RE: Kratzer auf der X-Achse nach nur drei Wochen
Ich habe jetzt 3 Gehäuse Varianten für den MK3 und den Mini hinzugefügt (14.10, 14.20 und 14.30mm). Beim Mini muss beachtet werden, dass die Loslager mit Ausnehmung verwendet werden. Gewindeeinsätze habe ich so belassen, da sich diese gut bewährt haben. Natürlich kann das jeder gestalten wie er möchte und alternativ 4/6-Kantmuttern verwenden. Es müssen dann gegebenenfalls die CAD Daten angepasst werden. Die Gehäuse sind für Standarddrucker ausgelegt (keine abweichende Konstruktionen wie z.B. die Bear Variante oder sonstige Selbstkonstruktionen), können aber gegebenenfalls nach Überprüfung auch verwendet werden.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Kratzer auf der X-Achse nach nur drei Wochen
@karl-herbert
Umbau ist zwar schon eine Weile her, möchte aber noch eine Rückmeldung geben. Bin mehr als zufrieden und Danke noch mal für den Tipp!
RE: Kratzer auf der X-Achse nach nur drei Wochen
@tito
Freut mich!
@atari2001 hat eben dazu auch etwas veröffentlicht: https://forum.prusa3d.com/forum/original-prusa-i3-mk3-wie-drucke-ich-das-hilfe-zum-drucken/mashaltig-drucken-im-1-10mm-bereich-wie-geht-das/paged/38/#post-406351
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Kratzer auf der X-Achse nach nur drei Wochen
So, die Sinterlager 8x14x20 habe ich jetzt auch LMU8 kompatibel gemacht und werde diese gegen die derzeit laufenden Messing/Graphit Lager (8x15x24) austauschen (2 Fest- ein Loslager). Hier einige Bilder dazu:





Konizität für Loslager:
Hier eine kürzere Variante ohne Endkappen:
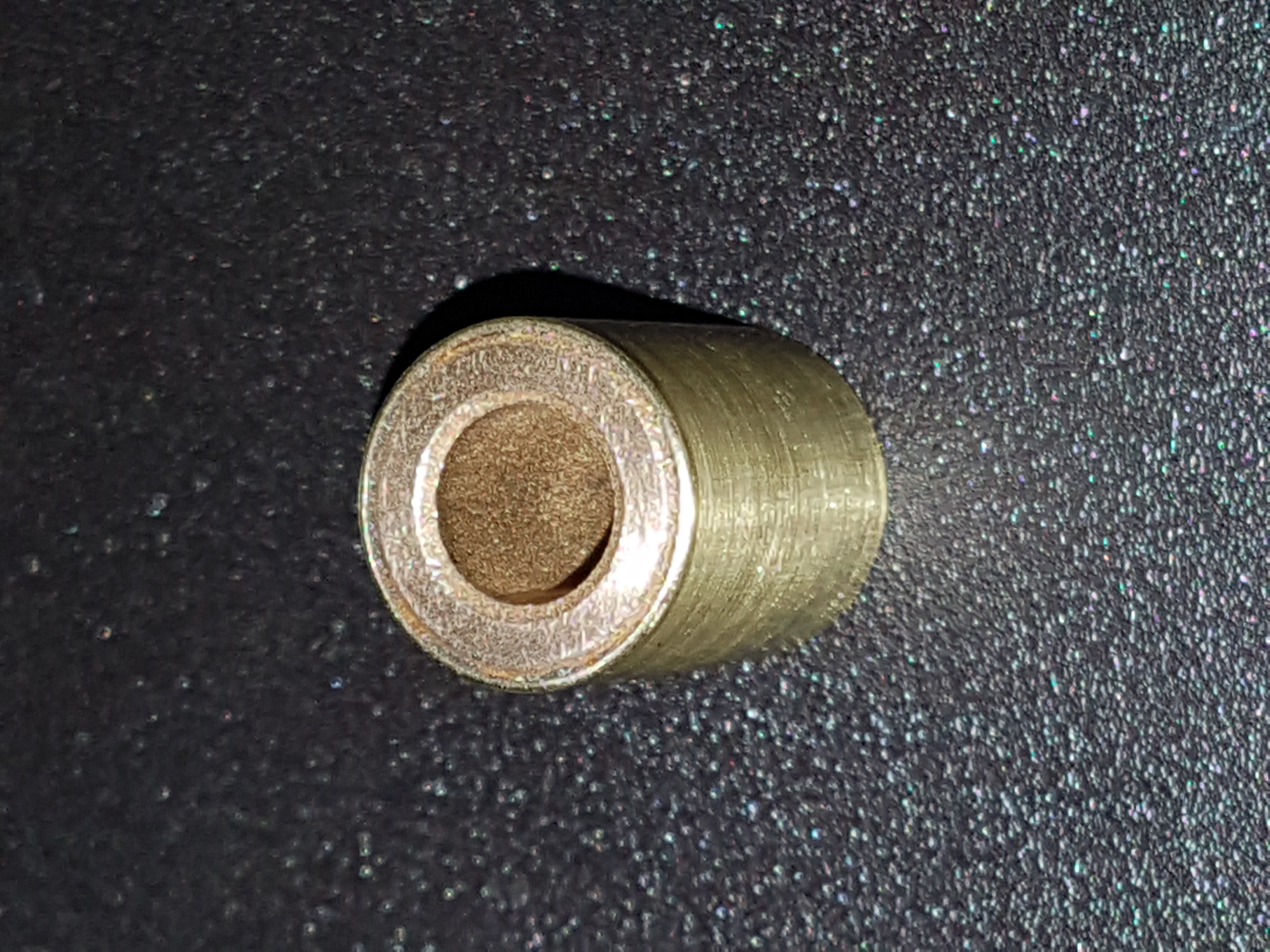
Das Rohmaterial (Messingrohr gezogen, nahtlos) habe ich hier geordert: https://www.amazon.de/gp/product/B07QJ11T62/ref=ppx_yo_dt_b_asin_image_o04_s00?ie=UTF8&psc=1
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Kratzer auf der X-Achse nach nur drei Wochen
Hallo allerseits!
Nach ca 100 Std Druckzeit hat es meine oberen X-Lager auch erwischt.
Tiefe Riefen verteilt über die ganze Breite und auf allen Bahnen und der ohnehin schon recht hohe Geräuschpegel ging gegen penetrant.
Auch ich habe mich auf die Aussage in der Anleitung verlassen und die Lager, getreu dem Motto "die werden es schon besser wissen", so eingebaut, wie sie aus der Tüte kamen.
Glücklicherweise war der Supportchat sehr hilfsbereit und sagte mir, nachdem ich einige Bilder der beschädigten Welle geschickt hatte, die Zusendung einer Ersatzwelle und Lager zu.
Wenige Tage später trafen dann sogar beide X-Wellen und alle drei Lager ein.
Hierfür ganz herzlichen Dank!
In einer umfangreichen Bastelaktion habe ich also alle Lager ausgebaut, in Waschbenzin gereinigt, sorgfältig mit dünnem Lithiumseifenfett befüllt, Wellen gereinigt und geprüft (glücklicherweise alle noch unbeschädigt) und alles sorgsam wieder zusammen gebaut.
Was soll ich sagen - ich habe einen ganz neuen Drucker!
Auf seinem Unterbau aus drei Ebenen 21mm Siebdruckplatten und 70x70mm Beinen und einem Lack-Tisch Oberbau hört man wirklich so gut wie nichts mehr.
Mir ist nur absolut unverständlich, wie Prusa in seiner Anleitung von gebrauchsfertig geschmierten Lagern reden kann?
Hey, die verwenden die Teile doch selbst massenhaft und lassen ihre Kunden so in's offene Messer laufen?
Liebe Leute - bitte ergänzt Eure ansonsten phantastische Anleitung um einen Punkt zur Reinigung und Erstbefüllung der Lager!
Ich werde jetzt sicherlich noch mehr Freude an meinen Drucker haben als zuvor und die nächtliche Ruhe bleibt auch ungestört 😀
Nochmals herzlichen Dank an Sarah vom Support für die unbürokratische und schnelle Hilfe!
Gruß Lena
while ( !success ) { retry }
RE: Kratzer auf der X-Achse nach nur drei Wochen
@lena
Zum Thema Schmierung der Lager schreiben sie ja explizit etwas in der Anleitung.....
Tragischerweise aber das die Lager vorgeschmiert sind und das beiliegende Fett "nur" für die Wartungen ist.
Das sollten sie tatsächlich ändern. Es muss ja keiner zwingend erst die Lager von jeglichem Schmiermittelrückstand befreien um sie dann zu fetten, aber ein wenig zusätzliche Schmierung vor dem Einbau sollte schon sein.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Kratzer auf der X-Achse nach nur drei Wochen
@lena
Hallo Lena.
Hättest du mal ein Foto von deinem 'gebasteltem' Tisch?
Gruß JoeD
RE: Kratzer auf der X-Achse nach nur drei Wochen
@joed
na klar


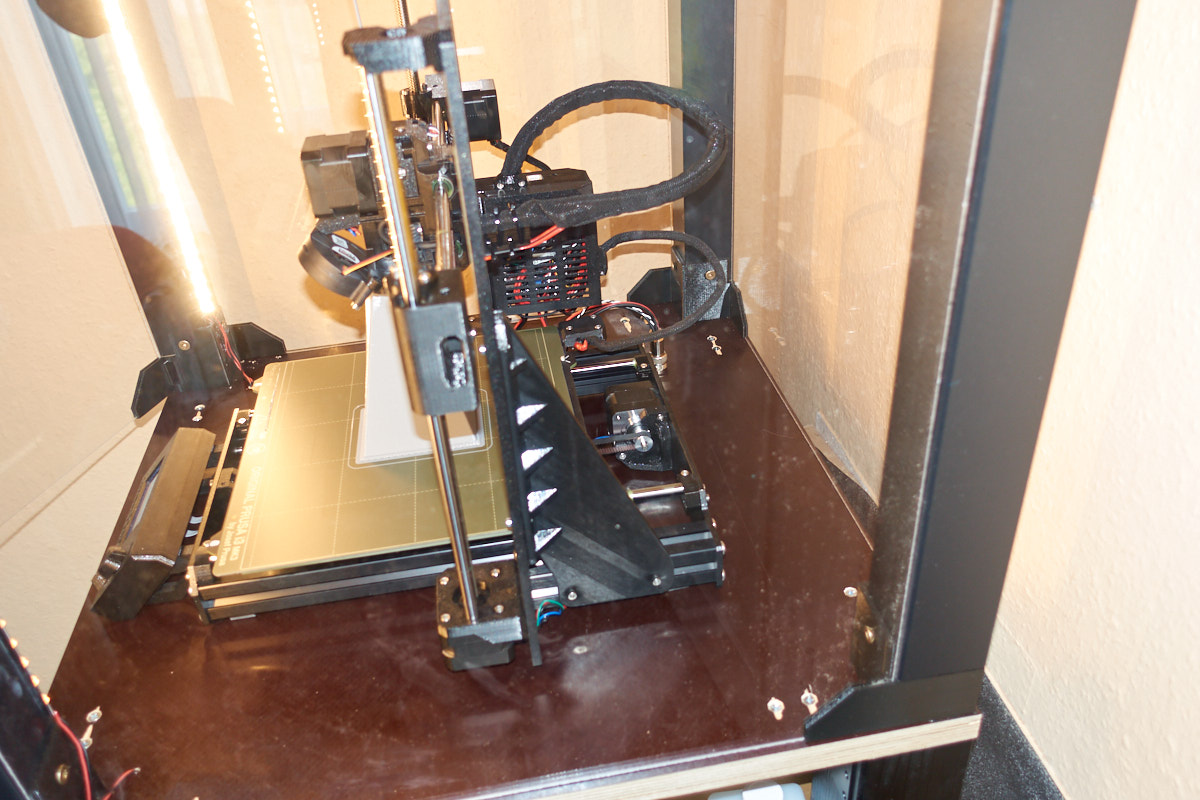
Auf dem Unterbau könnte ein Elefant Samba tanzen - wenn er's kann 😀
Gruß Lena
while ( !success ) { retry }
RE: Kratzer auf der X-Achse nach nur drei Wochen
@kai-2
Ich würde die Lager auf jeden Fall vor der Fettung gründlich reinigen.
1. vermeidest Du so Unverträglichkeiten zwischen dem (unbekannten) Konservierungsöl und dem verwendeten Fett
2. spülst und bläst Du dabei eventuelle Fertigungsrückstände und anderen Schmutz aus den Lagern.
Nach dem Auswaschen hat sich eine Druckluftdose sehr gut bewährt um Benzinreste aus den Lagern zu blasen.
Gezielt mit dem Röhrchen angewendet bringt man die Kugel gut in Umlauf und bekommt so schnell auch die letzten Reste aus den Bahnen.
Zum Befüllen der Bahnen habe ich die Kugeln bei großzügiger Fettgabe mehrfach vorsichtig mit einem Zahnstocher durch die Bahnen geschoben. Beim Aufschieben auf die Welle wird das überschüssige Fett ja wieder abgestreift.
Gruß Lena
while ( !success ) { retry }
RE: Kratzer auf der X-Achse nach nur drei Wochen
@all
Wenn Prusa die Drucker mit gereinigten und vorgefetteten Lagern aus dem Haus leifern, bzw. mit einem Satz in der Anleitung auf eine geeignete Schmierung hinweisen würde, hätten eine Menge Leute diesbzgl. weniger Probleme. Stahl auf Stahl benötigt eine gute und geeignete Schmierung mit der Primäranforderung maximale Kraftübertragung bei minimaler Reibung und minimalem Verschleiß zu gewährleisten. Wichtig können auch Sekundäreigenschaften wie z.B. Wasserbeständigkeit, Chemikalienbeständigkeit, Kunststoffverträglichkeit oder Korrosionsschutz usw. sein.
Die Misumi Linear Wälzlager und deren Klone sind stirnseitig abgedichtet, weshalb das Fetten der Wellenführungen als Primärschmierung nicht geeignet ist. Das Nachschmieren von Linear-Kugellagern ohne Dichtungen und Nachschmierbohrungen kann über die Welle erfolgen. Die abgedichteten Lager werden idealerweise ausgebaut, gereinigt und neu gefettet. Ein pauschaler Wartungsintervall kann nicht genau festgelegt werden, da der Verschleiß von vielen Faktoren abhängig ist. Spätestens wenn sich die Lager etwas rauher anhören würde ich eine Kontrolle mit Wartung oder gegebenenfalls Ersatz durchführen. Ich würde mal sagen ein gut geeschmiertes, unter idealen Umweltbedingungen leicht laufendes LMU Lager sollte ca. 250km (1 Million Hübe über die gesamte Achslänge) problemlos bewältigen.
Zur Schmierung am 3D-Drucker (geringere Lasten und mittlere Geschwindigkeiten 200-300mm/s) genügt ein Fett der NLGI-Klasse 1 oder 2 (Lithium Seife), wobei jeder auf seine eigene Marke vertrauen darf (sollte).
Die LMU-Standardlager sind mit einem Rostschutzöl benetzt, das eine Schmierung jedoch nicht ersetzt.
Rostschutzöl ist zur zuverlässigen Dauerschmierung von Linear Wälzlagern NICHT geeignet!
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Kratzer auf der X-Achse nach nur drei Wochen
@lena
Danke, Lena. Ich baue auch immer so stabil 😎 . Ich hätte noch gerne die Maße der Platten, dann erspare ich mir bei einer evtl. Planung die ganze Denke, wie groß das Drucker-Fach sein muss.
Gruß JoeD
RE: Kratzer auf der X-Achse nach nur drei Wochen
@joed
Hey Joe, die Platten ergeben sich eigentlich aus dem Lack-Tisch und haben 550 x 550 mm Grundfläche.
Die Ausschnitte ergeben sich aus den verwendeten Beinen und sind bei mir 70 x 70 mm.
Ich habe mich für 21mm starke Platten entschieden, um mögliche Resonanzen so weit als möglich zu minimieren.
Verschraubt wurde das ganze mit 8 Flachwinkeln 60 x 50 mm je Ebene - 4 x 40mm Spax in die Beine und gesenkte Durchgangangsbohrung und M4 x 30.
4 Nivelierfüße und eine Sprühdose matt schwarz kompletieren dann den Unterbau.
Ich habe Dir mal eine Skizze im FreeCad-Format angefügt - ich hoffe Du kannst damit etwas anfangen.
Ich hätte gern, aber durfte nicht 😕
Viel Spaß und Erfolg
Lena
while ( !success ) { retry }
RE: Kratzer auf der X-Achse nach nur drei Wochen
Weiß jemand ob die Originalwellen gehärtet sind? bzw wie hart in „hrc“ ?
Eine Führungswelle sollte niemals zu weich sein und nach so kurzer Zeit zerkratzen, ausser die sehr harte Lagerkugel blockiert und ratscht drauf rum.
grüsse
Cosboom
RE: Kratzer auf der X-Achse nach nur drei Wochen
@cosboom
Welche Härte nach HRC die Wellen haben kann ich Dir nicht sagen.
Aber seit gut 3 Jahren werden seitens Prusa gehärtete Wellen ausgeliefert.
Bei meiner Bestellung damals war das noch teilweise nicht so., und auch nicht klar ob ich schon gehärtete bekomme.
Mindestens beim MK3 hat Prusa aber die "weichen" Wellen nach Anfrage auf Kulanz ausgetauscht, soweit ich das verfolgt habe.
Falls das Thema HRC mal näher beschrieben wurde müsstest Du dazu im englischsprachigen Forum suchen.
Anfangs gab es noch kein deutsches.
Vielleicht liest aber jemand mit der das besser weiß oder selbst getestet hat.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Kratzer auf der X-Achse nach nur drei Wochen
@kai-2
Mein MK3s+ kit ist in zulauf , habe gleich die misumi wellen geordert.
Wenn ich sowieso aufbauen muss dann gleich die misumiwellen rein und gut ist dachte ich mir.
lg
RE: Kratzer auf der X-Achse nach nur drei Wochen
@cosboom
Die Misumi Wellen z.B. sind lt. Vertrieb gehärtet (HRC 58) und hartverchromt. Ich denke, dass die Prusawellen lediglich eine Härte von 48-53 HRC aufweisen. Läßt sich natürlich leicht mit dem "Feilentest" herausfinden (weich oder hart). Hart ist bei den Vertrieblern ein sehr dehnbarer Begriff - von HRC 48 bis HRC 63 wird da alles angeboten. Geschliffen, feingedreht, poliert, beschichtet....
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Kratzer auf der X-Achse nach nur drei Wochen
@karl-herbert
Na klar der gute alte Feilentest ,wenn die Feile abrutscht wie geschmiert ohne einen Kratzer zu hinterlassen dann sind wir definitiv Richtung 60HRC unterwegs.
Bin gespannt, werde die Originalwellen mit den Misumis vergleichen (nur am Rand nen kleinen Bereich will Sie ja einbauen 🙂 )mal sehen wie groß oder eben nicht der Unterschied ist.
lg
Härte Prusastangen
Habe nun seit 2 Jahren 3 Prusadrucker im Einsatz. Hier insgesamt 6 defekte Stangen festgestellt.
Ich gehe auch wie ihr davon aus, das die Stangen zu weich sind. Normalerweise bei HRC58 geht dir eher ein Lager kaputt, als das sich die Stahlkugel durch das Chrom arbeitet.
Defakto müsste die Stahlkugel dann scharfkantig, bzw. einen entsprechenden Grat besitzen. Ich fette jede Woche mit LM47 von Liqui Moly. Die Stangen sind bei mir Staubfrei. Auch die Prozedur mit dem Isoprop mache ich jedes mal und trotzdem Schadensbild zwischen 500-1500 Druckstunden.
Prusa hat bestimmt schon 4-5 Stangen rausgeschickt und dutzende Lager. Jedesmal wird die Gurtspannung hinterfragt und jedesmal passt alles. Ich denke die Gurtspannung varriert auch je nach Parallelität der Achsen, da hier sicherlich die Stromaufnahme der Schrittmotoren zur Auswertung herangezogen werden.
Der Support hat mir vorgeschlagen neue Teile für den Extruder zu drucken, da diese das Lager nicht so questschen würden. Ich glaube nicht das der Kunstoff das Lager an der Stelle beschädigt. Zumal der Lauf der Lager durchaus zu jedem Zeitpunkt absolut in Ordnung war.
Zum Vergleich habe ich mal geschaut, die Prusa Stange kostet ca. 11-12€ die von Misumi das doppelte. Ich gehe davon aus, dass man aus Kostengründen einen Kompromiss eingangen ist.
Gibt es bis jetzt Erfahrungen von eurer Seite mit den Misumi-Stangen?
Lager verformen ziemlich leicht
Ich hatte ja auch, bereits nach wenigen Stunden, Kratzer auf der oberen Welle.
Man darf sich da nicht vertun, wie leicht sich die Lager trotz Metall verformen lassen. Hinten am Extruder die Schrauben ein bisschen zu fest, und ich meine nicht mal richtig fest, angezogen und es übt Druck auf das Lager aus, was schon reichen kann dieses zu verformen. Das gibt dann in jedem Fall Stress.
Ich habe bei mir nach meinem ersten Zwischenfall direkt Messing-Grafit Gleitlager verbaut und drucke seit paar hundert Stunden ohne Probleme und große Wartung. Alle Nase lang mal einen Tropfen Öl von meinem Rasierapparat auf die Welle, hin- und her fahren, fertig.
Selbst bei diesen massiven Dingern kann man, wenn man diese auf eine Welle schiebt und mit den Fingern etwas Druck auf das Lager ausübt, merken, wie wenig Kraft es doch braucht, damit diese sich verformen und auf einmal nicht mehr so leicht gleiten. Und die sind wirklich massiv. Also wirklich eher vorsichtig hinten die Schrauben am Extruder anziehen und lieber gelegentlich mal leicht nachziehen, wäre mein Vorschlag.
Ansonsten sind Messing Grafit Lager eine gute Option, um ohne große Umbauten da Ruhe zu haben. Die Wellen sollten halt so parallel wie möglich sein, ansonsten ist das mit Gleitlagern eher doof. Die spielen sich zwar ein bisschen ein, aber je paralleler, desto besser. Ich hab mir dafür seinerzeit neue Wellenhalterungen aus Alu aus China kommen lassen. Haben auch so ihre Macken, aber sind besser als die gedruckten Teile. Ist aber bei jedem anders, da variieren die gedruckten Teile sicherlich.
Misumi Stangen
Hilft zwar den Betroffenen nicht weiter, aber ich bin froh das ich damals recht schnell nach den Kauf misumi Wellen gekauft habe.
Eigentlich zu den misumi Lager.
Lager zwar bis auf eine einzige nicht mehr in Benutzung aber die 6 Wellen sind nach fast 1,7 Jahren immer noch top.