Fehlerhafte Kalibrierung oder Stützstrucktur?
Hallo,
habe dieses Teil mit "Stützstrukturen nur auf Druckbett" gedruckt.
Unter "Druckeinstellungen" bei "Stützstrukturen" habe ich den Haken bei "Brücken nicht unterstützen" weg gemacht, die restlichen Einstellungen sollten original sein. Filament von Prusa.
Das Ergebnis kann man auf dem Foto sehen.
Gehören die "Fäden" zur Stützstruktur und ich muss sie entfernen oder stimmt hier bei der Kalibrierung etwas nicht?
Vielen Dank
Grüße
KarFi
RE: Fehlerhafte Kalibrierung oder Stützstrucktur?
Hallo,
habe dieses Teil mit "Stützstrukturen nur auf Druckbett" gedruckt.
Unter "Druckeinstellungen" bei "Stützstrukturen" habe ich den Haken bei "Brücken nicht unterstützen" weg gemacht, die restlichen Einstellungen sollten original sein. Filament von Prusa.
Das Ergebnis kann man auf dem Foto sehen.
Gehören die "Fäden" zur Stützstruktur und ich muss sie entfernen oder stimmt hier bei der Kalibrierung etwas nicht?
Vielen Dank
Grüße
KarFi
Das ist Dein erster Layer nach den Stützstrukturen.
Das gehört also zum Drucke dazu.
Allerdings schaut das wirklich nicht besonders gut aus.
Bei mir kann ich dieses Verhalten nur bei langen Brücken ohne Stützmaterial beobachten.
Beim Druck mit Stützen wird das zwar auch nicht schön, aber so sollte es nicht aussehen.
Das schaut aus als wäre da kein Kontakt zwischen Stützstruktur und dem folgenden Layer des Volumenkörpers.
Passt der Rest denn soweit? First Layer etc..
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Fehlerhafte Kalibrierung oder Stützstrucktur?
Anscheindend stimmt etwas nicht. Habe jetzt mal das Muster von der Prusa-Homepage ausgedruckt.
Schön ist etwas anderes... 😮
Aber warum ist es in der Mitte so schlimm? Habe ich bei meinen bisherigen Drucken nicht festgestellt.
Habe dann noch nach einer Youtube Anleitung eine Schichthöhe ausgedruck und gemessen (Quadrat 20x20). Sogar auf dieser kleinen Fläche ist es unterschiedlich. Von 0,2 bis 0,22 wenn ich an den Rändern messe.
[img]  [/img]
[/img]
[img]  [/img]
[/img]
RE: Fehlerhafte Kalibrierung oder Stützstrucktur?
@karfi
Das erste was ich mittlerweile mache wenn das mit dem First Layer so gar nicht klappen will, ist die vollständige Kalibrierung des Druckers.
Damit er einmal alles verwirft.
Ist glücklicherweise sehr selten notwendig gewesen, hat dann aber geholfen.
Grundvoraussetzung ist natürlich das der Rest passt. Also Druckbett sauber etc. etc..
Aber das kennst Du ja aus den anderen Posts schon.
Ob Deine Slicer Einstellungen original sind kannst Du direkt sehen.
Alle nicht originalen Einstellungen sind in den Profilen orange markiert (das Vorhängeschloss).
Hier würde ich auch alles erstmal wieder auf Anfang setzen und evtl. mit einem Support-Enforcer arbeiten.
Dann brauchst Du das Profil vorerst nicht verändern.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Fehlerhafte Kalibrierung oder Stützstrucktur?
Habe in der Zwischenzeit den Drucker auf Werkszustand zurückgesetzt, die neuste Firmware aufgespielt, neu kalibriert und das Druckbett mit Spülmittel gereinigt.
Die Höhe des o.g. "Testquadrats" ist jetzt ziemlich genau 0,20.
Der Druck wurde besser; es sind aber immer noch Ausreißer dabei.
Habe dann ein anderes Filament verwendet und es waren zumindest keine "Löcher" mehr drinnen. Die Fläche könnte aber besser gedruckt werden. Es sind an manchen Stellen einzelne "Drucklinien" erhöht oder an den Ecken, wo der Druck aufhört runde Patzer.
Auf der Rückseite ist mir aufgefallen, dass zu den Ecken hin der Druck glatter ist als weiter in der Mitte.
Liegt es evlt. auch mit am Filament? Das silberne ist aber original, was mitgeliefert wurde. Das Schwarze von einen anderen Hersteller.
[img]  [/img]
[/img]
[img]  [/img]
[/img]
[img]  [/img]
[/img]
[img]  [/img]
[/img]
RE: Fehlerhafte Kalibrierung oder Stützstrucktur?
ehrlich?
fangen wir beim kleinen 1x1 an, vom extruder kalibrieren über heattower des filament
Fehler erkennt man am besten mit dem grauen PLA, kein schwarz, kein weiss, Grau sollte es sein
nur wer weis wo die grenzen liegen kann sich innerhalb bewegen oder die Grenzen ausreizen
und hätte ich mehr erfahrung würde ich am ende behaupten, es sind falsche Slicereinstellungen, begonnen beim überdruck am Rand bishin zur extrusions breite, aber ich hab die erfahrung nicht, ich mutmaße nur in diese richtung
RE: Fehlerhafte Kalibrierung oder Stützstrucktur?
@karfi
Lass das doch erstmal mit den Testquadraten. Der Aufwand für den perfekten (und damit meine ich wirklich perfekt!!!) First Layer ist extrem hoch. Und je nachdem wie Dein Drucker gebaut ist auch evtl. so ohne weiteres nicht zu erreichen. Der Teufel liegt liegt hier wirklich im Detail bzw. im Hundertstel.....
Fehler im Druck erkennst Du übrigens bei jedem Filament. Die Farbe ist da ziemlich egal. Je unruhiger das Filament ist (Glitzer, Farbwechsel etc. etc.) um so schwieriger wird es, aber erkennen kannst Du das immer. Ich stimme "ineal" aber zu, am frustrierendsten kann da sicherlich ein mattes Grau werden. Wobei ein hochglanz Schwarz und nicht der Knaller ist bei Druckfehlern.
Kalibrier den Drucker ruhig erstmal mit dem Prusa Kalibrierprogramm, so schlecht ist das gar nicht für den Anfang.
Besonders bei dem hier verwendeten Test muss eigentlich erstmal alles bei den Slicer Einstellungen passen.
Denn je nach Filament, bei identischen Slicer Einstellungen, kann der Druck hier später gut, sehr gut, oder mies aussehen.
Das ist halt immer auch abhängig vom Filament. Wenn Du also die gleiche gcode Datei für die beiden unterschiedlichen Filamente verwendet hast, wundert es mich nicht das die auch unterschiedlich aussehen.
Wenn Du dann später wissen willst wo Du wirklich stehst mit dem First Layer, dann baust Du dir ein Quadrat mit 210mm x 250mm in 0,2mm Höhe und druckst das aus. Wenn die Einstellungen für das Filament passen wirst Du danach entweder Ahhhh oder Ohhhh sagen. Bei Deinen Testdrucken sind einfach zu viele neue Druckansätze im Teil. Die sorgen immer dafür das es hier und da nicht besonders gut aussieht. Das holt Dich auch später wieder ein wenn Du Objekte mit getrennten Oberflächen oder Löchern hast. Wenn Du dann nicht zu Design passende Oberflächenfüllmuster verwendest bekommst Du auch mitunter sehr unansehnliche Oberflächen.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Fehlerhafte Kalibrierung oder Stützstrucktur?
Danke für Euere Hinweise und Empfehlungen.
Da ich ziemlich neu auf dem Gebiet bin, geht es mir derzeit noch nicht so um die "perfekten" Drucke. Wenn nicht die "Fäden" wie auf dem Bild im ersten Beitrag so heruntergehangen wären, wäre ich die nächste Zeit wahrscheinlich gar nicht auf das Thema gekommen. Obwohl ich mich bei den Schrägen Linien schon gefragt habe, ob man das verbessern könnte (siehe auch Bild)
[img]  [/img]
[/img]
Ob die "Durchhänger" jetzt nach der Neukalibrierung besser geworden ist habe ich noch nicht getestet.
Habe aber jetzt noch zwei Würfel gedruckt (Homepage von Prusa zur Kalibrierung; https://help.prusa3d.com/de/article/kalibrierung-des-extrusionsmultiplikators_5911).
Der größere hohle Würfel gefällt mir gut, der kleinere nicht soo ganz. vor allem auf der Fläche auf der er steht und am Rand sind so Wellen. Aber bis auf die Standfläche (gerade hier sollte er doch glatt sein) passt das denke ich.
Wie es mit dem silbernen Filament geworden wäre, habe ich auch noch nicht getestet.
[img]  [/img]
[/img]
[img]  [/img]
[/img]
[img]  [/img]
[/img]
[img]  [/img]
[/img]
RE: Fehlerhafte Kalibrierung oder Stützstrucktur?
Moin, welche Wandstärke hat der dünnwandige Cube und hast du den im Vasenmodus gedruckt ? ( Faktor korrigiert ? )
wie sieht der von unten aus ? First Layer ?
Wie sind die Maße vom 20mm Würfel.
Grüße aus dem Norden
RE: Fehlerhafte Kalibrierung oder Stützstrucktur?
Hallo,
der Würfel hat eine Wandstärke von 0,43 mm.
Gedruckt habe ich mit Prusaslicer Grundeinstellung und dann mit Vasenmodus und habe dann die vorgeschlagenen "Aktivierungen" übernommen.
Korrigiert habe ich dabei keinen Faktor.
Der Würfel hat die Maße B=20,06 T=20,02 H=20,06
Hier noch ein Foto von der Unterseite des dünwandigen Würfels
[img]  [/img]
[/img]
Aber irgend etwas stimmt nicht.
Habe mir extra ein anderes Filament (DasFilament) in silber besorgt. Leider hat es mit dem gar nicht gut geklappt. Man sieht es auf dem folgenden Bild.
Habe vorher die Düse mit Isopropanol 99% abgewischt. War das ein Fehler?
Wie solle ich die Düse am besten reinigen?
[img]  [/img]
[/img]
RE: Fehlerhafte Kalibrierung oder Stützstrucktur?
@karfi
Die Düse brauchst Du im warmen Zustand nur mit einem fusselfreien Tuch abwischen/reinigen. Wenn nichts mehr geht, dann auch mit einer Messingdrahtbürste. Aber dabei muss man sich im klaren sein das es die Düse auf dauer auch angreift. Also besser nur abwischen. Für das neue Filament solltest Du auch wieder einmal kalibrieren. Deinem Bild nach würde ich sagen das Du etwas zu tief bist und das Filament wieder mitgerissen wird. Das kann echt Sysiphos Arbeit sein.
Das Filament an sich wird es nicht sein.
Ich hänge mal ein Bild ein von einem Druck mit DasFilament Multicolor Polarlicht.
Das habe ich gestern erst gedruckt. Dann siehst Du das es funktionieren kann.
Das ist gedruckt auf der strukturierten Platte, mit Spüli gereinigt, und mehr nicht!

Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Fehlerhafte Kalibrierung oder Stützstrucktur?
@karfi
- Normal müsstest du den Extrusionsfaktor für das Filament erhöhen, da deine Wandstärke nicht das Sollmaß von o,45mm aufweist.
- Welchen Durchmesser hat das Filament ?
- „normal müsstest Du auch die Achsen /ggf. auch den Extruder kalibrieren, da diese auch zu groß sind.
- hast Du die Platte eigentlich schon mit ordentlich Spüli und ggf. mit der harten Seite vom Schwamm / warm Wasser geschuppt ?
- irgendwie sieht das nach schlechter Haftung aus.
.... beim First Layer gehe ich immer wenn ich nicht weiter weiß, in beide Richtungen auch wenn ich optisch der Meinung bin ich müsste tiefer stellen.
Wünsche viel Erfolg, wird schon. Hier sind genug „Profis“ an Board.
RE: Fehlerhafte Kalibrierung oder Stützstrucktur?
Grundfrage:
PLA PETG oder welche sorten an Kunstoffen sehen wir von dir?
also ist beides PLA, beides PETG oder was auch immer und ist es der gleiche Hersteller oder wie bei Pruca kann es auch fremd bezogen sein. Unterschiedliche Hersteller haben unterschiedliche Temperaturen und tolleranzen.
ein Mischen während eines Kalibrierungsprozesses sollte man daher vermeiden und erst mal eine Farbe und Sorte eines Herstellers kalibreiern, meist die mit der man am häufigsten druckt und dann eine zweite farbe/sorte im slicer an diese Werte anpasst. und dann die dritte usw...
ich hab auch wie du mit dem schwarzen so unausgefüllte ecken, aber ich hab so muss ich gestehen selbst noch nicht fein kalibriert, was ich jetzt aber heute noch drucken werde ist ein HeatTower, damit ich auch weiss, sind die Werte die an der Nossel sind auch wirklich 2xx°C oder muss ich hier wieviel °C auch immer nach oben oder unten damit das Filament das tut was es soll. Und nachdem ich jetzt 5KG einer Farbe PETG bestellt habe, ist das aus meiner Sicht jetzt auch ratsam damit endlich voran zu gehen um die Druckqualität zu optimieren.
die 20x20x20 Würfel sind schön und gut, aber die Messtolleranz muss man auch berücksichtigen, gerade den Elefantenfuß. Ich befürchte bei mir aber eher ich habe ein winkel Problem, aber das kann ich erst korregieren wenn ich wirklich weis, wo mein Filament an meinem Drucker problemchen macht. drucke ich einen 20x20x20und hab ne abweichung von 0,1 und druck ich im vergleich nochmal sagen wir einen 100x100x20 und hab immernoch nur 0,1 abweichung, dann korrigier ich erst mal mein Messmittel.
RE: Fehlerhafte Kalibrierung oder Stützstrucktur?
@kai-2
Sieht gut aus Dein Druck; so wenn es bei mir auch wäre.
Ich frage mich nur, warum es plötzlich so ist. Habe mit diesen "älteren" silbernen Filament (nicht das ich heute gekauft habe) bis letzte Woche noch ohne Probleme gedruckt. Habe auch nichts verändert. Habe zwar mit den Einstellungen im PrusaSlicer etwas herumgespielt aber jetzt sollte alles wieder auf Grundeinstellung sein; mit der es ja anfangs funktioniert hat.
Auch andere PLA Filamente machten auf den Glatten Druckbett keine Probleme. Mit den geriffelten hatte ich Probleme; hat aber dann auch geklappt, als ich die Temperatur um 5 Grad auf 65 erhöht habe. Mit PETG hat es auf der den geriffelten auch geklappt.
Aber auf einmal klappt nichts mehr.
Wie sieht man wenn die Düse kaputt ist? Nach wieviel Druckstunden. Habe bis auf einmal nur PLA gedruckt. Insgesammt wahrscheinlich soi ca. 2 Rollen.
@torben
Drucke mit Durchmesser 1,75 mit der originalen Drucknadel
Mit Spüli habe ich es jetzt gerade gereinigt und versuche es dann gleich nochmal. Gibt es ein Spüli welches erfahrungsgemäß gut ist.
Habe mir schon gedacht, dass das Isopropanol schlecht ist. Kann aber eigentlich auch nicht sein.
Den Extrusionsfaktor müsste ich dann auf 1,05 erhöhen, wenn ich richtig gerechnet habe (hatte ich aber vorher, als es funktioniert hatte, auch nicht verändert?).
Wie kann ich die Achsen /ggf. auch den Extruder kalibrieren?
RE: Fehlerhafte Kalibrierung oder Stützstrucktur?
@karfi
Heyho,
- Spüli ohne Rückfettende Wirkung für die Hände, ich habe das glaube ich:
https://www.pril.de/de/startseite/produkte/kraft-gel-ultra-plus.html
- guck mal hier: Teil 1 & 2
Schönen Abend
RE: Fehlerhafte Kalibrierung oder Stützstrucktur?
@karfi
Ich habe, glaub ich, seit 2018 zwei oder drei mal gewechselt. Ich hab immernoch ne Handvoll Düsen in der Kiste liegen.
Mit ein wenig Pflege halten die Düsen bei "normalem" Filament echt lange. Und ich habe schon jede Menge Kilometer Filament durch.
Wenn ich lange mit abrasivem Filament (metall fill/Carbon fill etc.) Drucke nehme ich auch schon mal eine gehärtete Düse.
Das kommt aber kaum vor. Kleinigkeiten drucke ich auch immer mit der Messingdüse.
Wenn nichts mehr geht, und Du auch keinen Fehler mehr erkenn kannst, dann lohnt es sich mal alles auf Anfang zu setzen.
Vom Slicer bis zur Firmware.
Den Düsenverschleiß erkennst Du recht gut am Druckbild. Oder auch direkt wenn Du die Düse optisch untersuchst.
Mit dem Druckbild ist es bei Dir ja aktuell nicht ganz so eindeutig.
Wenn Du allerdings den Eindruck hast das es an der Düse liegen könnte, dann kannst Du so einen Pfennigsartikel aber auch jederzeit durch was neues ersetzen.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Fehlerhafte Kalibrierung oder Stützstrucktur?
also ich weis nicht was für isopropanol ihr gekauft habt, solang es das 99% ist und nicht nur das 70er...
Und ja meine Drucke heben Bombig, ausser die höhe überschreitet die grundfläche mit dem es am Druckbett haftet (gerade vom Nachdenksport die fettdüse z.B.) aber selbst der Benutzt isopropanol und das mittlerweile auf 10 oder noch mehr Druckern!
Am Anfang aus mangel an der Beschaffung von IsoPropanol hab ich ins regal von meinem Fachmark geschaut und mir einen Bremsenreiniger herausgezogen, der wie Isopropanol auf ethanol Basis wirkt, selbst da hat es gehoben. hab jetzt nicht ganz 1 Rolle PETG verduckt und meine 500ml Flasche hat noch ausreichend Flüssigkeit, also wenn mann 1l kauft reicht das mal ein Stück
Und ja ich drucke aktuell auf der "glatten" Druckplatte von Prusa, die struktuierte liegt noch Originalverpackt daneben
Wichtig ist halt, auf Kalter Druckplatte auf den Drucker auflegen, einsprühen, verreiben vorheizen bzw. dann Drucken sagen. Bis die 60-80° erreicht hat sind die Reste verdampft.
RE: Fehlerhafte Kalibrierung oder Stützstrucktur?
Bin schön langsam am Verzweifeln.
Habe jetzt den Drucker nochmal komplett neu kalibriert (ab mit P.I.N.D.A). Anfangs zeigte er dabei eine Fehlermeldung "lose riemenscheibe motor y" die Riemenscheibe war aber fest, der Riemen evlt. etwas locker aber auch nicht recht viel; habe ihn trotzdem etwas nachgespannt.
Dann verlief die Kalibrierung ohne Probleme.
Dann das Druckbett nochmal mit Spüli (Pril habe ich noch nicht 😉 ) gereinigt.
Dann nochmal das o.g. Blättchen aus dem von torben verlinkten Video (ab ca. 17:30) gedruckt.
Der erste Druck sah gut aus (habe kein Foto davon, weil ich es zum Messen zerrissen habe). Der Rand ist hier jedoch etwas dicker ca. 0,22 innen hat es aber genau 0,20.
Dann habe ich das selbe Blättchen mit den selben Einstellungen nochmal gedruckt mit diesen Ergebnis 😪
[img]  [/img]
[/img]
RE: Fehlerhafte Kalibrierung oder Stützstrucktur?
Der nächste Druck wieder etwas anders... 😕
[img] 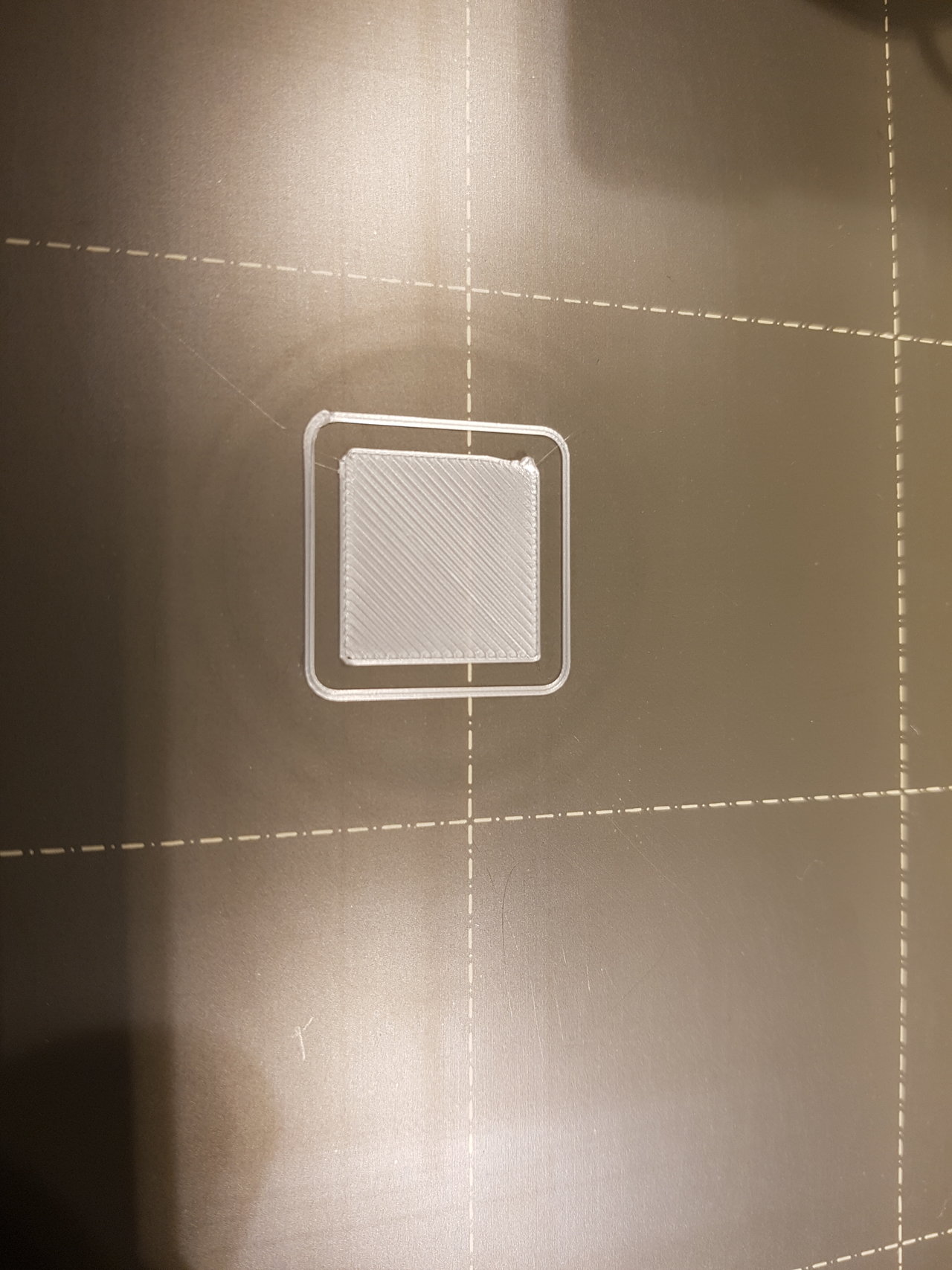 [/img]
[/img]
RE: Fehlerhafte Kalibrierung oder Stützstrucktur?
@ineal
Ich habe in Krisenzeiten hier immer zuverlässig geliefert bekommen:
https://hoefer-shop.at/technische-chemikalien/isopropanol/1-liter
Verwende ich nicht nur für den Drucker.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.