RE: Schlagen beim schnellen wechsel normal ?
@kai-r3
.... und ich nicht zufriedener sein, mit der Antwort.
ein neues, nicht China Heatbreak war dann wirklich schlecht gebohrt auf der Einschubseite 2mm von „unten“ nur 1,8mm !!!!
Daher die Frage
danke 🙏
RE: Schlagen beim schnellen wechsel normal ?
@kai-r3 - thx 🙂
Wichtig sind auch die Fasen an den Bohrungen. Besonders im Übergang zwischen PTFE und Heat-Break darf das Filament nicht am Übergang anstoßen. Im ausgebauten Zustand diesen Übergang mit einem Stück Filament prüfen. Das H.-Break dazu von oben auf ein passend angespitztes 4/2mm Stück PTFE schieben und von unten durch das PTFE mit dem Filament den Durchgang prüfen. Das H.-Break darf sich, auch wenn man das Filament gleichzeitig dreht, nicht vom PTFE stoßen lassen. Sonst das H.-Break oder PTFE nacharbeiten bis sich das Filament geschmeidig durchschieben lässt. Die MMU wird es danken.
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Schlagen beim schnellen wechsel normal ?
Mir macht jetzt etwas sorge, das dass Gewinde auch so verklebt ist,
Ich vermute das müsste normal sauber sein ?


RE: Schlagen beim schnellen wechsel normal ?
@projektc
Filamentansammlungen um den Düsenbund sind nichts Aussergewöhnliches. Das lässt sich leicht mit einer Heißluftpistole/Messingbürste entfernen. Ich verwende im Bereich des hotends überall Keramikpaste. Diese verhindert Kaltverschweißungen, Korrision. Besonders hilfreich beim Thermistor, Heizpatrone und Madenscharauben. Damit lässt sich auch nach längerem Einsatz alles zerlegen, ohne dabei den Schrauben-Innensechskant zu zerstören oder den Heizblock zu "verbiegen". In der heatbreak allerdings sollte sich kein geschmolzenes Filament befinden, andernfalls hätte die Düse nicht sauber an der Stirnfläche abgedichtet. Das sieht aber bei Deiner Düse nicht danach aus.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Schlagen beim schnellen wechsel normal ?
OK danke, dann warte ich bis Mittwoch auf die neuen Düsen.
RE: Schlagen beim schnellen wechsel normal ?
@projektc
Bis Mittwoch ist ja noch eine Weile. Da wäre die Gelegenheit günstig das hotend auszubauen und zu reinigen, evtl. den PTFE erneuern (anfasen nicht vergessen).
https://help.prusa3d.com/en/guide/how-to-trim-ptfe-tube-original-prusa-i3-printers_22424
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Schlagen beim schnellen wechsel normal ?
So einen Bohrer habe ich nicht und soweit ich das sehe, kann der Hotend eigentlich bis auf die Unterseite wo die Düse dran ist, kaum verschmutzt werden ?
Oben geht der Schlauch rein und unten ist die Düse ?
Zumindest werde ich daraus nicht ganz schlau.
https://help.prusa3d.com/de/guide/2-demontage-des-extruders_54508
RE: Schlagen beim schnellen wechsel normal ?
@projektc
Die Düse schaut doch noch gut aus. Wie Karl schon schreibt bekommst Du die mit Hitze und einer Messingdüse wieder gut sauber. Und da oben am Gewinde kein Filament zu sehen ist, gehe ich auch davon aus die Düse zum Heatbreak gut dicht gesessen hat. Ohne zu wissen wie es im Inneren aussieht sehe ich hier von Aussen erstmal nichts auffälliges. Ich würde die Düse ordentlich reinigen und wieder einsetzen. Danach Kalibrieren und schauen wie es läuft. Sich die ein oder andere Düse an die Seite zu legen schadet aber auch nicht.
Seit dem ich einige Teile in Schublade liegen habe, habe ich keine Hardware Ausfälle mehr gehabt. Wie eine Stille Drohung an den Drucker nicht auszufallen. 🤣
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Schlagen beim schnellen wechsel normal ?
Dann verstehe ich nicht, warum ich seit dem Lüfter Crash und der Düse die Dicht war, nun keinen einzigen Druck mehr hinbekomme.
Die Düse mache ich von unten bei jedem Druck davor und danach mit einer Messingbürste sauber.
Ich hage im GCode auch angepasst, das er beim ersten Abstrich zuerst eine kleinere Temp macht, hochfährt und dann auf 215 erhitzt.
Seitdem musste ich mich um das eigentlich Drucken überhaupt keinen Kopf mehr machen.
Habe schon XYZ Kalibierung gemacht und auch Drucker komplett auf 'Erst Inbetriebnahme gestellt.
Hatte Monate lang ruhe und nun klebt das Filament sofort nach dem Drucke an der Düse obwohl ich diese ständig sauber mache.
An sich hatte ich nur den Extuder Lüfter gewechselt und 2 mal einen Cold Pull gemacht damit die Düse wieder frei ist.
Wenn ich das PLA bei 215 Grad Manuell runterdrücke, fliest es aus der Düse sauber nach unten raus.
Sobald ich einen Druck mache, macht er normal erst nur den Umriss, also die Aussenlinie und selbst die Friest die Düse sofort.
Das ist wie ein Magnet das die Düse das PLA ansaugt.
Etwas frustrierend wenn es nun so lange absolut Fehlerfrei lief nun irgendwie am Schlauch stehe.
Habe allerdings auch keinen Heissluftfön usw womit ich das erhitzen könnte.
Und den Extruder zerlegen mit all den Kabel, das ist eine Sache wo ich noch Repsekt davor habe, mehr verkehrt zu machen. ( was wieder das leidige Thema ist, MK3S von Prusa zusammengebaut zu haben, statt selber )
RE: Schlagen beim schnellen wechsel normal ?
@projektc
Die Standarddüsen sind einfache Verschleißteile aus mehr oder weniger billigem Messing. Welche Legierungen da verwendet werden, weiß niemand ausser vielleicht der Hersteller. Da wird mit Metallbürsten gereinigt, Carbon und Sonstiges durchgedrückt, crashes gefahren und sonstige Torturen welche das kleine Teil über sich ergehen lassen muss. Gute Düsen sind Präzisionsgefertigt, mit sauberen, glatten und gratfreien Oberflächen als Vorraussetzung für erfolgreiches Drucken. Je nachdem wie man damit umgeht, kann ein notwendiger Wechsel bereits nach 3 Rollen Filament oder erst nach 50 Rollen notwendig sein. Da gibt es keine Referenz, weil einfach zuviele Faktoren die Lebensdauer beeinflussen können.
In Deinem Fall würde ich wechseln (die alte kannst Du ja auf Reserve legen) und eine erneute live-z Kal. durchführen. Einen Heißluftfön würde ich als wichtiges Equipment zum Düsen reinigen, Extruderblobs entfernen, schrumpfen usw. aufnehmen. Da gibt es jede Menge günstige Gebrauchte auf dem Markt. Ach ja, bei der Gelegenheit vielleicht auch noch ein Spitzsenker und.....gut ich höre ja schon auf 😋
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Schlagen beim schnellen wechsel normal ?
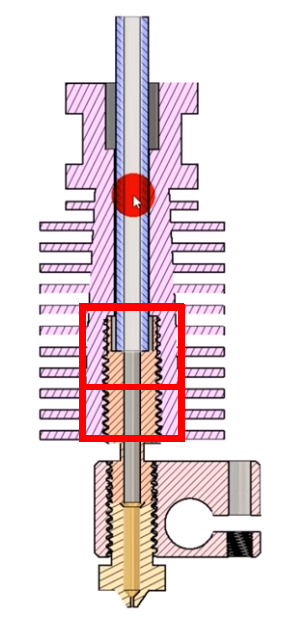
Ich habe nun die Düse im kochenden Wasser soweit sauber bekommen, wie im Bild zu sehen.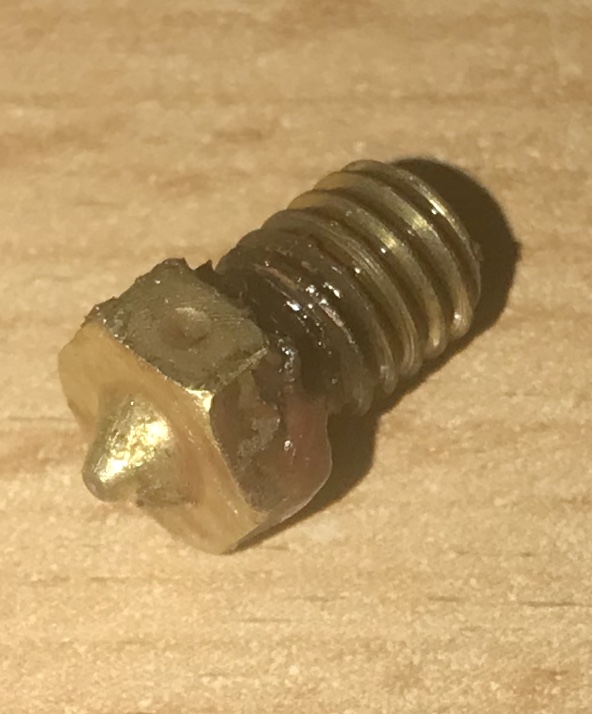
In diesem Video
Erklärt er im Bild meinen roten Bereich auf der Linken seite, nicht das rechte Bild, das dieser sauber sein soll, da sonst schmutz und altes Filament gelagert ist, das nach unten zur Düse wandert.
Wie würde ich das sauber bekommen, mit Bürste wohl nicht alleine, das heisst mit Heisluftfön rein oder nur mit Cold Pull Nylon ?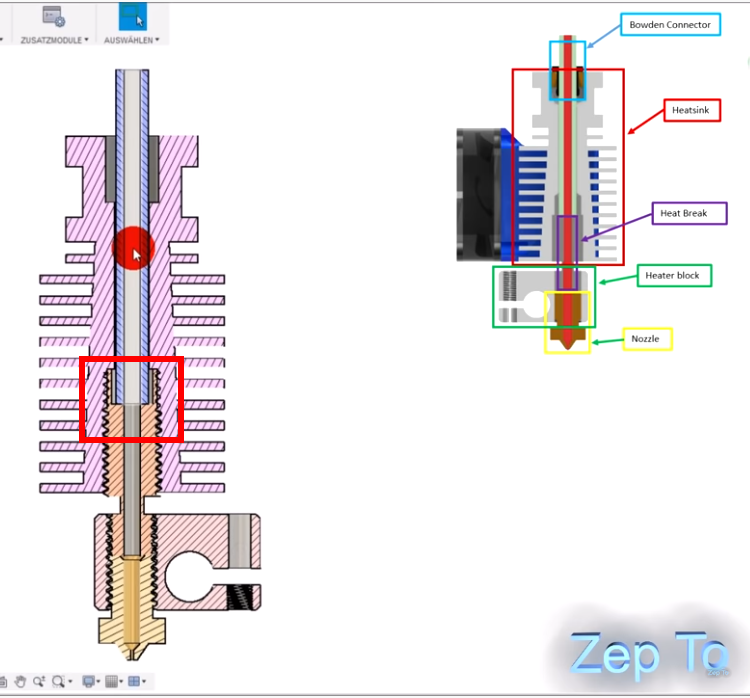
Wegen Reinigung mit Nylon
Da gibt es Sample mit 230, 645 und 680
Welches ist für Cold Pull am besten ?
https://www.filamentworld.de/shop/filament-samples/sample/
Spitzsenker ist der Bohrer für den weissen Schlauch ?
RE: Schlagen beim schnellen wechsel normal ?
@projektc
Zum Reinigen verwende ich z.B. transparentes PA12 bei 260Grad C. Es gibt auch spezielle Reinigungsfilamente wie z.B. dieses hier:
https://3dk.berlin/de/spezial/177-3dklean.html . Allerdings kann ich zur Güte dieser Produkte nichts sagen.
Hand-Spitzsenker gibt es jede Menge. Ganz praktisch sind z.B. diese hier: https://www.amazon.de/Wolfcraft-4315000-Manual-Countersink-Diameter/dp/B00GJQ4IUM/ref=psdc_2077012031_t1_B004VQ7PSE
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Schlagen beim schnellen wechsel normal ?
@projektc
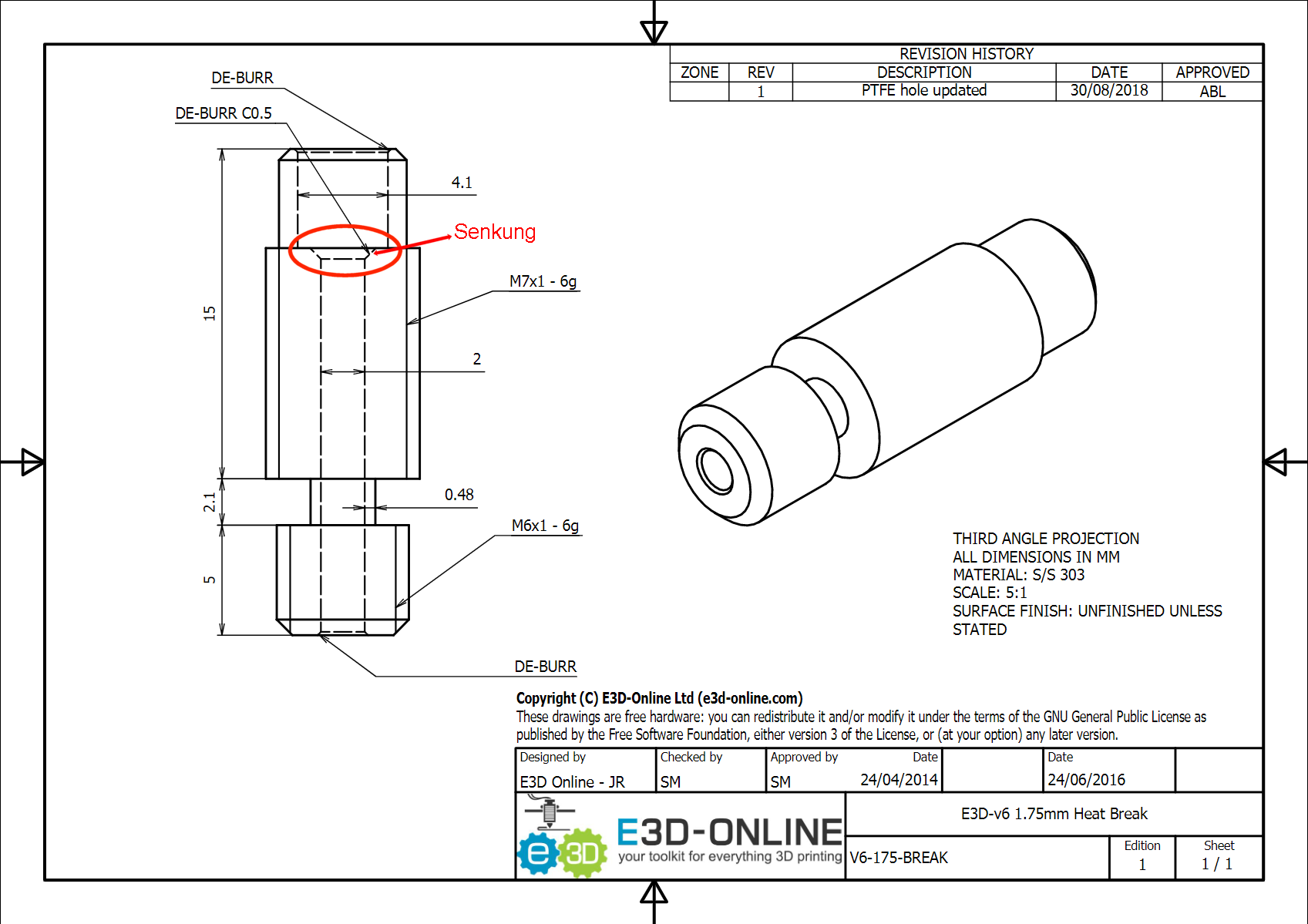
Ich habe mir das Video mal angeschaut, naja, finde es etwas sehr langatmig und teilweise auch nicht ganz korrekt. Entscheidend ist der Übergang vom PTFE zum H.-Break, wie schon von mir im obigen Beitrag beschrieben. Das H.-B. ist im Übergang zum PTFE etwas gesenkt, auch der PTFE-Schlauch muss an dem Ende im selben Winkel angespitzt sein, sonst entsteht ein Spalt zwischen den beiden Bauteilen, an dem kann das eingeführte Filament hängen bleiben. Im montierten Zustand lässt es sich nicht mehr ändern, das muss vor der Montage behoben werden. Das Filament muss völlig reibungslos diesen Übergang passieren können. Und es ist wichtig, dass der PTFE-Schlauch mit dem Push-Fit Einsatz anschließend am Kühlkörper sicher fixiert wird, damit nachträglich kein neuer Spalt entstehen kann. Zur Nacharbeit der Senkungen verwende ich z. B. solche 60° Senker, die passen auch für das Heat-Break (2mm). Mein eigenes 60° PTFE-Anspitzer-Design sorgt für die passende Spitze vom PTFE-Schlauch. Dieser Übergang sorgt auch für eine Zentrierung vom PTFE-Schlauch im 4.1mm durchmessenden Heat-Break, 0.1mm größer als der PTFE-Schlauch.
Anbei nochmal die aktuelle E3d Zeichnung vom Heat-Break, oft muss diese Senkung nachgearbeitet werden, eig. immer bei den China-Teilen. Nach meiner Meinung fällt dieses Problem besonders beim Betrieb mit der MMU2 auf, die das Filament nicht mehr bis zur Nozzle schieben kann, da es vorher schon am Übergang zum Heat-Break an einer Kante hängen bleibt oder durch kurzes Anstoßen ein Schlupf entsteht. Die Firmware überprüft das bei Verwendung einer MMU2 (Funktion: mmu.cpp - can_load()). Eine verstopfte Nozzle hatte ich erst einmal. Insofern gebe ich dem Video recht, das stimmt schon soweit.
Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Schlagen beim schnellen wechsel normal ?
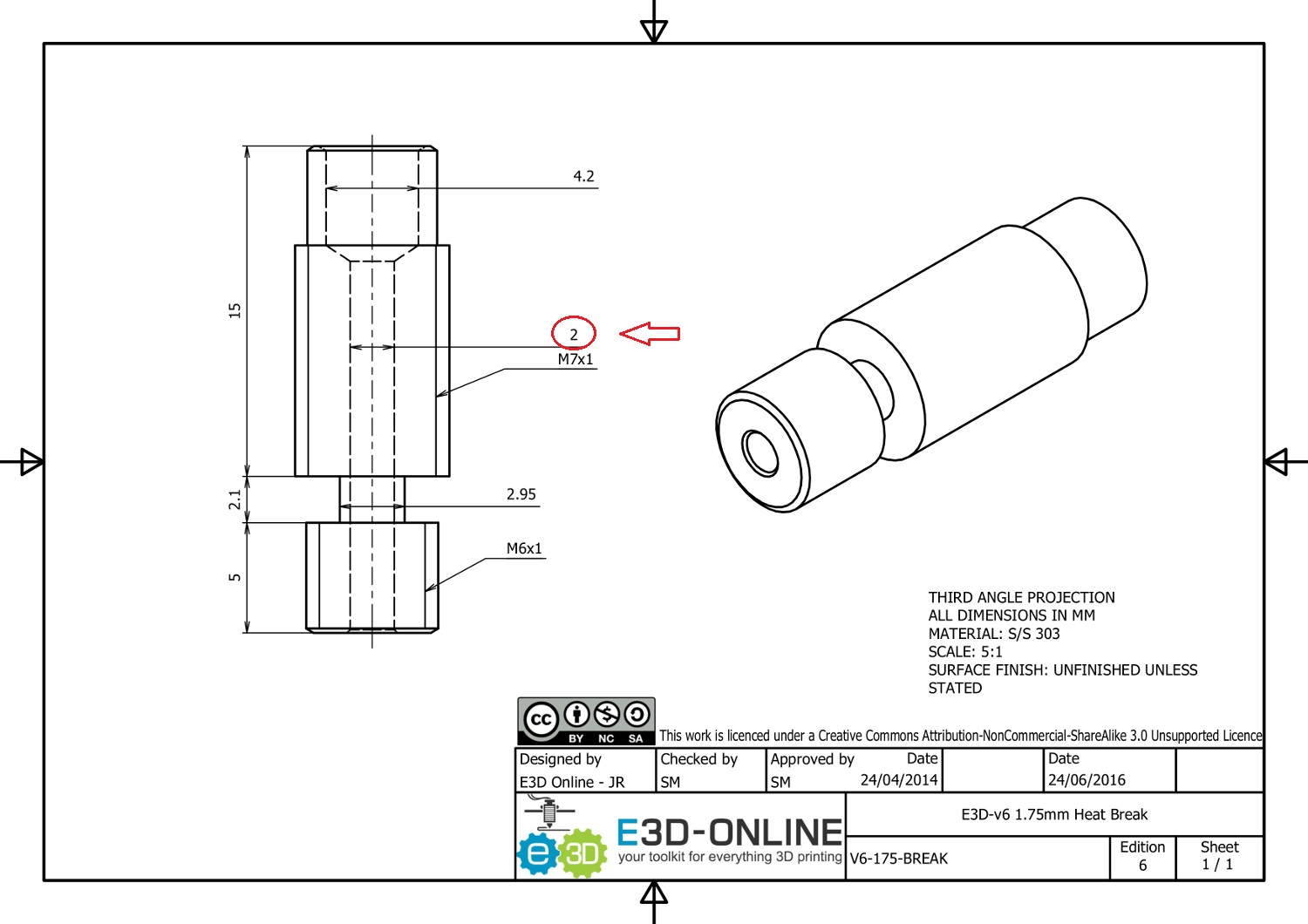
Und vergleicht bitte mal diese etwas ältere E3D Zeichnung von 2016 mit der obigen von 2018. Fällt euch was auf? 😉 Das Problem ist wohl schon länger bekannt und hat evtl. auch etwas mit dem geänderten Innendurchmesser von 1.85mm beim Prusa PTFE-Schlauch zu tun.
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Schlagen beim schnellen wechsel normal ?
Holgers Vorschlag, Zentrierbohrer "zweckzuentfremden" finde ich eine gute Idee. Für PTFE Einlaufsenkungen ist der Spitzenwinkel von 60 Grad günstig und lässt sich gut in einen Akkuschrauber einspannen. Allerdings sollte das tool scharf geschliffen sein und mit Feingefühl gesenkt werden. Für die Aussenfase (im Bereich der heatbreak) könnte man sich eine Art Spitzertool bauen, ähnlich einem Bleistiftspitzer, nur eben mit Spitzenwinkel 90Grad. Mit etwas Feingefühl gehts auch am Schleifbock mit einer feineren Korundscheibe.
Gerade bei der MMU2 ist es wichtig ein lückenlosen, sauberen Filamentkanal zu schaffen damit dem Filament wenig Raum für Blockaden gegeben wird.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Schlagen beim schnellen wechsel normal ?
@karl-herbert
Das heisst, den roten Bereich kann ich manuell eigentlich nicht reinigen.
Erhitzen und mit Bürste oder so nicht reinkommen.
Das muss im Grunde mit einen Filament und Cold Pull zurückgezogen werden ?
Bin momentan auf Nylon bzw P12 Probe Filament zu suchen, aber garnicht so einfach.
Meisten verkaufen nur Spuhlen.
RE: Schlagen beim schnellen wechsel normal ?
@projektc
Wenn du meinst, dass es auch bei deinem Hotend an der markierten Stelle ein Problem geben könnte, weil z. B. das Filament dort klemmt, macht reinigen auch wenig Sinn, weil Du damit das ursächliche Problem nicht behebst. Es wird sich dort mit der Zeit immer wieder ein Problem einstellen. Dir wird nichts anderes übrig bleiben, als das Hotend zu zerlegen und diesen Bereich genau zu untersuchen und den Fehler zu korrigieren. Die Korrektur muss sehr gewissenhaft erfolgen. Du musst sicher sein und vor dem Einbau prüfen, dass es an der Stelle möglichst perfekt montiert ist.
Ein Problem ist sicherlich, dass Prusa das Hotend fertig montiert liefert und die meisten Anwender wissen noch nicht, dass diese eine Stelle besondere Aufmerksamkeit und vorherige Prüfung braucht. Viele MMU2 Besitzer werden verzweifeln wenn das Laden vom Filament wiederholt fehlschlägt. Es gibt natürlich noch eine Reihe anderer Gründe, die zu einem Ladefehler führen können, dieser ist nur einer von vielen, wird aber vermutlich häufig übersehen. Wiederholte, angebliche Verstopfungen in der Düse, sind ein Wink hier mal genauer hinzuschauen. In einer staubigen Umgebung reicht ja oft schon ein vorsorgliches Filament-Filter vor dem Hotend.
Ich wünsche Dir viel Erfolg.
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Schlagen beim schnellen wechsel normal ?
Das Filament hat da eigentlich bis jetzt nicht geklemmt, meine Fragen waren nur, was bei dem Crash vielleicht alles passiert sein könnte.
Du meinst mit dem eigentlichen Problem, wenn das PTFE nicht mehr sauber sitzt oder angekocket ist wie in dem Video beschrieben ?
Das heisst, so richtig sauber machen kann man das eigentlich garnicht, sondern eigentlich nur zerlegen, PTFE neu machen, alles sauber zusammenbauen ?
Die Reinigung bzw Wartung bezieht sich dann eigentlich immer mehr auf das PTFE ?
Wenn ich nächste Woche meine neue Nozzle bekomme, sollte ich auf irgendwas achten ?
Ich vermute das ganze wieder auf Temeratur bringen und dann einfach aufschrauben mit dem nötigen Abstand ?
Speziell aufbereiten vom Heizblock wo das Nozzle dran geschraubt wird, muss ich nicht ?
RE: Schlagen beim schnellen wechsel normal ?
@holger-s3
... ich habe gestern auch alles zerlegt und ich habe festgestellt, das das Original Ersatz PTFE Röhrchen, nicht maßhaltig war.
Deutlich unter 2.0 -0,1mm, ich habe extra eine scharfe Reibahle für das nacharbeite der „Durchgänge“ .
Der Abtrag war sicher mehr als 0,1mm !
Gruss vom Sofa
RE: Schlagen beim schnellen wechsel normal ?
@info-r-s
Danke für deinen Beitrag, klingt logisch, da Prusa ja inzwischen PTFE mit 1.85mm Innendurchmesser verbaut. Da hakt es dann eher beim Rausziehen vom Filament und Reste davon verbleiben dann im Heat-Break.
@projektc
Aus der Ferne ist es immer schwer zu beurteilen, Du sitzt ja vor dem Drucker und weist, was bisher gemacht wurde und wie sich das Problem bemerkbar macht. Wenn es nach dem Tausch vom Nozzle erneute Schwierigkeiten gibt, wird Dir nichts anderes übrig bleiben, wie bei info-r-s, Dein Hotend genauer unter die Lupe zu nehmen und nach dem Fehler zu suchen. Im zerlegten Zustand lassen sich die Bauteile auch kalt mit kleinem Werkzeug (spitze Pinzette, verschiedenen Bohrern <=2.0mm) und etwas Pulen vom Plastik befreien. Kostet etwas Zeit und Geduld.
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...