PETG Erste schicht wird ständig versaut
Hallo an alle,
nachdem ich so viele Probleme mit PLA hatte bin ich auf PETG gewechselt. Nun habe ich zwar nicht mehr das Problem das die Düse verstopft, aber das beim drucken der ersten schicht grundsätzlich diese wieder von der düse mitgerissen wird und komplett versaut wird. Das ist sehr eintäuschend. Seit ich nun diesen Drucker habe, konnte ich kein einziges Model Drucken habe nur Probleme. Ich würde daher sogar vom Kauf dieses Druckers abraten.
Ich habe nun schon so viel versucht. Anderer Abstand von der Grundfläche unterschiedliche Temps. aber immer wird beim Drucken der ersten schicht alles wieder von der Düse mitgerissen und verklebt.
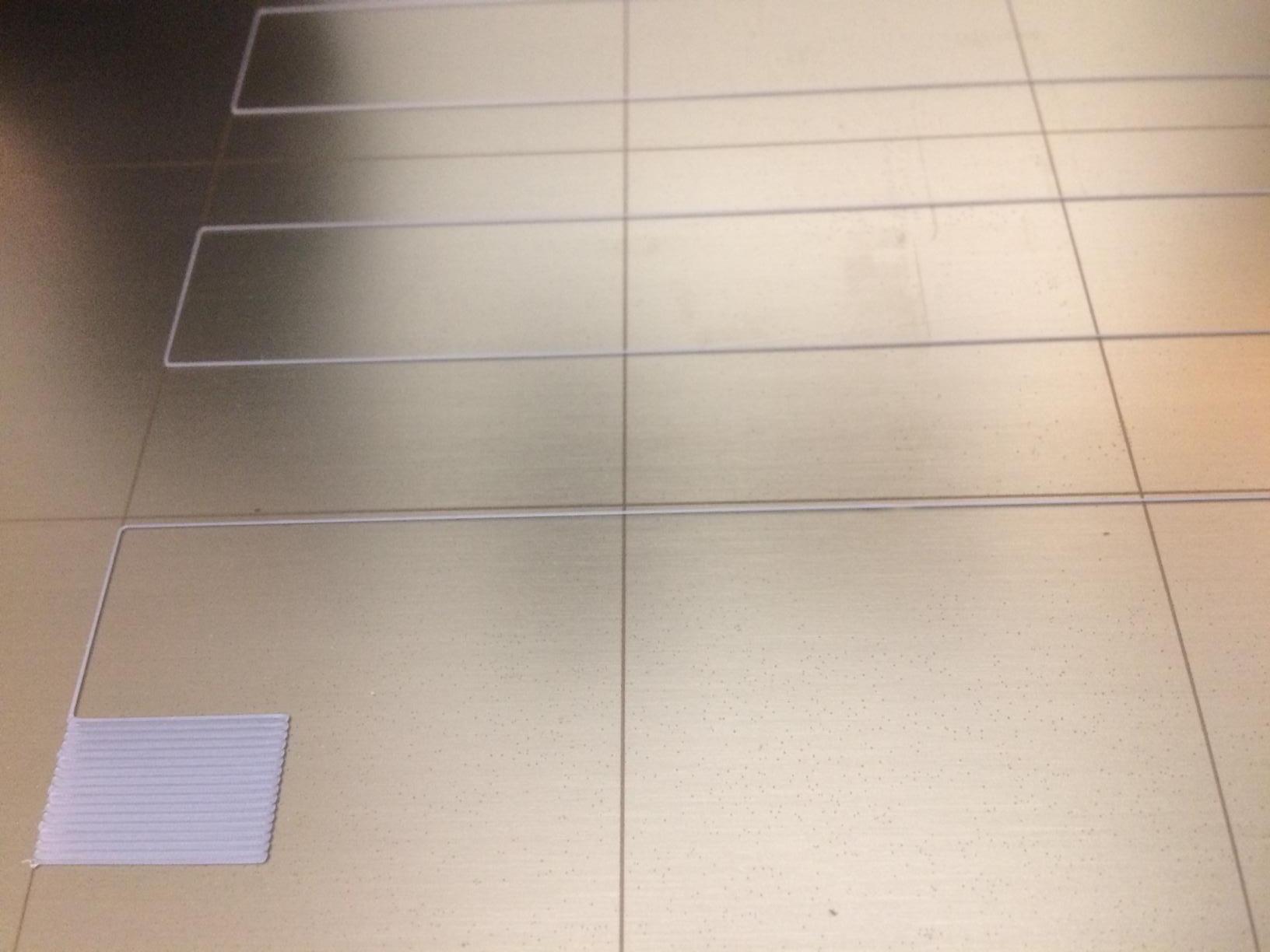
Dazu zwei Bilder von einem Testdruck. Man sieht schön wie die Düse das bereits am Bett sitzende Filament wieder aufnimmt und mitzieht. Ich habe echt keine Ahnung mehr was ich machen soll. Könnt Ihr vllt. helfen?
Re: PETG Erste schicht wird ständig versaut
Bei PETG musst du, im Vergleich zu PLA, auf das erste Layer noch mal -0,055 draufpacken. Nach wie vor gilt, dass das Bett nich mit blanken Händen (oder zumindest sauber/fettfrei/trocken) berührt werden darf. Wenn es gar nicht haftet mit Seifenwasser waschen und gründlich abspühlen. Danach für PLA mit mind. 93%igen IPA abwischen oder für PETG mit Fensterreiniger abwischen.
Schlechte PLA Drucke kommen meist von hohen Umgebungstemperaturen (besser ohne Gehäuse drucken) oder Fehlern im Extruderaufbau. Du könntest mal prüfen, ob sich das äußere Getrieberad spielfrei aber frei dreht und ob das Innere fest an der richtigen Stelle sitzt.
Re: PETG Erste schicht wird ständig versaut
Was meinst du mit -0,055 darufpacken? Ich mache das Bett für PETG immer mit fensterreiniger sauber. Um bessere Haftung zu haben habe ich auch schonmal Diesen Kleber versucht der dabei war. hilft alles nicht.
Re: PETG Erste schicht wird ständig versaut
Gibt es für PETG ein LÖsungsmittel in welches man die Düse legen kann um sie zu reinigen?
Re: PETG Erste schicht wird ständig versaut
Was meinst du mit -0,055 darufpacken?
Auf die Z Korrektur. Im Menü unter "Settings/Live adjust Z" oder beim drucken im Menü "Live adjust Z".
Re: PETG Erste schicht wird ständig versaut
Wo finde ich das in Slic3r von Prusa?
Re: PETG Erste schicht wird ständig versaut
Wo finde ich das in Slic3r von Prusa?
Gar nicht. Das ist eine Einstellung vom Drucker.
Re: PETG Erste schicht wird ständig versaut
Oh bei mir ist die Sprache auf deutsch im drucker. Ist das dann unter Einstellungen/Z-Einstellung?
also der wert den man normal bei der Erst lvle einrichtung eingibt?
Re: PETG Erste schicht wird ständig versaut
Ja
Re: PETG Erste schicht wird ständig versaut
Nö funktioniert leider nicht. Sobald er anfängt eine meanderstrucktur im ersten Layer zu drucken. verfängt sich das an der düse und wird dann mitgerissen. Die Düse muss ich dann immer erstmal von den Filamentresten befreien. Leider sehr sehr entäuschend
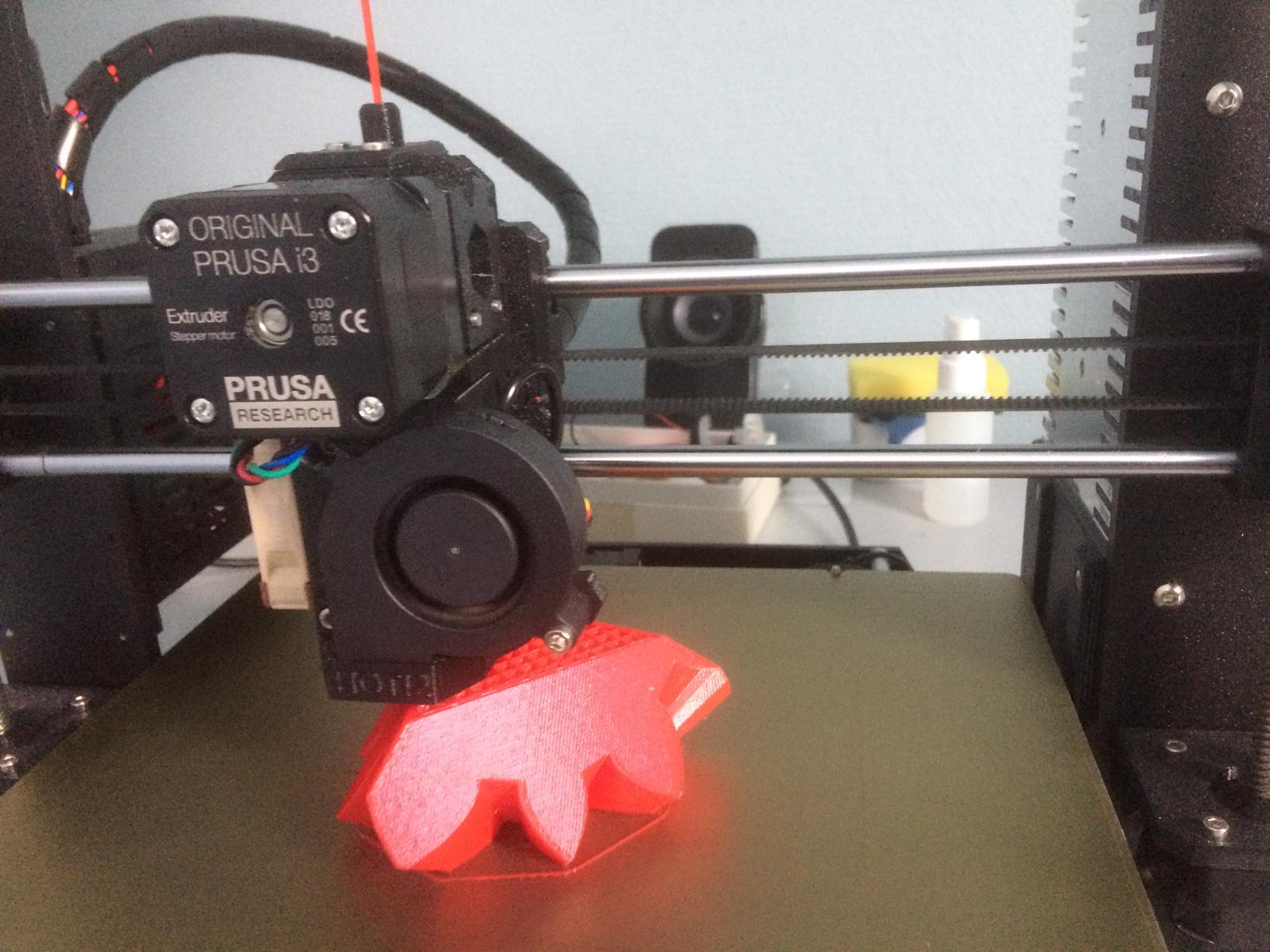
Hier mal ein Bild wie die Düse die schon vorhanden Struckturen wieder aufschmilzt und mit sich reißt
Re: PETG Erste schicht wird ständig versaut
Hi,
da scheint ja noch einiges an Arbeit zu sein bei diesen Bildern. Wenn Material nicht haftet oder mitgerissen wird gibt es mehere Faktoren die man überprüfen sollte.
1. Stahlplatte sauber und fettfrei?
Die glatte Stahlplatte muss eine gute Haftung haben. Ich mache meine Stahlplatte nur noch mit der rauhen Seite eines Küchenschwamms sauber und eher selten mit Alkohol. Sonst nehme ich weiter nichts. Damit hat PETG so eine starke Haftung das ich das Modell erst nach längerer Abkühlzeit abbekomme.
2. Kalibrierung OK ?
Vom Prinzip her muss die erste Schicht mit PLA so aussehen wie auf dem 1 Bild. Wenn die nicht richtig eingestellt ist passiert sowas . Eigentlich stelle ich die erste Schicht immer mit PLA und dem fertigen G-Code von dem Prusa 3D Schriftzug mit der Live Z-Einstellung ein. Erst wenn die erste Fläche sauber gedruckt wird fange ich mit weiteren Drucken an.
3. Düse noch OK ?
Bei älteren Düsen kann es passieren das das Filament nicht mehr sauber herauskommt. Am besten mal die Z-Achse hochfahren. Am Drucker unter Einstellungen Achse bewegen Extruder schauen wie das Filament herauskommt. Sollte das Filament mehr zur Seite austreten und sich dabei noch nach oben bewegen ist das nicht mehr die beste Düse.
4. Immer zum Testen die Beispiel Modelle (G-Codes) mit der 0.4 Düse von Prusa verwenden. Die funktionieren eigentlich immer und sich erst dann an eigene Modelle versuchen. Teilweise muss man beim Drucken auch nachjustieren ( Z-Feineinstellung oder Geschwindigkeit).
Das letzte Bild zeigt einen älteren PETG druck.
-----------------
Viele Grüße
Thomas
Re: PETG Erste schicht wird ständig versaut
Die 1. Schicht höhe sollte ca 0,3 mm sein bei einer 0,4 mm Düse. Also musst du zB bei 0,15 mm Layerhöhe in Simplify für erste Schichthöhe 200% eingeben. (Oder in Slic3er eben 0,3 mm)
Dieses kleine 1. Layer Kalibrierprogramm ist eher blöd weil das Quadrat so klein ist. Versuch es lieber mit sowas https://www.thingiverse.com/thing:2263775
Wenn deine erste Schicht gut passt muss die Qualität der Teile zumindest OK sein wenn du die Prusa standard Einstellungen von Slic3er benutzt.
Re: PETG Erste schicht wird ständig versaut
Wo in slic3r stelle ich das ein, hab die deutsche version
Welche Temp. nehmt ihr für PETG, also an der Düse und auf dem BEtt. Ich habe das Pulverbeschichtete Bett
Hab mal die 0.3 eingestellt. mit PLA neuer Z Abgleich. und dann ein testdruck. Die Düse nimmt immernoch das Mat mit.
Und zusätzlich mal eine Darstellung was beim Drucken passiert. Das Filament klebt an der Düse obwohl es am anfang sauber rauskommt. Wenn der Drucker die 9 Kalibrierpunkte abfährt drückt er etwas Filament an der düse platt, was auf grund der Hitze rausläuft
Re: PETG Erste schicht wird ständig versaut
Mit welchen Temperaturen arbeitest du?
Hab mein MK3 zwar noch nicht aber würde auf falsche Temperatur tippen
PETG Druck ich mit 240 Düse und Bed 80
Re: PETG Erste schicht wird ständig versaut
@ Sebastian
Hast Du die Punkte von Snatchbit schon geprüft/umgesetzt?
Auf dem ersten Bild sieht Dein "First Layer" nicht besonders gut aus.
Da würde ich als erstens dran gehen.
Ich muß, je nach PETG (Farbe und Hersteller) auch oft bei der ersten Schicht nachjustieren mit Live-Z.
Und dann werde ich nicht müder das gut alte Spüli zu erwähnen. 😉
Bei mir wirkt das Wunder.
Gruß
Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
Re: PETG Erste schicht wird ständig versaut
Snitchbit hat schon viele Hinweise gegeben die Dich einem erfolgreichen Druck schon näher bringen sollten.
Meine Frage dazu.... Welches Filament setzt Du ein ??
Setzt Du den Klebestift ein ?? (PETG ist ein PEI-Killer) also solltest Du einsetzen um Deiner Druckplatte ein längeres Leben zu schenken
Die Spüli Hinweise... da rollen sich die Nägel.... (höchstens zum entfernen der Klebestickreste)
Isopropanol, Spiritus oder (seltener einsetzen) Acteton sind die Mittel der Wahl... aber wenn es mit Spüli funktioniert...warum nicht ?
Ist Deine Düse sauber ? Gerade Reste von Filament die am Düsenrand sitzen nehmen dann schon mal gerne gedrucktes wieder auf.
Vielleicht ein Tipp dazu: Heize vor dem Druck Bett und Düse vor und lass dann erstmal das Filament aus der Düse kleckern...
wenn dann so nach ca 1-2 Min kein Filament mehr nachläuft den Druck starten.
Ganz wichtig ist im Kalibriermenü des Druckers die "erste Layer Kalibrierung", die ist wirklich "kriegsentscheidend" und
da solltest Du sehr viel Sorgfalt walten lassen.
PETG neigt bei höheren Temperaturen doch sehr zum Stringen... ein Versuch wäre im ersten Step die Temperaturempfehlungen des Filamentherstellers vom unteren Bereich her anzugehen.
Bei PETG ist ein höherer Travelspeed und auch ein etwas größerer Retractwert der ganzen Sache förderlich.
Grundsätzlich kann man sagen: auch bei einem tollen Drucker wie dem MK3 ist es nicht so das man auf´s Knöpfchen drückt und das Modell wird dann richtig gedruckt, gerade weil wir alle im FDM (FFF) Druck eine fantastische Auswahl an Materialen zur Verfügung haben ist eine Parametrierung auf das jeweilige Material zwingend erforderlich.
In gaaanz seltenen Fälle gibt es auch undruckbare Filamente... das sind FDG-Filamente (FilamentDesGrauens).. habe ich bisher nur 2 mal gehabt und das auch nur bei ausgewiesenen Billigfilamenten. Markenfilamente (Prusa, DasFilament, FL-Sun, Proto-Pasta, Innofil, FormFutura, Colorfab usw ... diese Liste könnte ich durchaus noch einpaar Zeilen weit füllen, sollten Deine erste Wahl sein... idR gibts bei ebay selten hochwertige Filament... dort tummeln sich die Billigheimer... die kannst Du nur mit etwas Erfahrung verarbeiten...und zumeist haben diese Probleme was den gleichmäßigen Durchmesser angeht... trotz aller Beteuerungen das alle Maße eingehalten werden.
Lass den Kopf nicht hängen.... 3D-Druck ist nun mal etwas komplizierter als Tinte oder Laser zu drucken...
Das schöne ist aber... mit zunehmender Erfahrung kannst Du Dich auch schneller auf unbekannte Filamente einschiessen.
LG
Thomas
LG Thomas
(Wood) CTC i3-Clone, (Yellow) i3-Steel DIY, (Green) Original Prusa i3MK3(s)+MMU2.0, (Red)DICE, (Blue) Anycubic Chiron, (Grey) Qidi X-Max, (Orange) PrusaXL 5T
Re: PETG Erste schicht wird ständig versaut
Habe auch ein Problem mit petg.
Bei mir habe ich das Gefühl dass die Haftung unregelmäßig ist, auch wenn es überall haftet. Die live adjust z Funktion habe ich schon genutzt und ein wenig daran herumgespielt obwohl das Ergebnis nie besser wird als das, welches am Bild zu sehen ist.
Hoffe auf Ratschläge
Ps: es handelt sich um transparentes petg
Temp: 240
Bett: erste 90 dann 95, auch mit erste 85 dann 90 schon probiert
Re: PETG Erste schicht wird ständig versaut
..........
3. Düse noch OK ?
Bei älteren Düsen kann es passieren das das Filament nicht mehr sauber herauskommt. Am besten mal die Z-Achse hochfahren. Am Drucker unter Einstellungen Achse bewegen Extruder schauen wie das Filament herauskommt. Sollte das Filament mehr zur Seite austreten und sich dabei noch nach oben bewegen ist das nicht mehr die beste Düse............
Hier noch ein kurzer Hinweis.
Mit dem R3 Setup wird das Filament bei laufendem Bauteillüfter nach hinten "geblasen".
Das allerdings in einem leichten Bogen.
Wenn die Düse defekt ist, wird das Filament eher "scharfkantig" seitlich austreten.
Nur damit es da jetzt keine vorschnelle Diagnose in Richtung defekte Nozzle wird.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
Re: PETG Erste schicht wird ständig versaut
Hi,
habe das selbe Problem wie sebastian.s20 nur mit PLA.
Schon eine Lösung gefunden? Danke!
Re: PETG Erste schicht wird ständig versaut
Hallo, ich habe ein ähnliches Problem. Mein assembled MK3S hat toll funktioniert, aber dann begann der Extrudr zu „glicken“ und inkonsistent zu Extrudieren und ich konnte keine einzigen Ausdruck mehr erstellen. Weder in PLA noch in PETG. Habe alle Vorgaben und Hilfestellungen ausprobiert. Z Achse und First Layer Kalibrierung, aufheizen, Reinigung mit Nadel, Nozzle gewechselt, Bondtech bearings gecheckt (die hatten da Glicken verursacht) etc.
Das Glicken konnte ich wieder in den Griff bekommen. Trotzdem ist die Extrusion inkonsistent und lässt keinen guten Druck zu.
Benutze nur original Prusa Filament und Slicr3r Prusa.
Bin für jeden weiteren Tip dankbar.
LG