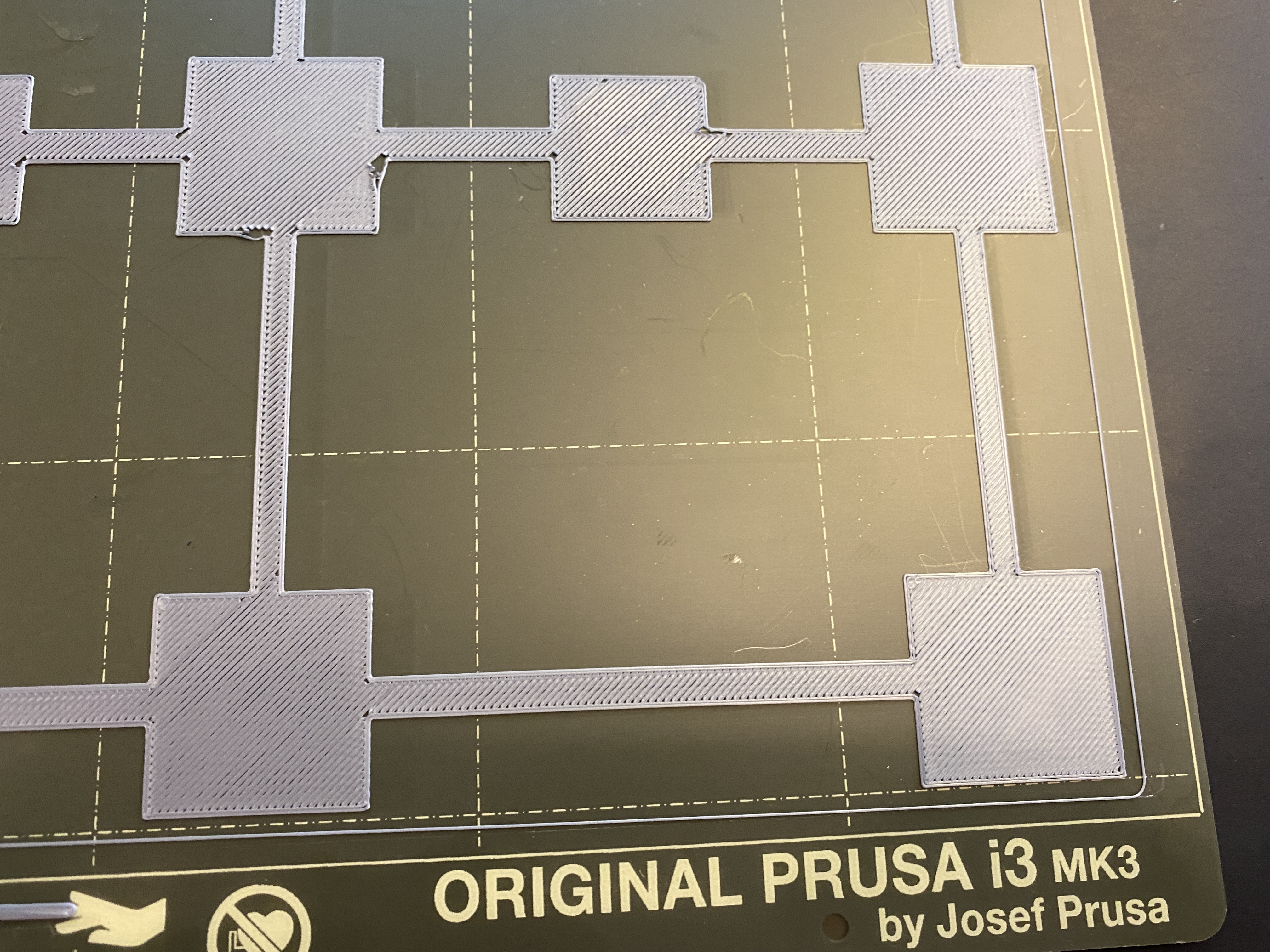
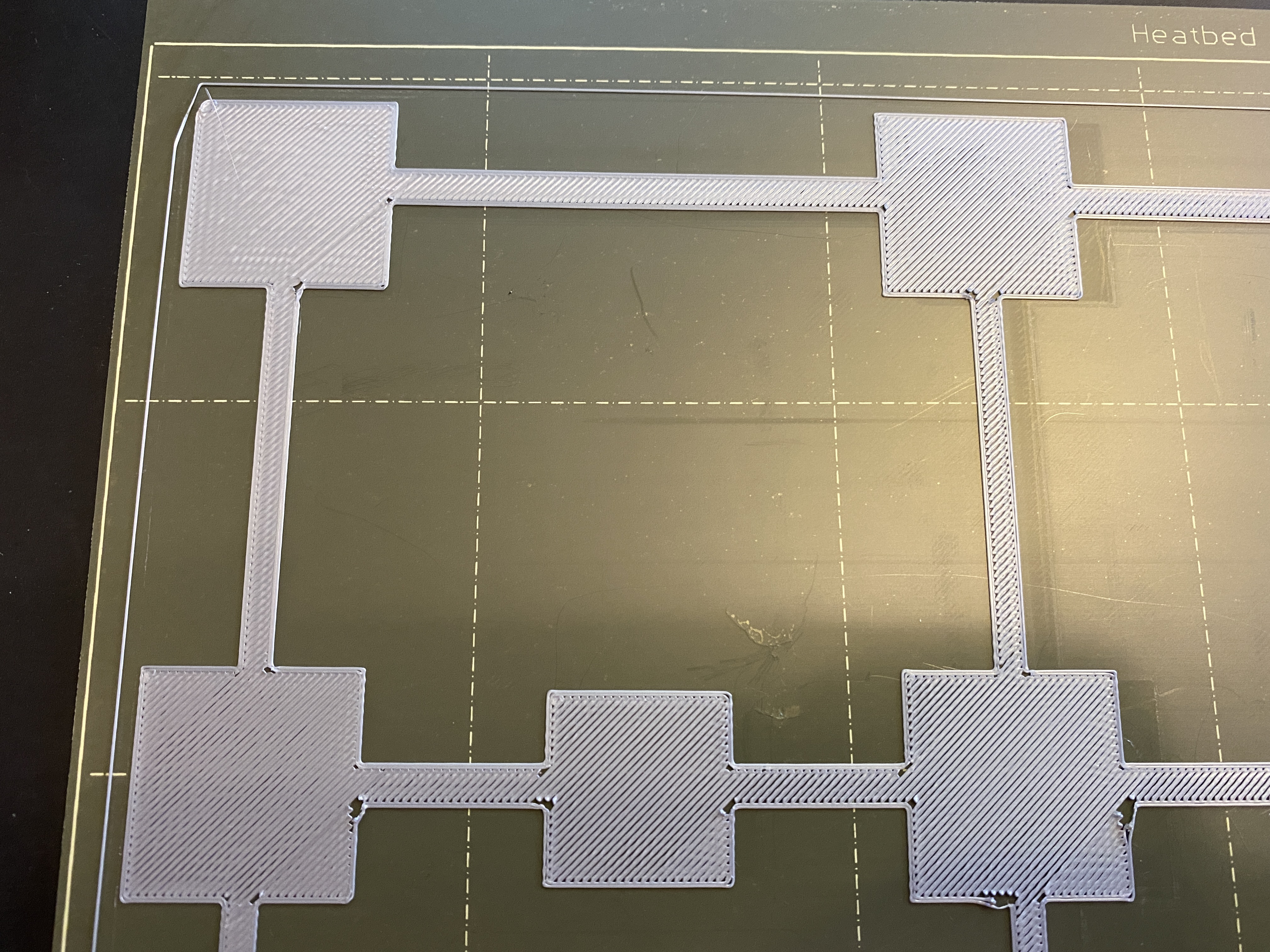
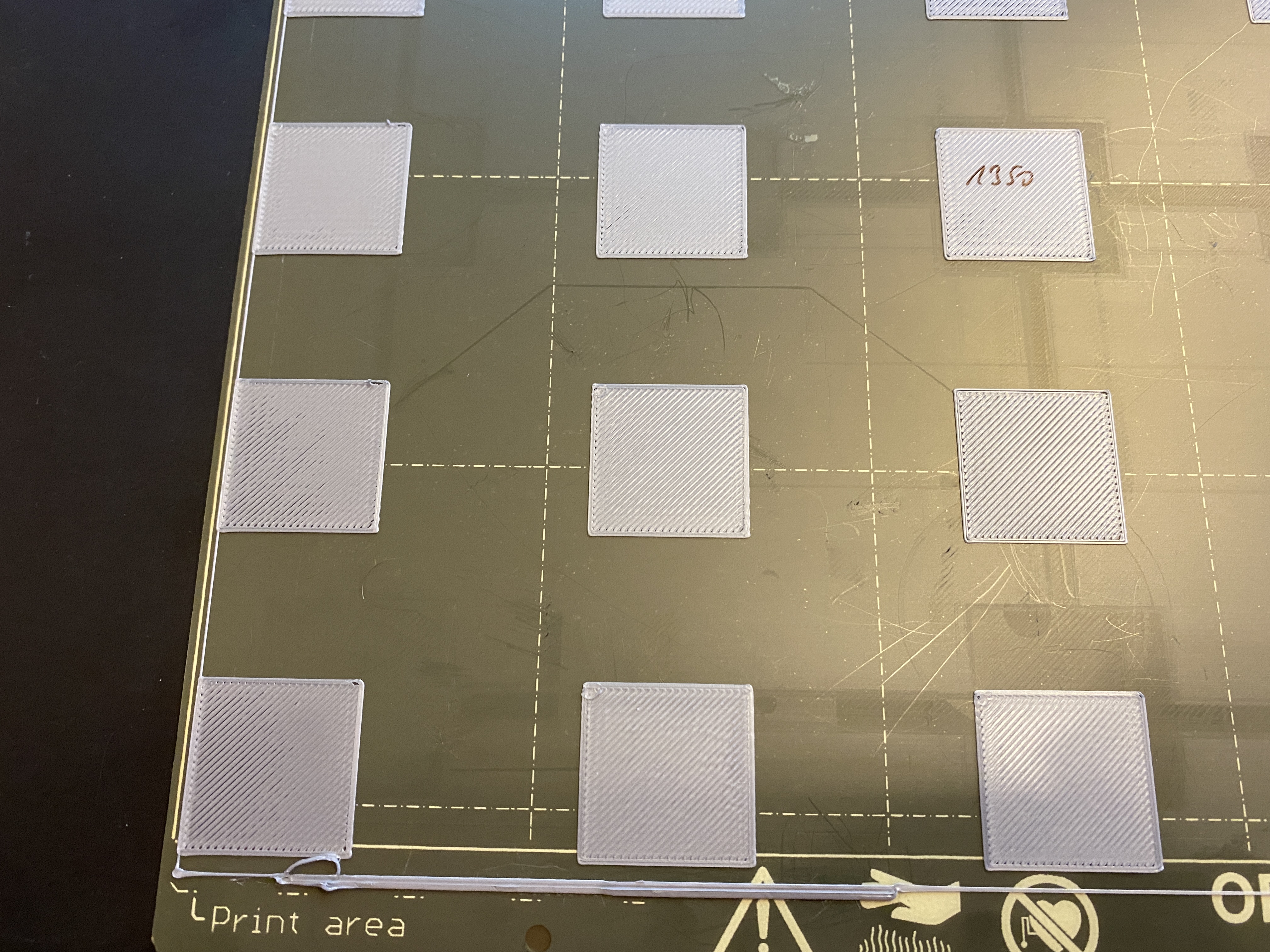
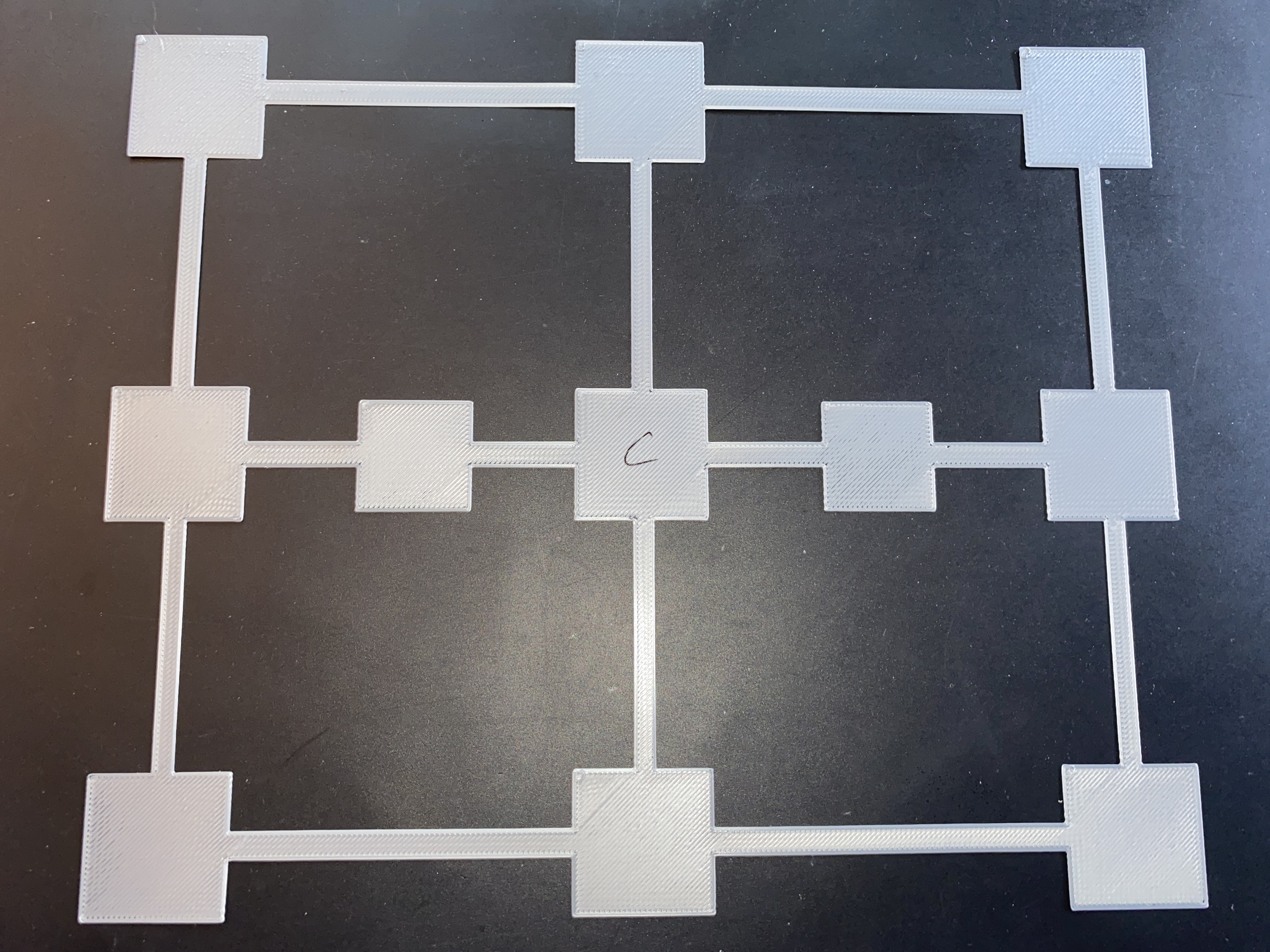
Habe weiter mit Einstellungen rumprobiert, aber bekomme nach wie vor kein richtig gutes Druckbild hin. Vor allem die diagonalen Unterschiede innerhalb eines Kästchens finde ich komisch.
Was sagt eure Erfahrung dazu? Bin für jeden Tipp dankbar.


RE: Woher kommt das Material am Extruder?
@fleury44
ich gehe mal davon aus, das dies eine runtergeladene .stl Daten ist? Hierbei wechselt der Drucker immer wieder mal die Position und kehrt später dann wieder zurück. Dadurch entstehen bei der Ansatzlinie etwas stärkere Schichten (ist normal). Ich mach mir meinen Leveltest selbst im Slider.
Rechte Maustaste im Slider (Form hinzufügen -> Kubus), dann die Größe anpassen, 9x kopieren und am Brett verteilen. Wenn du zu viel Filament hast, kannst du auch einen Kubus über das ganze Brett machen (Z-Höhe 0,2mm) dann siehst du ganz genau in welchen Bereichen der Düsenabstand nicht i.O. ist 😉
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Woher kommt das Material am Extruder?
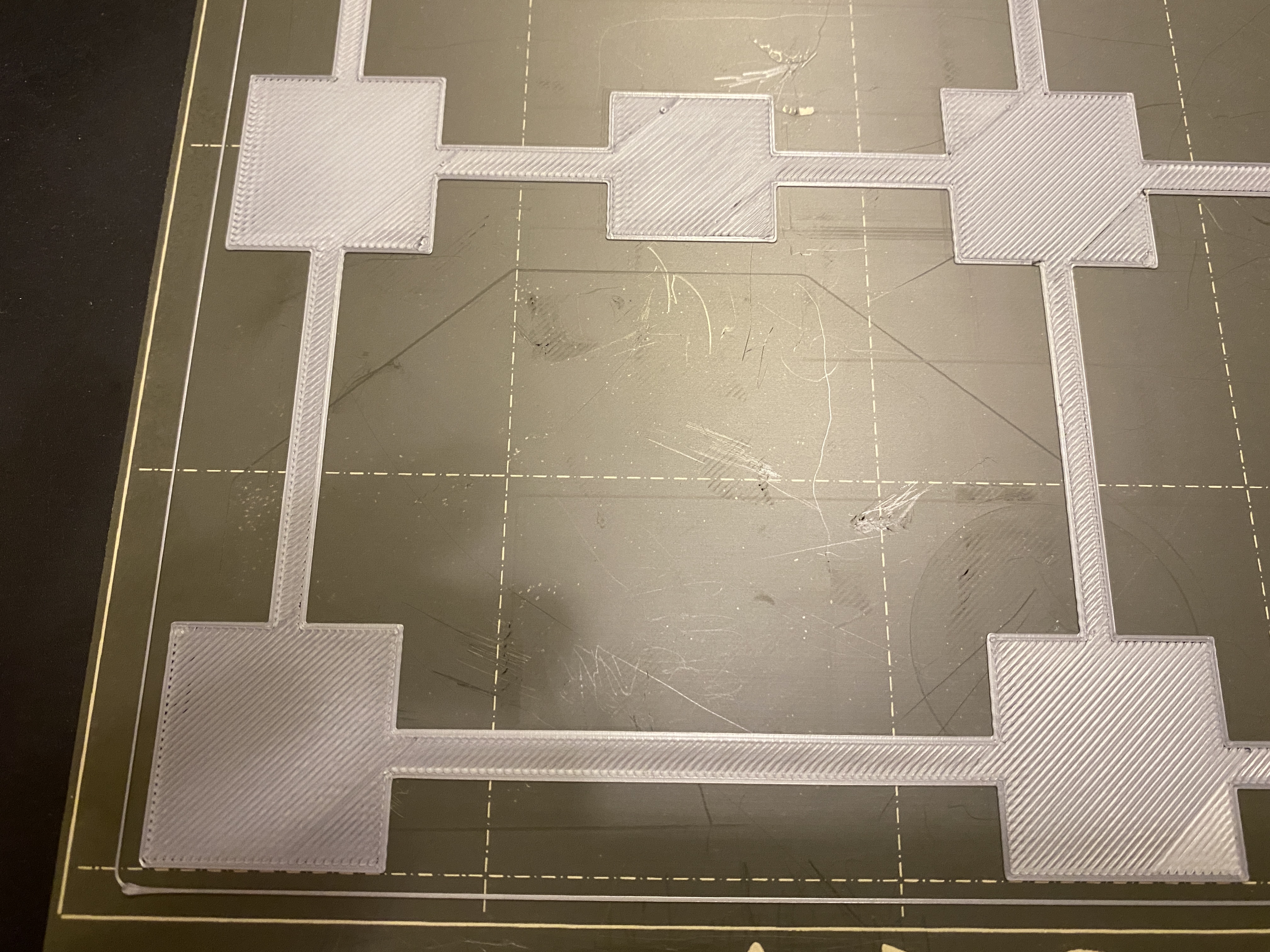
Manfred, danke für die Info. Habe ich mal gemacht, und die Abfolge des Drucks war nun anders - jedes Kästchen vollständig und dann das Nächste. Der Druck wurde direkt besser. Ich warte noch immer auf die Lieferung der Messingbürste. Werde dann das Hotend reinigen, nochmal drucken und das Ergebnis posten... jetzt liegt alles an der Amazon-Zustellung 😬
RE: Woher kommt das Material am Extruder?
diese Absetzer sich meistens nicht zu vermeiden, überhaupt dann, wenn man in einem Model mehrere horizontale Bohrungen etc. hat. Bei einem Leveltest stört dies allerdings etwas, da man die Gleichmäßigkeit der Linien überprüfen will.
Wenn du etwas Zeit findest, beschäftige dich mit einem Temp.-Tower. Solange man seine verwendeten Materialien noch nicht kennt, sieht man bei einem Temp-Tower sehr schön bei welcher Temperatur die Oberfläche schön wird und wie sich diverse Temperaturen auf Schräge Winkel, Bohrungen, Überhänge und vor allem Fadenbildung auswirkt. Ich mache dies mind. bei jeder neuen Filamentsorte, welche ich noch nicht kenne, bzw. wo ich weiß dass sich selbst bei Chargenänderungen Kleinigkeiten verändern. Ich nummeriere den Temp.-Tower, die Filamentrolle und in Excel gibt es dann noch pro Rolle eine kleine Aufzeichnung der wichtigsten Slicer-Parameter. Seit dem ich das so mache ist der Ausschuss wesentlich weniger geworden und der Ärger mit zu starker Fadenbildung auch 😉
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Woher kommt das Material am Extruder?
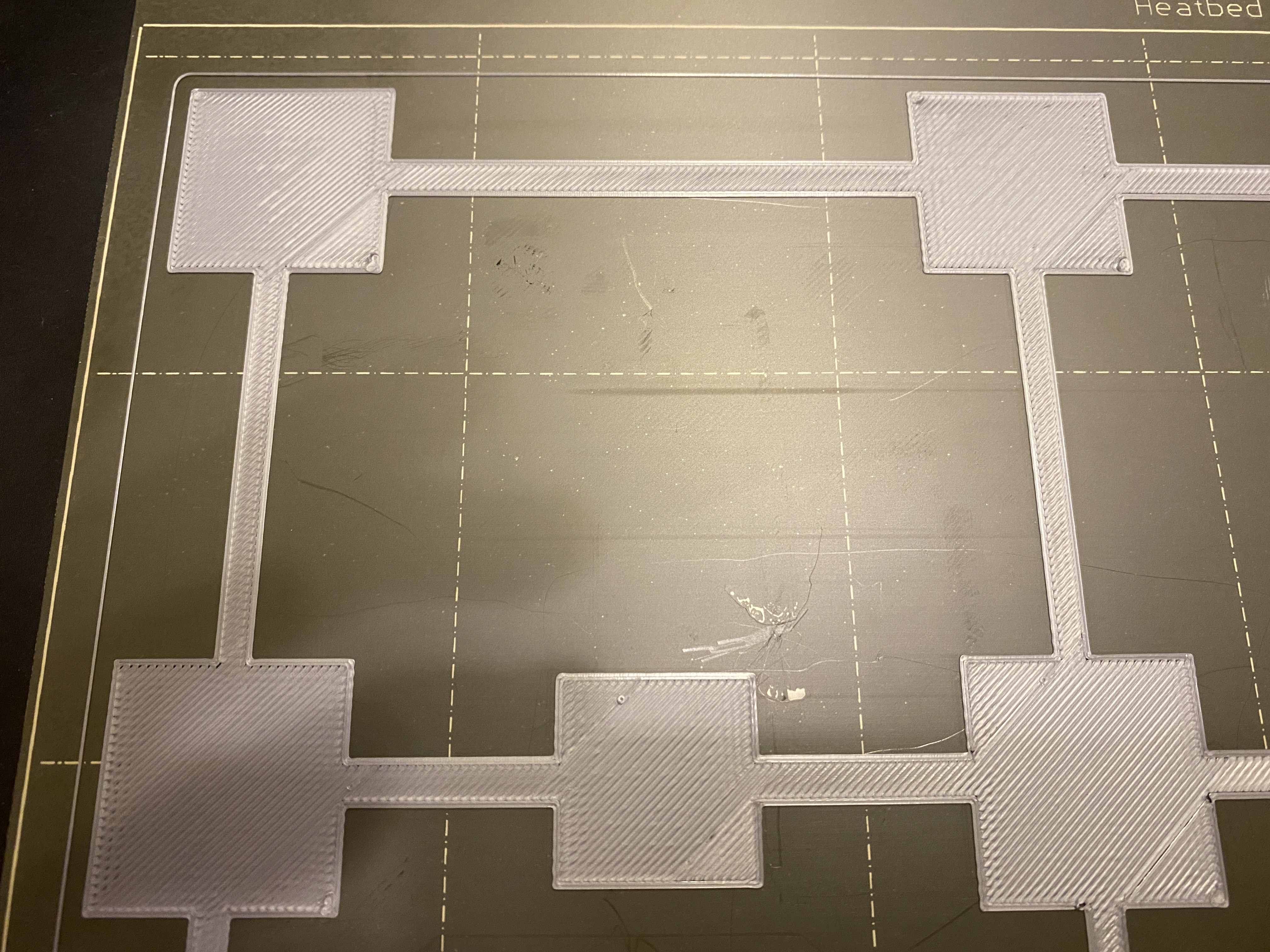
Sooo... Bürsten sind angekommen. Habe alles gereinigt, einen Cold Pull gemacht und alles neu kalibriert. Hier meine Ergebnisse, die Nozzle im ersten Durchgang auf -1300 und im zweiten auf -1350.
-1330:

-1350:
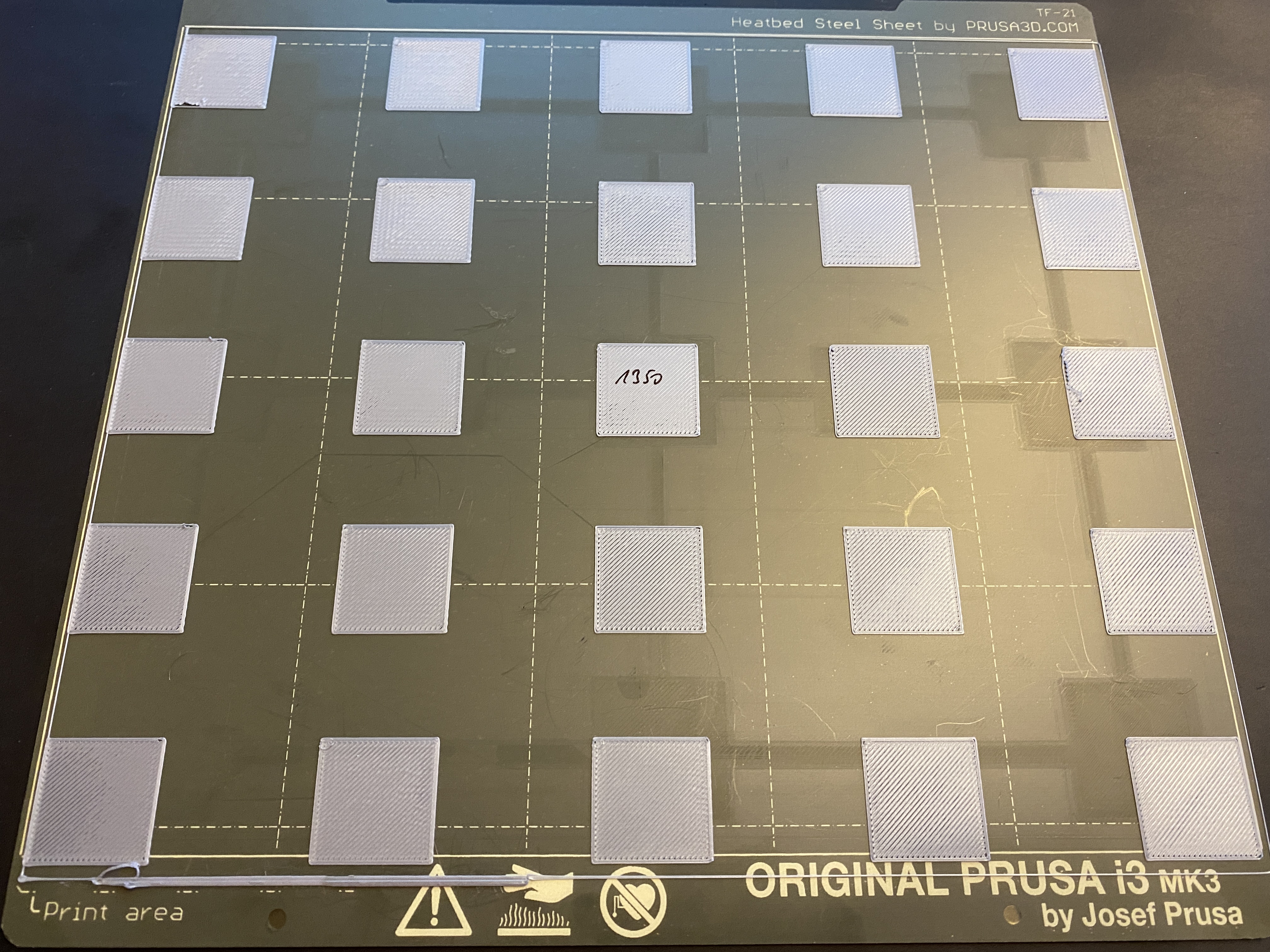
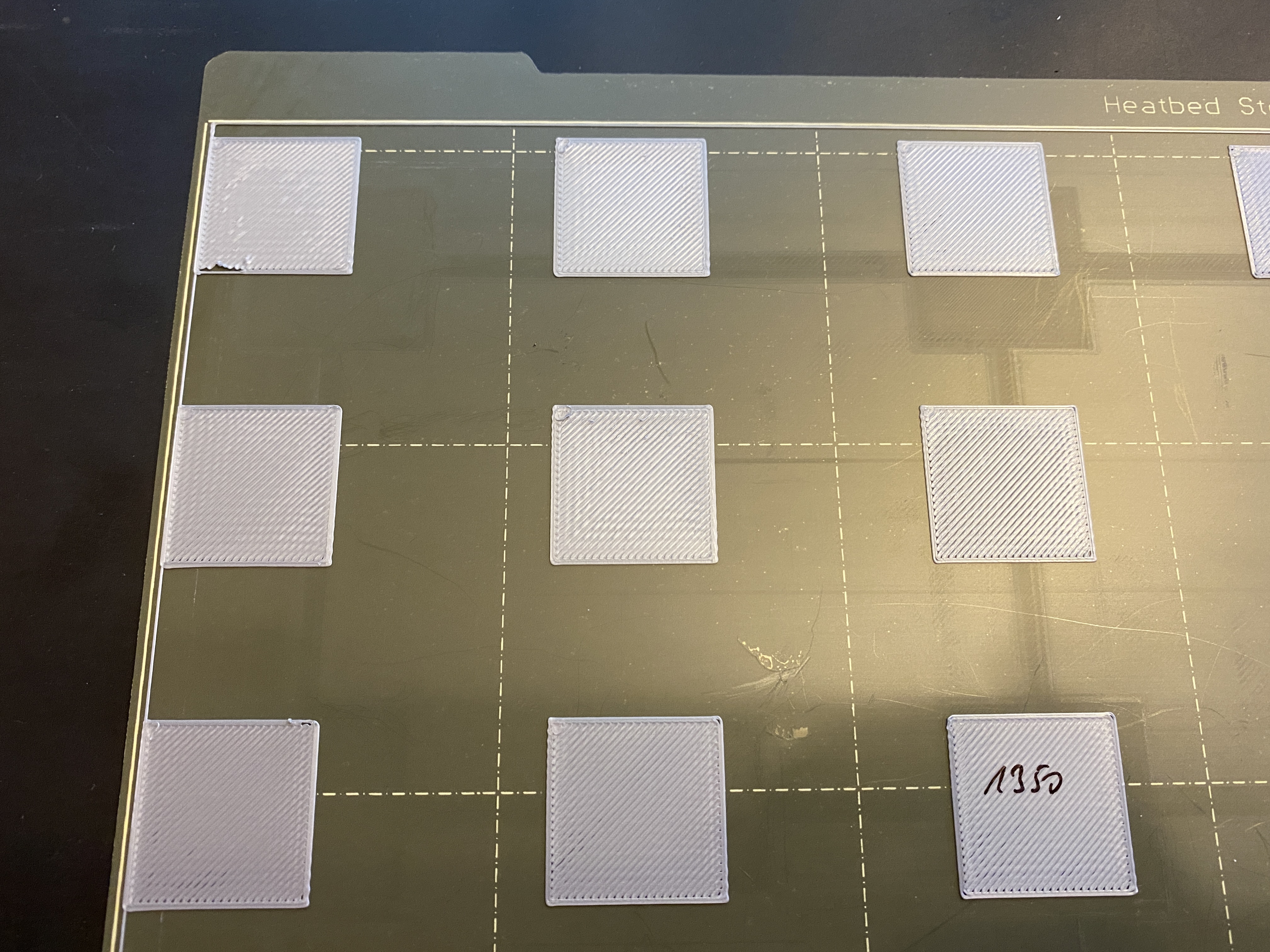
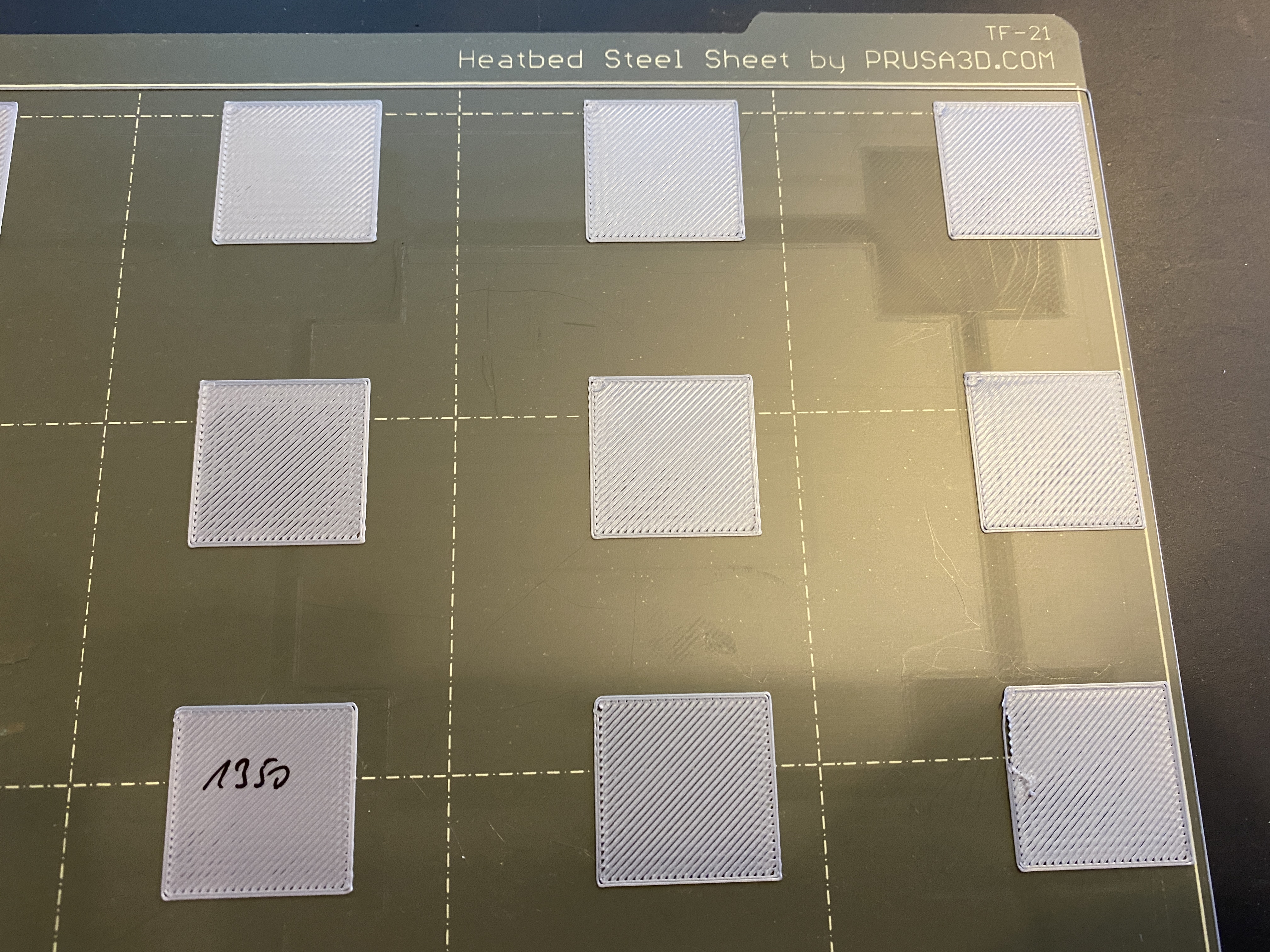
Hierzu würde mich eure Meinung mal interessieren. Wieder mitgeliefertes PLA und selber gesliced.
Den Heat-Tower habe ich schon runtergeladen, werde ich am Wochenende mal drucken.
Danke & Gruß,
Christian
RE: Woher kommt das Material am Extruder?
Ich kann mir einfach nicht verkneifen hier mal wieder meinen Senf dazu zu geben.
Chris... Deine -1350 usw.Werte sind nur Deine Werte. Es gibt da überhaupt nichts her, diese Werte mit anderen Aussagen zu vergleichen.
Alleine ein Düsenwechsel kann diese Werte z.Teil massiv beeinflussen.
Entscheidend wird für Dich sein zu erlernen wie ein guter "First-Layer" aussieht.
Mit Übung und Erfahrung kannst Du die optimale Einstellung schon im ersten Lauf der First-Layer-Kalibrierung perfekt einstellen.
Es ist aber auch der am schwersten zu erklärende Part der Kalibrierung, weil es da zu subjektiv daher kommt und das da die eigenen Augen dafür das wichtigste Werkzeug sind.
Wie viele hier schon beschrieben haben ist eine Siliconsocke ein effektives Mittel damit eigentlich nur noch die Düse eingeschmoddert wird.
Zu den SiliconSocken sei noch eine Bemerkung erlaubt:
selbst die Originalen von E3D halten nicht wirklich lange und rutschen dann gerne auf dem Hotend rum... die "Haltearme" werden steif und biegen sich auf....als Lösung bietet sich mit einem "Werk" von Stefan (CNC-Kitchen) an.
Ich habe mir (damit es sich auch lohnt) einige von den Gussmodellen angefertigt....und ich habe immer noch den ersten Versuch auf meinem Hotend. Der Nachteil besteht darin das Thermosensor und Heizpatrone erst nach dem Überziehen der Socke wieder eingesetzt werden müssen.
Wird die Socke aufgeschnitten weil man keinen Bock hat Heizpatrone und Sensor raus zunehmen purzelt auch diese Socke relativ schnell vom Hotend.

So sieht eine "offene" Socke nach relativ kurzer Zeit aus. Die "Haltearme" verziehen sich immer nach aussen und verlieren somit die Position.

So sieht die Socke gegossen aus.

Und hier die "gefüllte" Ansicht.
LG Thomas
(Wood) CTC i3-Clone, (Yellow) i3-Steel DIY, (Green) Original Prusa i3MK3(s)+MMU2.0, (Red)DICE, (Blue) Anycubic Chiron, (Grey) Qidi X-Max, (Orange) PrusaXL 5T
RE: Woher kommt das Material am Extruder?
Hi Thomas,
mit ein, zwei Tagen mehr Abstand sehe ich ein, dass einige der ersten Fragen unnötig waren. Aber für mich ist das - obwohl sehr IT-Affin - alles Neuland und es ist halt schwierig, einen vernünftigen Einstand zu finden ohne mal zu fragen. Von daher danke für eure Geduld 🤨
Meine Leveling-Prozess läuft weiterhin, ich nähre mich mehr und mehr.
Wenn das passt, werde ich mich mal mit dieser "Socke" beschäftigen. Wieder ein guter Tipp, davon hatte ich noch nie gehört.
Gruß,
Christian
RE: Woher kommt das Material am Extruder?
Moin in die Runde.
Nach vielen Testdrucken habe ich nun mein vorerst bestes Ergebnis erreicht:
Wenn ich vorne und hinten noch etwas absenke, wird das Ergebnis wieder schlechter. Wärt ihr nun mit diesem Resultat zufrieden? Oder sollte ich noch weiter damit rumspielen?
Den Tower habe ich auch gedruckt (mitgeliefertes PLA):
Freue mich auf eure Meinungen, solange eine schöne Woche 😎
RE: Woher kommt das Material am Extruder?
@fleury44
Die Oberfläche des Temptowers ist sehr unregelmässig und wellig. Das kann viele Ursachen haben. Vielleicht überprüfst Du mal Folgendes:
- kein fester Untergrund; Resonanzen
- instabiler Rahmen, lose Schrauben
- schlecht fixiertes Druckbett
- lose Riemen
- Achsen/Linearlager schwergängig -> schmieren
- schlecht ausgerichtete Achsen
- Druckgeschw. zu hoch
- zu hohe Beschleunigungs- und Ruckeinstellungen
...und noch einige Andere.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Woher kommt das Material am Extruder?
OK, danke. Dann ist einiges zu tun und ich werde nochmal die Mechanik kontrollieren...
RE: Woher kommt das Material am Extruder?
@fleury44
für mich sieht der Temp.-Tower von unten nach oben relativ gleich aus 🙄 Du hast schon im Slider die Temperaturen für die Temperatur-Zonen eingetragen, oder?
Sorry für die blöde Frage aber sicher ist sicher 😶
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Woher kommt das Material am Extruder?
@fleury44
Sieht so aus als ob es sich in den heißeren Zonen verstärkt:


Wahrscheinlich verstärkt sich der Effekt durch die erhöhte Viskosität. Kann aber auch sein, dass ich Schleier auf den Augen habe.
Ich würde, wir Dir bereits geraten wurde, das Tensionmeter (PrusaPrints) drucken und die Gurtspannung überprüfen.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.