Filament der ersten Schicht "haftet" zu sehr an der Düse - Temp hoch oder runter?!
Hey,
ich habe regelmäßig das Problem, vor allem bei Prusament Filament, dass ich es nicht schaffe, besonders "feine" Dinge zu malen. Also alles, was keine "gefüllte" Ebene unten hat, sondern schon auf der ersten Ebene "schwungvoll" gemacht wird, geht fürchterlich in die Hose...
Ich hänge mal ein Beispiel an, wobei das auch schon besonders "krass" und filigran ist^^ Selbst mit "Rand" wird das nicht sauber gedruckt, ohne Rand hält es auf keinen Fall an jeder Kurve...
Ich drucke auf Empfehlung vom Support (TempTower sah auch gut aus) Prusament mit: 220 erste Schicht, 215 danach; 67 Bett erste Schicht und danach 60
Ich war anfangs mal tiefer, bis der Support meinte, dass man Prusament schon um den Dreh drucken sollte und First-Layer-Kalib. klappt damit auch ziemlich gut (ich mache es mit dem Quadrat, nicht der Firmware).
Mir kommt es so vor, als würde das Filament bei dem Vorheizen schon etwas aus der Düse laufen, weil die Temperatur zu hoch ist und dass mein benanntes Problem auch daran hängen könnte.
Aber da ich noch so neu bin, denke ich auch manchmal genau in die falsche Richtung und vllt. muss ich auch heißer werden?!
Wenn ich das Problem so beobachte, dann kommen die Fehler immer dann, wenn die Düse eine "Linie" loslassen will: Dann bleibt meistens noch eine Ecke ein wenig an der Düse hängen; kA, ob das daran liegt, weil es zu flüssig (heiß) ist und deswegen nicht "abreißt" oder es nicht flüssig (kalt) genug ist und sich direkt von der Düse löst / "tropft".
Andere Beispiele sind so Lüftungsgitter oder Abtropfgitter, etc. Die haben auf der ersten Ebene immer viele kleine Elemente und die werden bei mir einfach nicht sauber, trotz super Z-Wert und Haftung - entweder ist meine Düse "doof" (falls das durch irgendwelche Anfängerfehler passieren kann) oder es muss die Temperatur sein... 🙂
Danke und Grüße
Björn
RE: Filament der ersten Schicht "haftet" zu sehr an der Düse - Temp hoch oder runter?!
Ich würde mal eher schätzen, dass das wieder ein Fall von verunreinigter Druckplatte ist.
Dazu gibt es hier im Forum ja schon genug Beiträge. Die Leute tatschen eben viel zu gerne mit bloßen Händen auf der Platte rum.
RE: Filament der ersten Schicht "haftet" zu sehr an der Düse - Temp hoch oder runter?!
@lichtjaeger
Ist mit 99%igem Alkohol gereinigt genau das gleiche Ergebnis.
RE: Filament der ersten Schicht "haftet" zu sehr an der Düse - Temp hoch oder runter?!
Das IPA hilft nur, wenn die Platte davor schon so gut wie sauber war. Ansonsten verteilt man damit nur das Fett.
Wie gesagt, man findet hier ja genug Beiträge dazu.
RE: Filament der ersten Schicht "haftet" zu sehr an der Düse - Temp hoch oder runter?!
@lichtjaeger
Wenn du nicht helfen möchtest, dann schreib doch bitte auch einfach nicht 🙂 Auch wenn ich noch Anfänger bin und vllt. auch mal eine Frage habe, die irgendjemandem "dumm vorkommen" mag, habe ich dennoch schon einige hundert Artikel gelesen, Videos geschaut, etc. Wenn ich ein Thema angehe, dann sehr intensiv.
Du weißt nicht, wie ich das Bett gereinigt habe und dein "Ich kann mir denken, woran es liegt, aber sag ich dir nicht" kannst du dir sehr gerne sparen 🙂
Wenn man beim Reinigen Fehler machen kann, was ja gut sein kann, sag es mir doch oder wenn es so viele Beiträge dazu gibt, zeig mir doch einen - und sonst ignoriere meine scheinbar für dich sehr nervige Frage einfach...
Ich habe mit sehr umfassend über die Reinigung informiert und nur empfohlene Produkte geholt. In den Videos, die sich mit Reinigung beschäftigen, wird auch meist nur gezeigt, dass sie mit dem Alkohol und einem Tuch drüber wischen und bis auf den Hinweis "nicht bei heißem Bett, sonst verdunstet es so schnell", habe ich da nicht viel tiefergehendes gefunden. Und ich habe auch hier im Forum einige alte Beiträge durchforstet.
---
Meine Kernfrage ging ja auch eher dahin, welche Temperaturen die anderen Nutzer so mit Prusament nutzen, da ich das Gefühl habe, dass das Problem schon vor dem Bett anfängt. Es bildet sich immer schon eine kleine Nase an der Düse, bevor ich drucke. Die wird beim Erzeugen des Drucks in der Düse (bei diesem Streifen am Anfang) oft entfernt, aber die erscheint mir zu viel und bei anderen Filamenten habe ich das Problem viel weniger. Daher gehe ich davon aus, dass ich einfach noch bessere Einstellungen finden muss.
RE: Filament der ersten Schicht "haftet" zu sehr an der Düse - Temp hoch oder runter?!
Mich stört nur, dass heutzutage offensichtlich niemand mehr die Suchfunktion verwendet, da alle 3 Tage immer wieder die selbe Frage kommt, aber wenn du es unbedingt ausführlich willst:
Zur Temperatur:
Da jeder Drucker etwas anders ist, ist das eine sehr individuelle Frage. Wenn dir dein Temptower ein bestimmtes Ergebnis zeigt, dann wird das auch für deinen Drucker passen. Die erste Schicht wird bei manchen Filamenten etwas heißer gedruckt, damit sich das Filament besser fließt und sich besser anlegt. PLA ist im Temperaturverhalten sehr stabil. Ob du die erste Schicht mit 210°, 215° oder 220° druckst macht in diesem Punkt keinen großen Unterschied.
Anders bei der Platte. Ist das PLA zu hart, "platzt" es ab. Ist es zu weich, "klebt" es nicht. Es ist also ein feiner Bereich, in dem man arbeitet. Zudem sollte man Wärmedehnung vermeiden, also die Plattentemperatur konstant lassen. Bei einem meiner Drucker muss ich dafür 63° einstellen, bei den anderen passen die 60° Voreinstellung. Deine 67°C scheinen mir deutlich zu hoch.
Zur Reinigung:
Um werksseitige und neue Rückstände zu entfernen ist heißes Spülwasser am besten. (Nichts Rückfettendes, Hautneutrales, Parfürmiertes) Auf keinen Fall mit dem Geschirrschwam. Am besten einfach mit einem sauberen Papierküchentuch abwischen. Danach mit kalkfreiem Wasser gründlich abspülen und mit einem neuen Küchenpapier trocknen. Deine Hände sollten nur noch die Ränder und Ecken berühren um erneute Verunreinigung zu verhindern. Leg die Platte gleich auf den Drucker und lass sie erst mal bei 80-100°C Betttemperatur ein paar Minuten trocknen.
Nach dem Abkühlen noch einmal mit IPA und natürlich einem frischen Tuch abwischen. Jetzt sollte die Platte sauber sein.
RE: Filament der ersten Schicht "haftet" zu sehr an der Düse - Temp hoch oder runter?!
Um die Z-Kalibrierung auszuschließen, wäre ein Bild deiner ersten Schicht auch nicht schlecht.
RE: Filament der ersten Schicht "haftet" zu sehr an der Düse - Temp hoch oder runter?!
@lichtjaeger
Ich habe die Kalibrierung vorher ein paar Mal versucht, mit der Firmware:
Ich habe den Wert immer weiter "gesteigert", also Nozzle näher ran, bis die Haftung gut war und ich nichts mehr lösen konnte. Dann nochmal versucht und alle Stellen probiert und musste noch wegen einer Stelle leicht gesenkt werden.
Dann beim Endteil sah es an den Kanten unsauber aus, sonst erstmal ok. Mein alter Z-Wert war erheblich tiefer (-0,970 nach einer guten Haftung in den Kurven bei der Firmware, letzter Z-Wert war um die -0,1020) und dann habe ich im Anschluss ein 1-Schicht-Quadrat gemacht und da gab es auch wieder große Lücken und der Wert hat halt nicht gepasst.
In den Videos sieht das immer so einfach aus, wahrscheinlich fehlt mir (noch) das Auge, wie ich einen richtigen Z-Wert kriege. Da ich unterschiedliche Probleme hatte und immer wieder Z kalibriert habe (die Filaments verhalten sich komischerweise auch unterschiedlich, aber der Z-Wert sollte ja eig. nicht vom Hersteller des Filaments abhängen?!),
Da ich mit der Firmware-Kalibrierung nicht klar komme, mache ich gerne ein 1-Schicht-Quadrat zur Kalibrierung und verändere dann 6x den Z-Wert um 20 und dachte auch, dass ich es raus habe. Die Lücken, wenn man zu hoch ist, sind einfach zu sehen, vllt. fehlt mir das Auge, ob ich zu tief bin, um den optimalen Wert zu finden.
Jedenfalls habe ich das Quadrat dann nochmal gemacht, in sogar 10er-Schritten von -990 bis -1040 und gegen das Licht gehalten, waren klar noch Lücken zu sehen von "ich bin zu weit vom Bett entfernt", bei -1040 sah es ok aus.
Also habe ich nochmal ein Quadrat gestartet (nach erneuter Reinigung), wieder 6 Stufen beim Quadrat und Start bei -1040, bis -1090. Und da sehe ich im ganzen Quadrat kaum noch wirklich Unterschiede. Scheint mir gut zu sein und ich habe auch lange mit einem -1060er Wert gedruckt, bis ich nach einem Cold Pull nochmal kalibriert habe und dann bei -1020 war.
Hier mal ein paar Bilder vom dem Lauf (von rechts unten auf allen Bildern, nach links oben gedruckt, von -1040 bis -1090)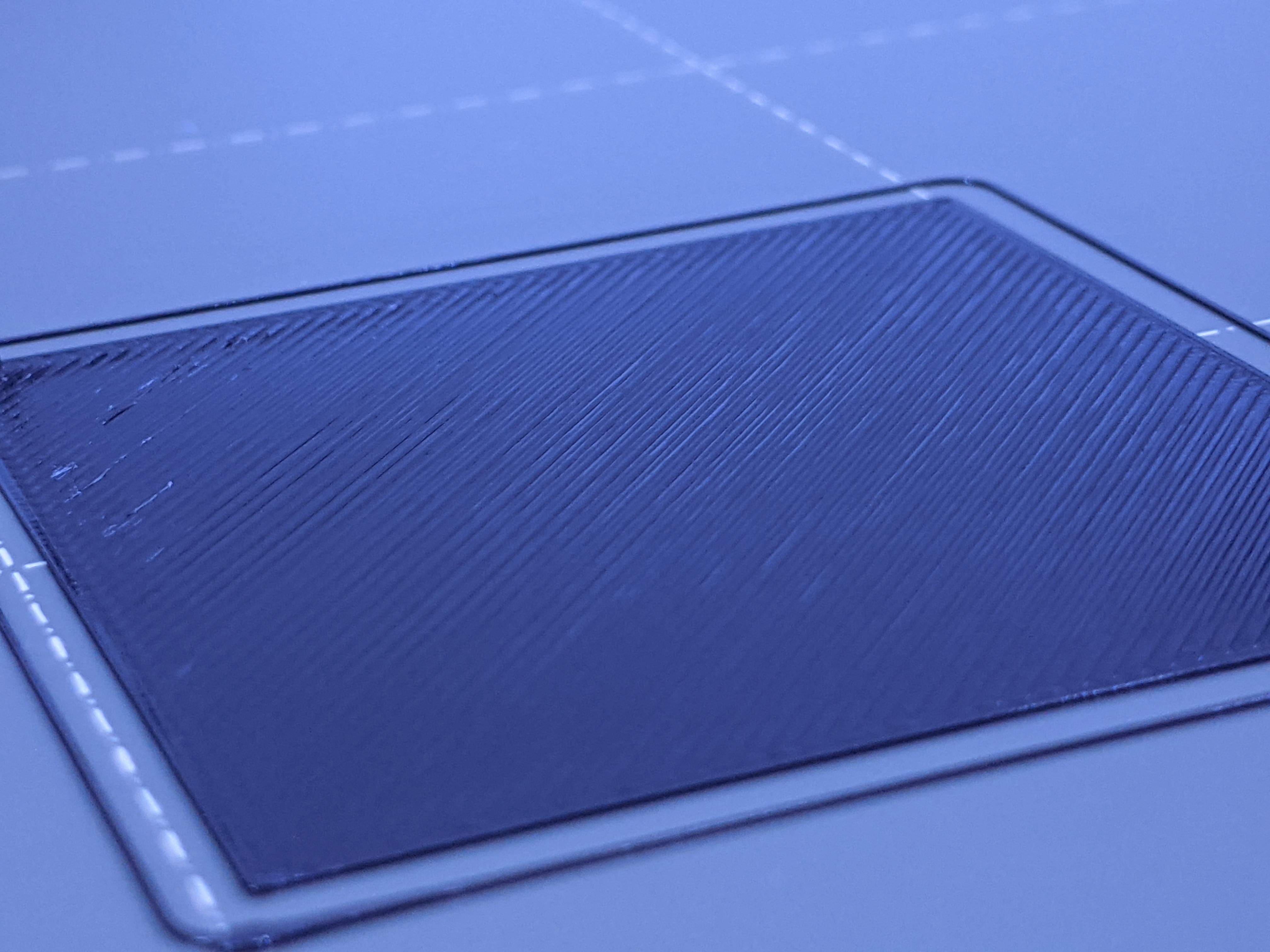
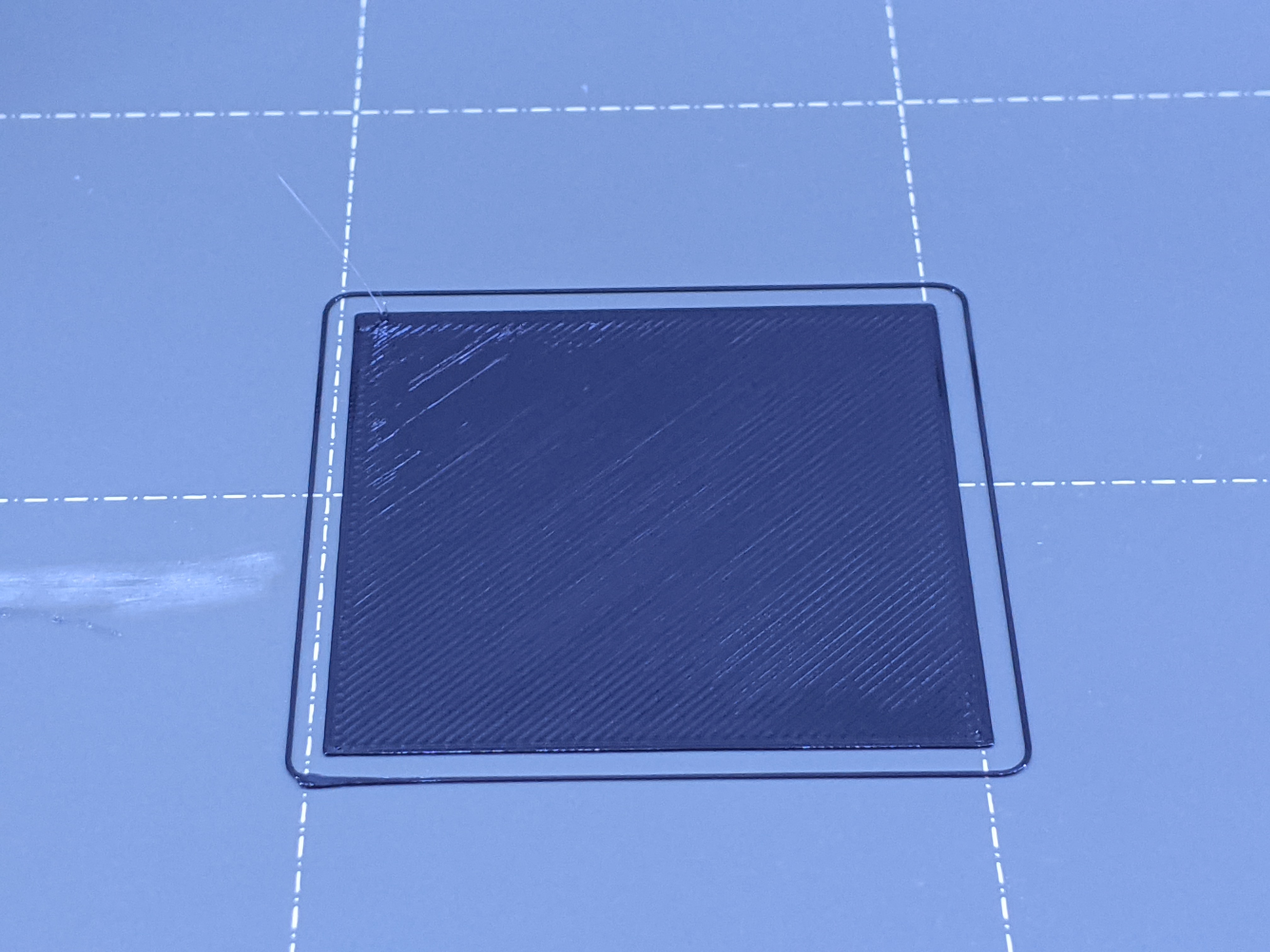
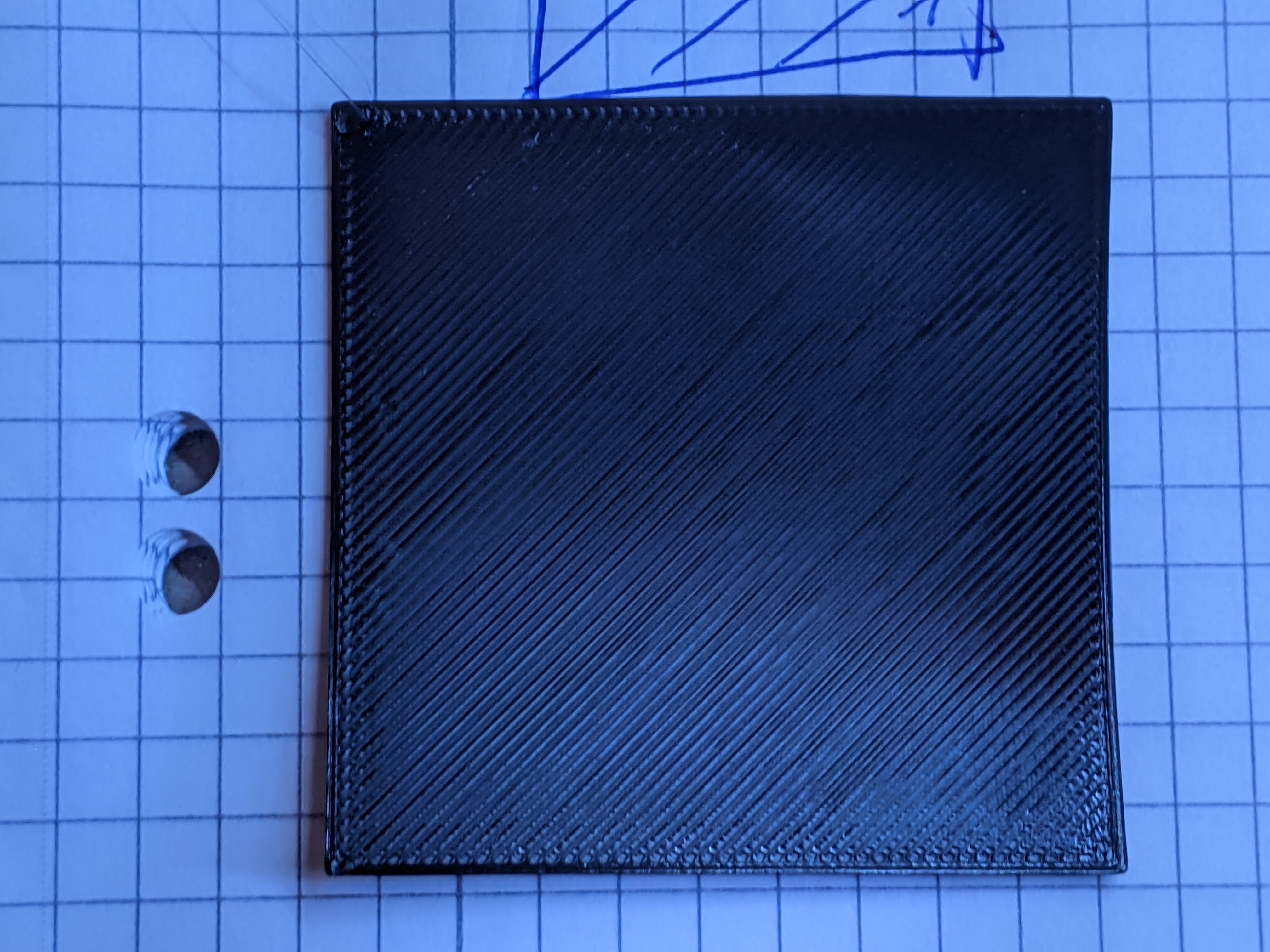
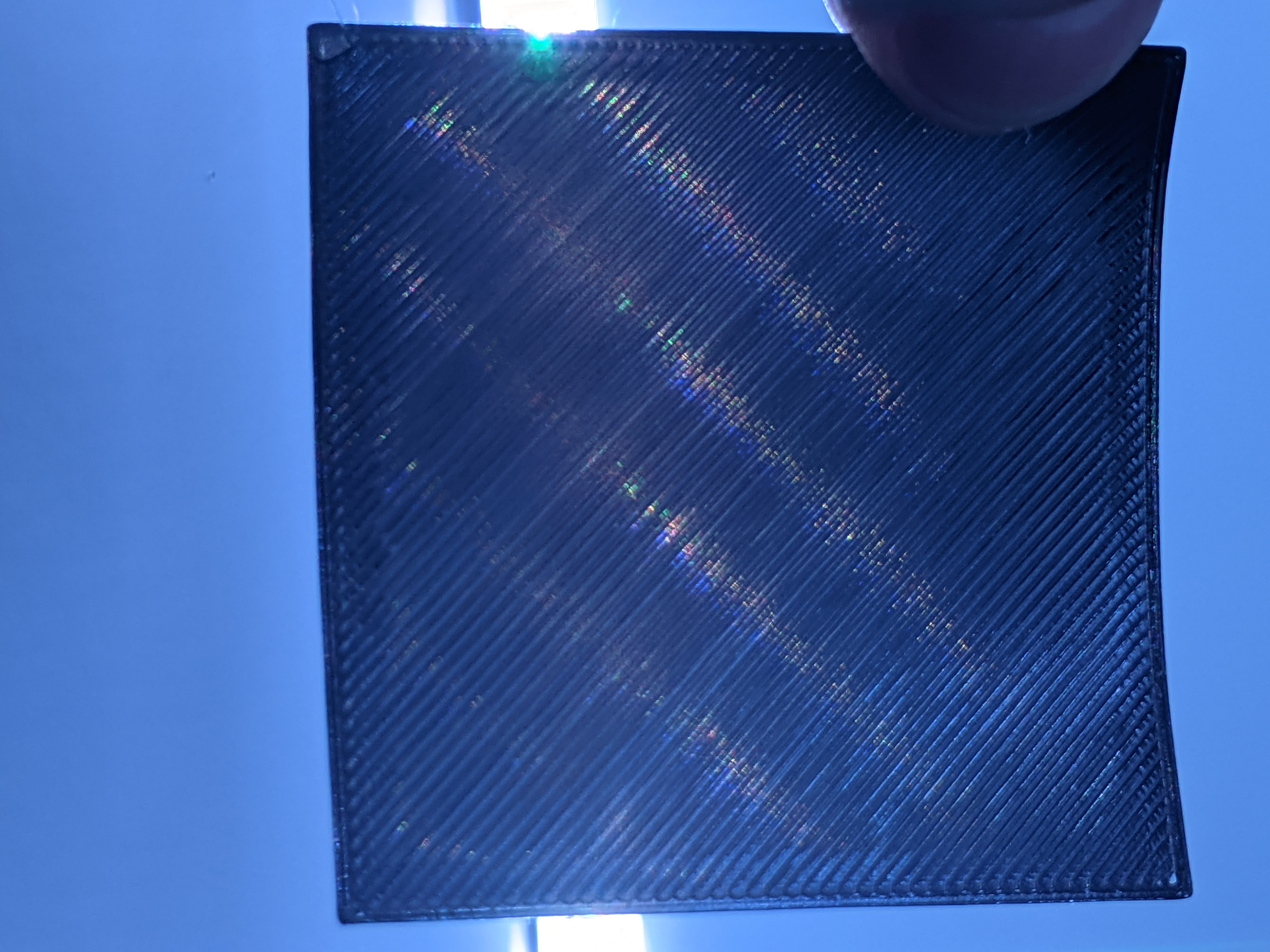
 :
:
Ich würde jetzt so in der Mitte bleiben, bei 1060 - 1070, weil vor 1040 war es noch instabil und in der Mitte sieht es auf jeden Fall gut aus und am Ende, bei -1090 sah es ein klein wenig unsauberer aus...
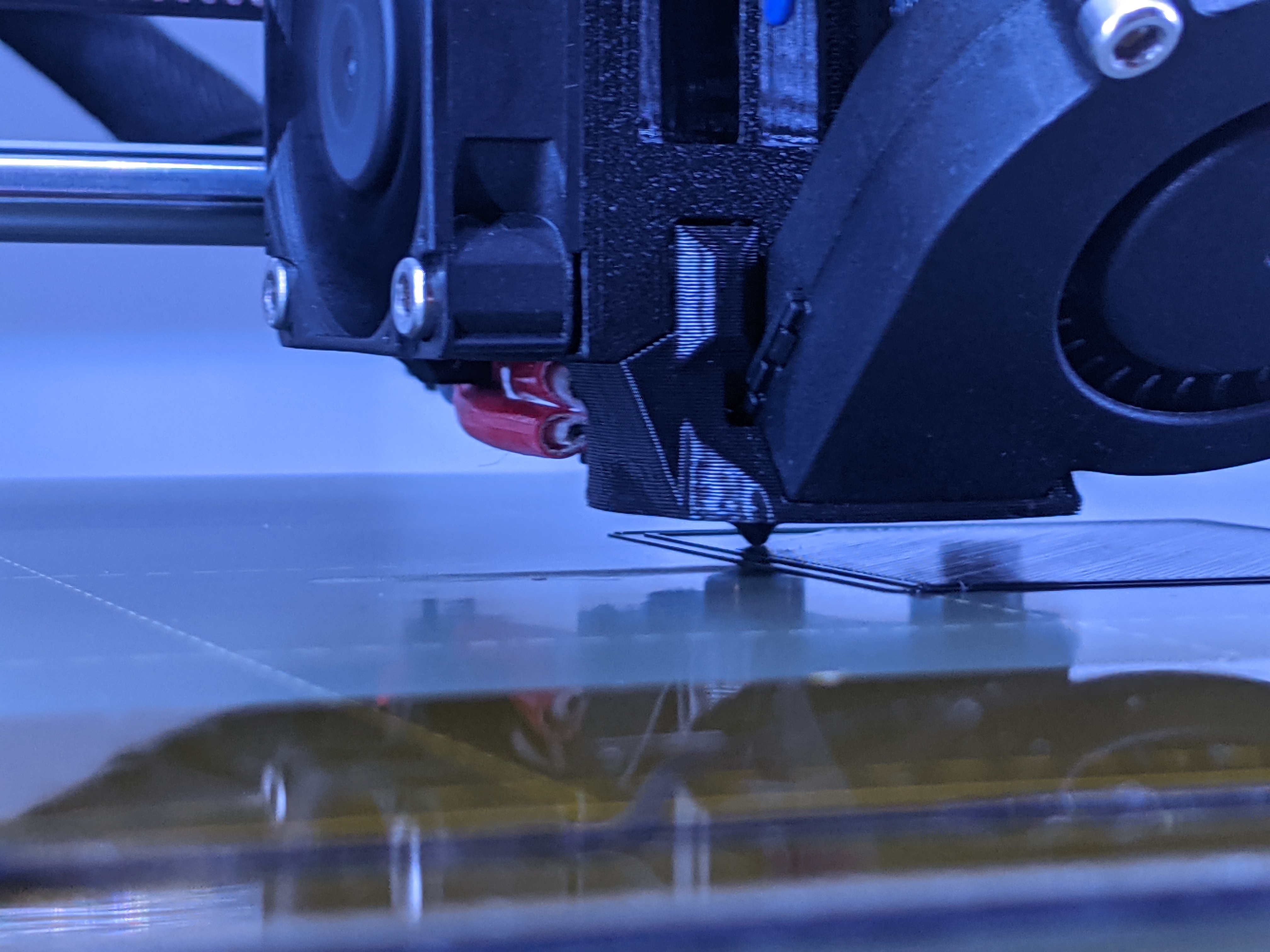
Zusätzlich ein Bild vom Nozzle-Abstand bei -1090 und noch ein Einblick, was sich da beim Vorheizen schon bildet. Diesmal hat er es beim Druck im Extruder aufbauen komplett loswerden können, oft tut er das nicht:
Zur Reinigung: Ich dachte, es sei geschickt, Watte-Pads zu nutzen, obwohl jeder immer "Papiertuch" sagt. Die sind schön klein und handlich, aber vllt. ist das auch keine gute Idee und die haben "Mikro-Fussel" oder so?! ^^
Sonst habe ich das mit der Reinigung, wie von dir beschrieben auch schon durchgeführt.
Das mit der Temperatur sind schon mal gute Infos, ich werde das mit dem Bett beachten, danke.
Und danke für deine Antwort, ich habe mir wirklich viel dazu durchgelesen und erstmal kann ich noch nicht jedes Problem dann auf die richtige Ursache zurückführen und etliche Varianten an Erklärungen, ob Video oder Bild, die alle ähnlich "einfach" sind, haben mir noch kein richtiges Gefühl vermittelt. Vllt. ist halt doch wieder ein Z-Layer-Problem und vllt. kombiniert mit "Wattepads sollte man nicht nutzen, weil das auch Probleme hinterlassen kann".
Und falls du fragst: Vorne auf dem Bett ist Kapton-Band, die Haftung hat da bei ein paar Fehlern anfangs gelitten, bzw. weil ich die Fehler wegschmirgeln musste... Auf dem Bett habe ich auch so eine Stelle und ich teste grade, wie Kapton-Band hilft. Wahrscheinlich werde ich das auch einmal quer übers Bett nutzen, da, wo die Haftung auf dem Bett nicht mehr richtig ist. Der Rückseite geht es auch so...^^