Erste Schicht und andere Probleme
Hallo zusammen,
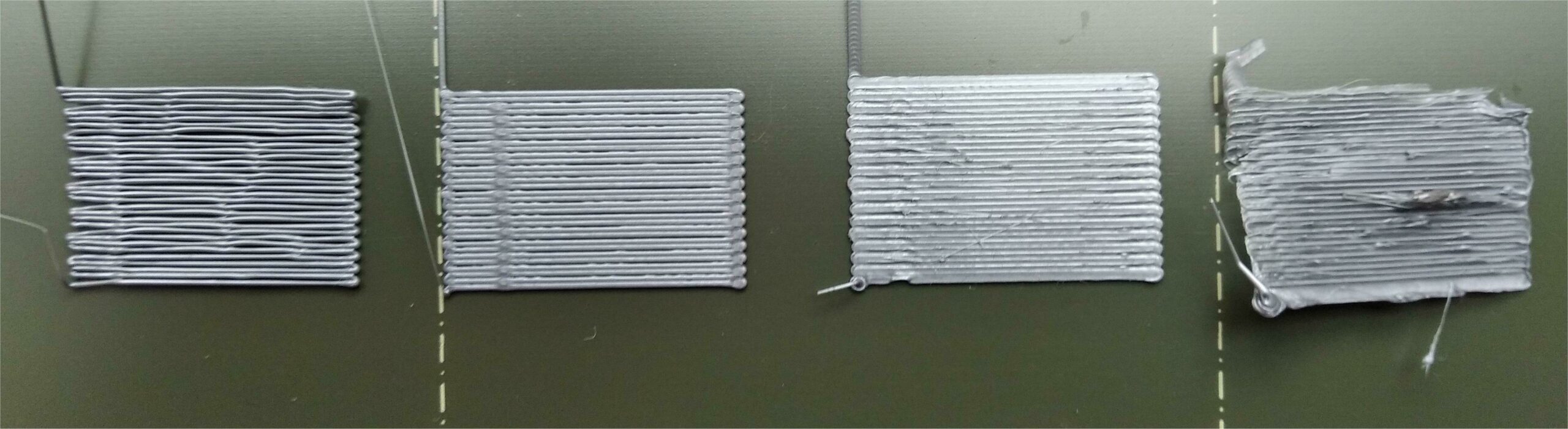
ich bin Anfänger beim 3D Druck wie auch im Forum. Habe gerade den Drucker zusammengebaut (hat Spass gemacht). Sebsttest und Kalibrierung sind geschafft und nun versuche ich, das Gerät einzustellen. Über das leidige Problem "erste Schicht" ist ja schon viel geschrieben worden. Dies erfordert wohl einige Erfahrung und daran mangelt es mir natürlich noch komplett. Deshalb bin ich für jeden Tip dankbar. Für die Einstellung der ersten Schicht habe ich mal mehrere Versuche mit unterschiedlichen Einstellungen gemacht. Im ersten Bild sind von links nach rechts die Rechtecke bei -0.600, -1.000, -1.300 und -1.500 zu sehen (es könnte sein, dass man nur alle 4 sieht, wenn man das Bild anklickt. So ist es jedenfalls im Preview). -0.6 ist sicher zu hoch und -1.5 zu niedrig? Das Optimum scheint zwischen -1.0 und -1.3 zu liegen. Interpretiere ich das richtig?
Ich glaube, ich habe aber auch noch ein anderes Problem. Ich habe probeweise das Prusa-Logo ausgedruckt, das auf der mitgelieferten SD-Karte als Druckfile abgespeichert ist. Die beiden Ausdrucke in Bild 2 sind mit der Einstellung -1.000 (oben) bzw. -1.300 gemacht (unten). Ich finde sie nicht sehr gelungen. Die Buchstaben sind nicht gefüllt, teilweise auch schief und auch der Hintergrund (besonders rechts das "A") ist äußerst unregelmäßig. Das ist so doch sicher nicht gedacht?
Die Stahlplatte ist gründlich geputzt (Spüli und Isopropanol) und Haftprobleme habe ich nicht festgestellt. Ich verwende das mitgelieferte PLA Filament und habe das im Menü auch angewählt (215/60 Grad). Wie kann ich das verbessern?
Gruß und Dank an alle, die mir weiterhelfen,
Franz-Josef
![]()
Das passt ja schon ganz gut.
Hallo Franz-Josef.
erstmal ist Deine Beobachtung ganz richtig. Links noch zu hoch, rechts zu niedrig. Hier gilt es nun den "sweet spot" zu finden. Da bist Du aber auf dem richtigen Weg. Besonders da Du ja schon selbst siehst wie die Entwicklung ist und wo es besser bzw. schlechter wird. Also Glückwunsch, die erste (Verständnis) Hürde hast Du mit Bravur genommen.
Nun zum Prusa Zeichen. Das schaut irgendwie nach mehreren möglichen Baustellen aus. Als erstes gilt es natürlich den richtigen Abstand zu finden. Dafür kannst Du auch erstmal ein einfaches Viereck (irgendwas mit mindestens 5cm KAntenlänge) mit einem Layer Höhe drucken und schauen wie das von unten aussieht. Gerne auch mit Bilder hier damit wir da Tips geben können. Aber je länger ich auf das zweite Bild schaue, desto komischer finde ich das Erscheinungsbild. Vielleicht kontrollierst Du noch einmal genau ob alle Riemenscheiben auf den Motoren auch fest sitzen und freigängig sind. Besonders auch ob das Bondtech-Getriebe ordentlich zusammengebaut ist und passt. Wenn sich da z.B. die Welle vom Gegenlager verschiebt, oder die Flucht vom Filament in den Zahnrädern nicht passt gibt es seltsame Effekte.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
Vielen Dank.
Hallo Kai,
vielen Dank für die schnelle Antwort und die Bestätigung, dass ich meine Testreihe für den first layer richtig eingeschätzt habe. Ich werde jetzt mal versuchen, mich in kleineren Schritten angefangen von -1.000 nach unten dem richtigen Punkt zu nähern. Im englischen Forum gibt es ja einen langen Post mit einem .gcode file für ein 75x75 Quadrat und eine gute Anleitung dazu. Mal sehen, ob das klappt.
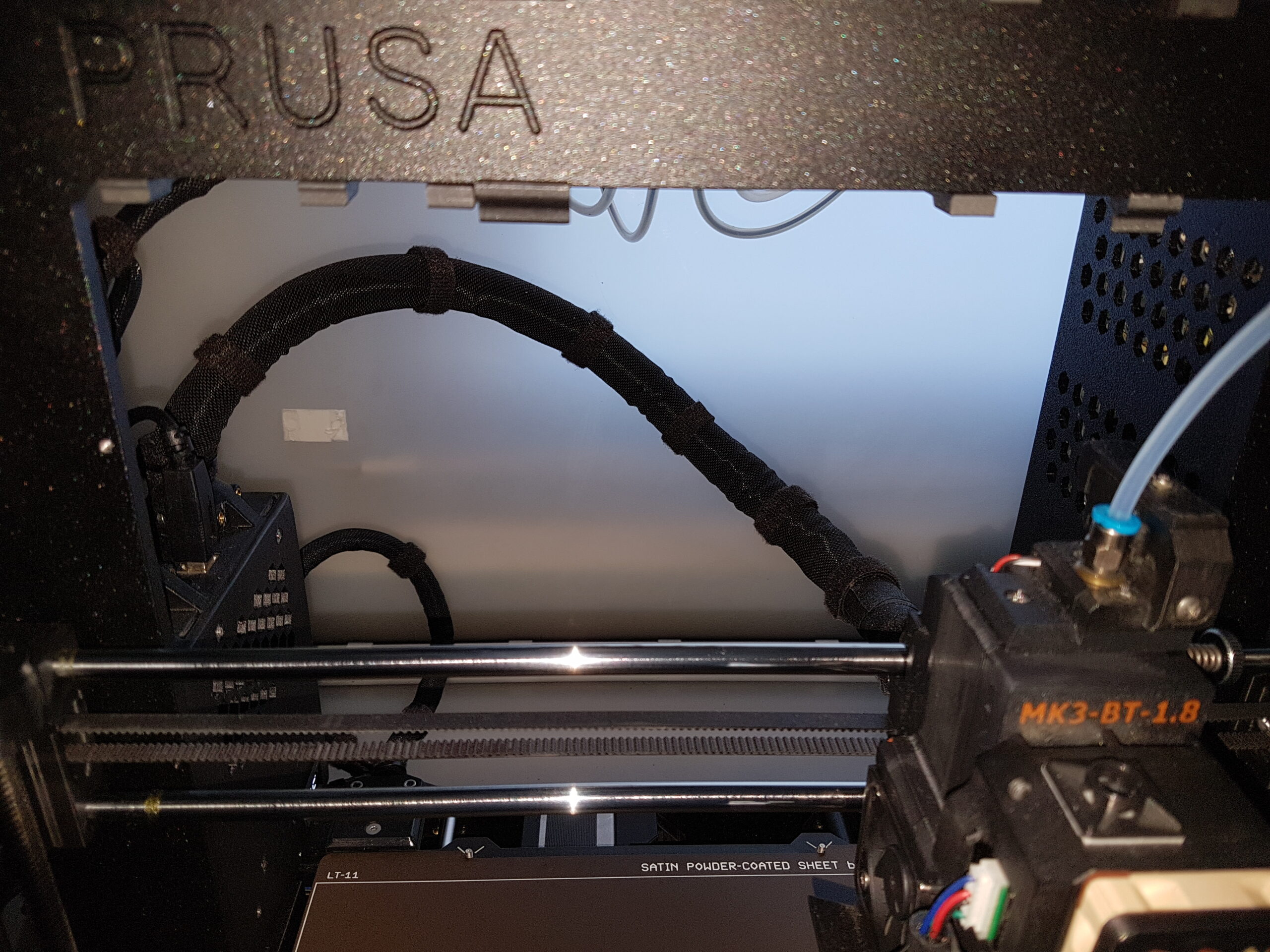
Das Problem mit dem Prusa-Logo werde ich danach angehen. Ich hatte auch schon den Verdacht, dass da - insbesondere bei kleinen Wegen - irgend etwas "hakelt", kann es aber bei den Bewegungen des Druckkopfes bisher nicht erkennen. Mir ist nicht ganz wohl bei der Führung des Kabels vom Druckkopf zur Elektronik. Das bildet eine enge Schleife (Bild), die auch über die Druckplatte schleift, wenn diese in den hinteren Bereich gefahren ist. Vielleicht muss ich das Kabel noch einmal lösen und neu verlegen?

Ich melde mich (sicher noch öfter 😊 ).
Gruß, Franz-Josef
RE: Erste Schicht und andere Probleme
Hallo Franz-Josef,
Du bist auf dem richtigen Weg und hast auch gleich gute Details geliefert.
Die Schleife im Kabelstrang zum Extruder sollte nicht sein. Wenn der Extruder ganz nach links fährt, ist der Kabelstrang ganz dicht am Gehäuse des Boards. Das ist so dicht, daß es sogar wichtig ist, die Verschlüsse der Kabelbinder richtig zu positionieren. Das schaut bei Dir aber gut aus. Um die Überlappung wegzubekommen ist es am wenigsten Arbeit, wenn Du die Klemmung am Boardgehäuse löst. Wahrscheinlich ist es am einfachsten, wenn Du alle Kabelanschlüsse des Stranges am Board löst, bevor Du den Strang drehst.
Prusa hat eine "knowledge base", die praktische Tips auch auf deutsch hat (z.B. hier). Auch gibt es von Prusa bei youtube einige hilfreiche, kurze Videos (z.B. hier). Die Andrückkraft des Extruderritzels könnte etwa passen. Im Foto sieht man, daß die Einstellschraube der Feder etwa bündig mit der Sechskantmutter in der Idlerklappe ist.
Apropos Hakeln bei kleinen Wegen: Hast Du die Linearlager gut geschmiert? Die ansonsten gute Montageanleitung liegt hier falsch. Und die Schrauben im x-carriage-back, mit dem die Lager der x-Achse geklemmt werden, dürfen nur ganz zart angezogen werden, sonst hakelt es. Ggf. mit lösbarer Schraubensicherung einsetzen.
Happy printing
Mathias
RE: Erste Schicht und andere Probleme
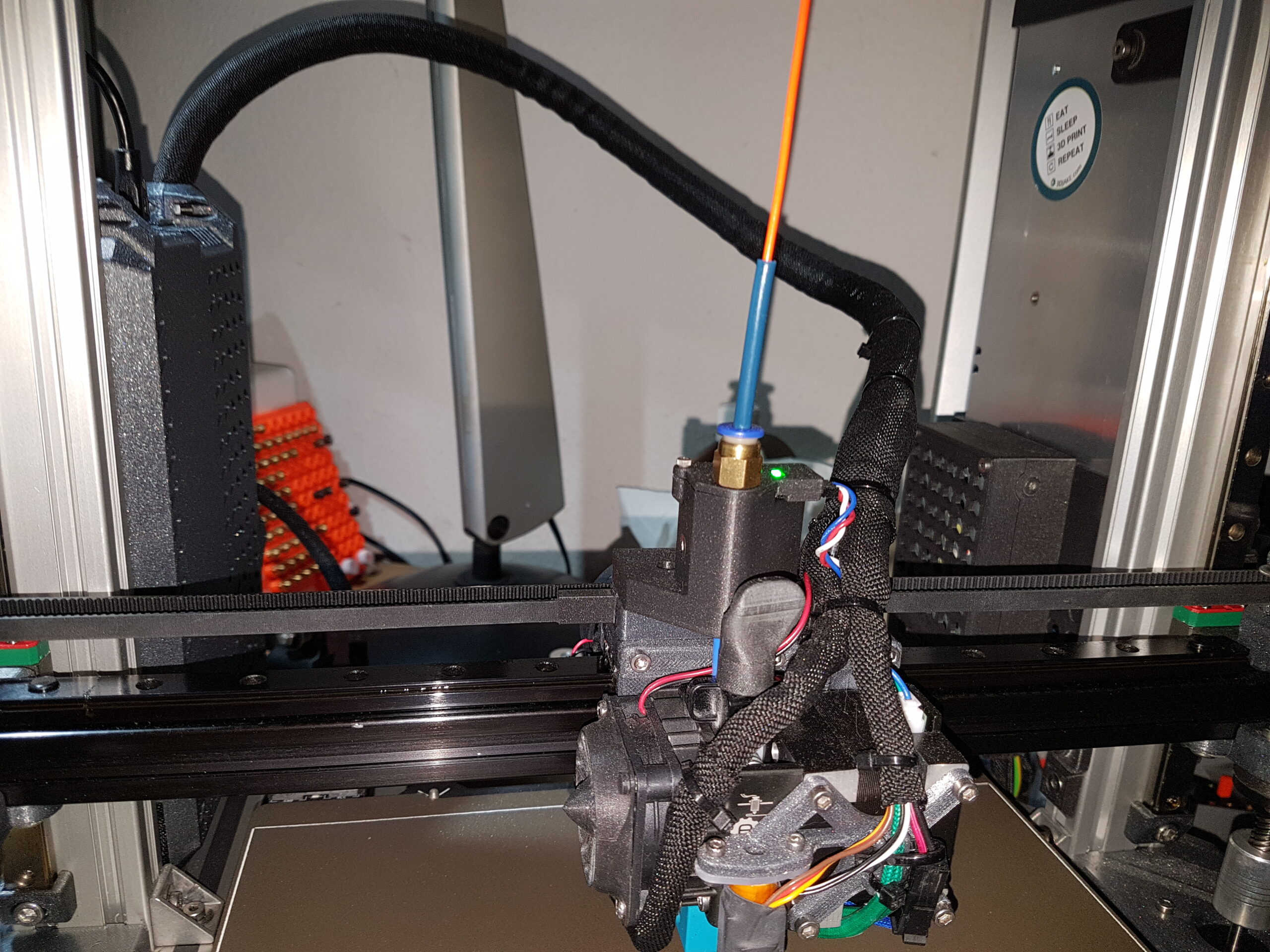
Soweit man sehen kann, hast Du das Teil sauber aufgebaut. Der Hauptstrang vom Extruder zum Einsyboard hängt jedoch stark durch und könnte evtl. Kontakt mit dem Druckteil aufnehmen. Hast Du den 3mm Nylon Strang mit verbaut? Der sollte den Strang etwas versteifen. Ich habe bei meinen Prusa Derivaten sogar 2 Stk. 3mm Nylonfilamente im Strang mitgeführt, was dann in etwa so aussieht:
Wie gesagt - immer wichtig:
sauber gereinigtes (fettlösendes Spülmittel, anschl. viel warmes Wasser, danach fuselfrei trocknen), gut geleveltes Druckbett und gut justierter Firstlayer sind die beste Vorraussetzung für einen erfolgreichen Druck.
Happy printing!
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
Vielen Dank für die Hinweise.
Hallo und Dank an Euch alle für die Tips und Hinweise und natürlich auch für das Lob für den Zusammenbau 🤗 . Ich werde also die Kabelstecker am Board nochmal lösen und das Kabel neu ausrichten. Das Nylonfilament ist mit verbaut. Ich werde dann auch die Lager schmieren. Im online manual für den Zusammenbau widersprechen sich da die Meinungen und ich bin erstmal den Kommentaren der Prusa-Mitarbeiter gefolgt, die darauf bestehen, das sei erst nach einem halben Jahr erforderlich. Mal sehen, was das bringt. Damit werde ich wohl einige Zeit beschäftigt sein, aber ich habe schon vor Beginn dieser Aktivitäten gelesen, dass 3D-Druck nichts für Leute ist, die es eilig haben.
Nur noch eine (dumme) Frage habe ich @Mathias zum x-carriage-back: Du meinst wohl die 4 Schrauben, mit denen die rückwärtige Abdeckung an der Extruder-Einheit verschraubt ist, das die Lager der x-Achse abdeckt. Ich verstehe, dass sie ggf., wenn sie zu fest sind, den freien Lauf der Lager hindern können. Aber was sind "lösbare Schraubensicherungen"?
Gruß, Franz-Josef
RE: Erste Schicht und andere Probleme
Hallo Franz-Josef,
ja, genau die Schrauben meine ich. Mit Schraubensicherung meine ich einen speziell dafür gedachten Klebstoff, wie z.B. Loctite 243 (blau). Das kennt im Allgemeinen jeder Schrauber und sowas gibt es in jedem Baumarkt. Wichtig ist, höchstens mittelfesten Kleber zu nehmen. Bei hochfestem bekommst du die Schrauben gar nicht mehr heraus. Es geht auch ohne Sicherungsmittel. Dann sollte man die Schrauben aber öfter kontrollieren. Zum Glück bleiben die auch bei voll montiertem Drucker frei zugänglich. Daher kannst Du auch jederzeit später die Schrauben einzeln herausdrehen und einen Hauch Schraubensicherung auf die ersten Gewindegänge geben, die in die Vierkantmuttern im Extruder gehen.
Um die Lager zu schmieren mußt Du sie allerdings wieder ausbauen bzw. die Wellen herausziehen. Nur von außen kommt nicht genug Schmierstoff an den Dichtlippen vorbei. Das würde ich als Erstes machen, da man dafür schon so einiges wieder auseinandernehmen muß. Das übt dann. In manchen Branchen lernen Monteure, eine Baugruppe so zu montieren, als ob sie die am nächsten Tag selbst wieder auseinanderbauen müssen. Die Schmierung wird hier im Forum auch oft besprochen.
Zumindest für die y-Achse habe ich hier vor einiger Zeit alternative Halter konstruiert und hier gepostet. Bei denen kann man die Wellen der y-Achse wieder herausnehmen, ohne deren Position zu verlieren. Da Dein Drucker noch ungeschmierte Lager hat, würde ich jedoch eher nicht drucken, bevor die kein Fett bekommen haben. Außerdem ist es anfangs sinnvoll, den Drucker im Originalzustand zu lassen, den dafür gibt es hier am meisten Hilfe.
Ein Linearlager kann schon mal rumzicken und in der oberen Welle der x-Achse hatte ich schon mal eine Riefe. Ich habe mir daher ein Paar Lager und einen Satz Wellen als Reserve besorgt. Auch das wird hier im Forum gelegentlich diskutiert.
Schöne Grüße
Mathias
RE: Bzgl. Schmierung der Linearlager
"... und ich bin erstmal den Kommentaren der Prusa-Mitarbeiter gefolgt, die darauf bestehen, das sei erst nach einem halben Jahr erforderlich."
Die Prusa MitarbeiterInnen bleiben hartnäckig auf Ihrer Meinung sitzen, dass ein Linearrollenlager erst nach einem halben Jahr geschmiert gehört. Die Linearlager sind im Auslieferungszustand lediglich mit einem Korrossionsschutz versehen, welcher nur bedingt zur Schmierung geeignet ist - siehe auch Misumi Empfehlung: https://de.misumi-ec.com/vona2/detail/110302577950/?HissuCode=LMU8 (Punkt Schmierung).
Natürlich liefert Misumi auch vorgeschmierte Varianten, was aber bei Deinen Linearlagern zu prüfen wäre. Sollten diese nicht vorgeschmiert (gefettet) sein, würde ich dringend eine Schmierung empfehlen. Nicht umsonst ließt man hier ständig von defekten Lagern und Führungswellen.
Zur Schmierung sind dünnere Fette auf Lithiumseifenbasis der NLGI Klasse 1 oder 2 geeignet. Das mitgelieferte Prusafett eignet sich z.B. gut zur Schmierung. 0.5 Gramm/Lager ist ausreichend.
Keine Meinung, sondern Tatsache -> Stahl (kein Keramik oder POM o.Ä.) Wälzlager jeglicher Form benötigen für eine zuverlässige Funktion und langes Leben eine ausreichend geeignete Schmierung. Ich bin da immer auf der Seite des Herstellers bzw. Entwicklers eines Produktes, eher weniger beim Vetrieb.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
OK
Alles klar, vielen Dank. Dann fange ich mal an, wieder alles auseinanderzubauen und schaue mal im Baumarkt wg. Loctite vorbei.
Beste Grüße, Franz-Josef
Fehldruck
Hallo zusammen,
ich habe über nacht ein Fehldruck gehabt, jetzt ist mein hotend komplett voll mit Pla und beim entfernen von den größten teilen scheint sich ein kabel gelöst zu haben... da das aufheizen nicht mehr Funktioniert und einen fehlercode anzeigt..
welche ersatzteile brauche ich bzw. hat jemand ein tip wie ich es wieder sauber bekomme?!
Danke schonmal im Voraus.
P
RE: Teile Teile Teile
So wie das aussieht hast Du ein paar Probleme mehr die es zu beseitigen gilt.
Als erstes würde ich Thermistor, Heizkartusche, Düse und Heizblock neu bestellen und austauschen.
Zusätzlich benötigst Du aber auch noch gedruckte Teile. Mindestens der FanShroud ist verklebt und verformt.
Zusätzlich ist Deine Halterung der Pinda gebrochen. Hier benötigst Du also auch Ersatz.
Beim Einbau der neuen Komponenten solltest Du auch darauf achten das Hotend richtig einzubauen. Auf dem Bild ist es verdreht.
Generell würde ich Dir in der Umgebung mit viel Schleifstaub auch zu einem Gehäuse raten.
Mindestens aber dazu den Drucker regelmäßig mit Druckluft vom Staub zu befreien.
Schlimmstenfalls hast Du sonst leitendes Material dabei und mit ein wenig Pech nachher einen "Kurzschluss" auf dem Board.
Oder die Teile sterben den Hitzetod.
Darunter leiden in vielen Laboren auch gerne mal die PC´s etc.
Ich hoffe damit kommst Du erstmal weiter.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
Danke
Super Vielen Dank für die Info´s.
dieser komische Staub den man sieht ist tatsächlich bei dem Fehldruck entstanden.
wir haben eine Gute und neu Zentralabsaugung deswegen ist es bei uns nicht staubiger als in einem Büro 🙂
giebt es zum Ausbau irgendwo videos ?
Infos
Schau mal bei Prusa in der Knowledge-Base.
Da findest Du dazu eine Anleitung und jede Menge weitere Info´s.
Eine gute Absaugung ist natürlich Top!
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
Re: Extruder reparieren
Hallo Franz-Josef,
gerade anfangs würde ich den Drucker noch nicht länger unbeaufsichtigt drucken lassen. Besser zwischendurch immer mal vorbeischauen. Damit reduziert man größere Probleme (sprich: Klumpen Filament um das Hotend) schon ganz gut, falls sich das Teil vom Bett gelöst haben sollte. Und wenn Du bei dem Druckteil nicht sicher bist, ob das funktioniert, dann frag hier.
Gut, daß der Prusa eine Fehlermeldung anzeigt statt blind zu heizen und die Bude abfackelt. Es gibt immer noch Drucker, die einen Thermal runaway ignorieren. Heizkartusche und Thermistor kann man mit einem Ohmmeter durchmessen. Die Thermistordrähte sind dünn und daher relativ empfindlich. Die der Heizkartusche sind etwas robuster. Auch wenn die Heizkartusche vielleicht noch funktioniert, würde ich eine bestellen. Sei es, weil es besonders nach längerer Laufzeit schwierig sein kann, die aus dem Heizblock heil herauszubekommen, sei es als Reserve.
Kannst Du sagen, ob sich das Hotend beim Drucken gedreht hat oder erst als Du versucht hast, es wieder sauberzumachen? Hast Du den Drucker im Normalmodus laufen lassen? Bei dem ist die Crasherkennung aktiv, beim Silentmodus nicht. Zeigt der Drucker erkannte Crashes an?
Jetzt lernst Du auch gleich, wie man ein Hotend auseinandernimmt und wieder zusammensetzt. Dazu gibt es hier im Forum auch reichlich Infos.
Es ist sinnvoll, mit PLA anzufangen und erst einmal nur damit etwas Erfahrung zu sammeln.
Wenn der Drucker wieder läuft, könnte der Prusa aber auch einen Satz Ersatzteile aus PETG für sich selbst drucken. PETG kann der Prusa gut drucken. Das drucke ich immer auf dem texturierten oder dem satinierten Blech. Bei sauberem glatten Blech haftet PETG viel zu stark. Der Fan-Shroud ist allerdings aus höher temperaturbeständigem Material, wie ASA. Da der Fan-Shroud direkt um die Düse der Hitze ausgesetzt und auch sonst exponiert ist, macht es auch bei dem Teil Sinn, einen oder zwei in Reserve zu haben.
Der Thermistor ist etwas fragil und hat recht dünne Kabel. Bitte nicht mit Gewalt einklemmen. Da der nicht teuer ist, ist einer in Reserve auch nicht verkehrt. Gerade bei den momentanen Verzögerungen in den Lieferketten kann ein fehlendes Teil einen längeren Stillstand zur Folge haben. Fairerweise bunkert man nicht unnötig viele Teile. Ich habe z.B. genau einen Thermistor in Reserve.
Überlege, ob Du PETG drucken und dafür Filament und eines der anderen Bleche ordern möchtest. Beim Extruder ist z.T. schwarz sinnvoll, damit der optische Filamentsensor gut funktioniert. Ansonsten ist die Farbe Geschmacksache.
Um Filament von einem aufgeheizten Hotend zu entfernen, verwende ich Holzstäbchen für Fingerfood (etwa 2EUR für 20 Stück) aus dem Supermarkt. Die sind nicht elektrisch leitend und man bleibt mit den Fingern weg von den heißen Teilen.
Ach ja: Im Foto sieht es so aus, als ob Du die Trapezgewindespindeln der z-Achse geschmiert hast. Die Spindelmuttern sind aus POM. Da braucht man kein Fett. Die würde ich wieder sauberwischen. Wo Du den Drucker doch ohnehin auseinandernimmst.
Du gehst bei Deinem neuen Hobby echt gleich in die Vollen.
Schöne Grüße
Mathias
Re: Extruder reparieren
@Karl-Herbert: merci
Offensichtlich zwei verschiedene Problemfäden.
Hallo Mathias,
nur zur Klärung: ich habe den thread zwar angefangen mit meinen Anfängerproblemem (erste Schicht und Prusa Logo), habe aber nichts mit den Extruderproblemem von @b-zahntechnik zu tun. Er hat sich irgendwie in diesen thread "hineingemogelt" 😉 . Das ist nicht schlimm und ich wünsche ihm viel Glück bei der Behebung seiner Schäden. Ich konzentriere mich, bevor ich weiterdrucke, auf mein Kabel und die Linearlager. Mein Druckkopf ist glücklicherweise moch nicht verklebt.
Viele Grüße, Franz-Josef
Re: Offensichtlich zwei verschiedene Problemfäden
@Franz-Josef, ja ist gut. Kabel und Lager sind ja auch schon genug Arbeit. Hast Du Schraubensicherungsmittel bekommen?
@B.Zahntechnik: Du hättest evtl. ein neuen Thread für Dein Problem anfangen können oder Dich in einen etwas Passenderen einklinken können. Ich hoffe trotzdem, daß Dir mein Post weiterhilft.
Die von mir genannten Tips sind hoffentlich allgemein nützlich.
Schöne Grüße
Mathias
Alles gut.
@Mathias: Ja, vielen Dank. Die Tips sind alle sehr hilfreich und ich bin dankbar, dass Ihr Eure Erfahrungen mit uns teilt. Loctite 243 habe ich bekommen. Mit dem Fetten der Y-Achse bin ich fertig. Heute kommen die Lager von X- und Z-Achse dran. Ich habe den mit dem Bausatz gelieferten lubricant applicator und das beiliegende Fett verwendet und laut Laborwaage, die ich rumstehen habe, in jedes Lager 0,4-0,5 g Fett gedrückt. Der Y-Schlitten läuft sehr glatt. Deshalb habe ich Hoffnung. Ich weiß noch nicht, ob das mitgelieferte Fett ausreicht. Deshalb habe ich mir neues bestellt. Da es das im Misumi Datenblatt beschriebene Fett (Alvania S2) scheinbar nicht mehr gibt, habe ich den Nachfolger "Shell Gadus S2 NLGI2" bestellt. Ich hoffe, das passt.
Gruß, Franz-Josef
RE: Bzgl. Schmierung der Linearlager
Hallo Franz-Josef,
das müsste passen. Ich bin zwar kein Fan der Fettpresse aber Hauptsache, Deine Achsen laufen gut.
Schöne Grüße
Mathias
Ratlos
Hallo zusammen,
ich bin einigermaßen ratlos. Ich bin den verschiedenen Ratschlägen gefolgt und habe
- alle Lager ausgebaut, gereinigt (Waschbenzin) und gefettet
- das Kabel vom Druckkopf zur Elektronik neu ausgerichtet. Es führt jetzt in einem großen Bogen von der Elektronik zum Druckkopf, ohne irgendein Hindernis zu berühren oder irgendwo zu schleifen.
- die Rückklappe des Hotends vorsichtig zugeschraubt und die Schrauben nur mit etwas Loctite 243 gesichert, ohne sie ganz fest anzuziehen.
Nach neuem Selbsttest (positiv) und neuer XYZ-Kalibrierung (positiv), folgte mal wieder die first layer Kalibrierung. Bei den kleinen Rechtecken der über das LCD-Menü erreichbaren Kalibrierung gab es keine Probleme:
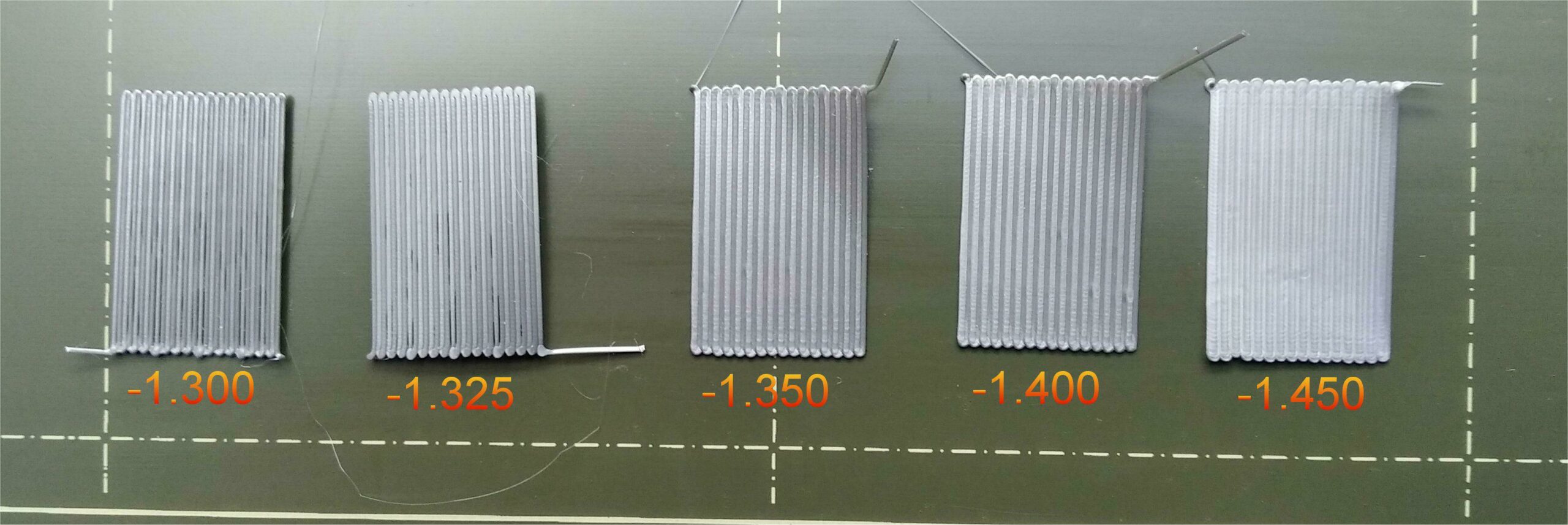
Der richtige Wert scheint hier irgendwo zwischen -1.350 und -1.450 zu liegen. In meinem Übermut habe ich dann noch einmal das Prusa-Logo ausgedruckt, war aber über das Ergebnis nicht froh. Zwar sind die Buchstaben etwas gerader als bei meinen ersten Versuchen, aber wieder zum Teil nicht richtig ausgefüllt. Ich nehme an, das ist so nicht gedacht.

Zum Schluß habe ich versucht, ob das Kalibrierquadrat aus dem englischen Forum ( https://forum.prusa3d.com/forum/original-prusa-i3-mk3s-mk3-assembly-and-first-prints-troubleshooting/life-adjust-z-my-way/), das immer empfohlen wird, sauber herauskommt und wurde bitter enttäuscht.

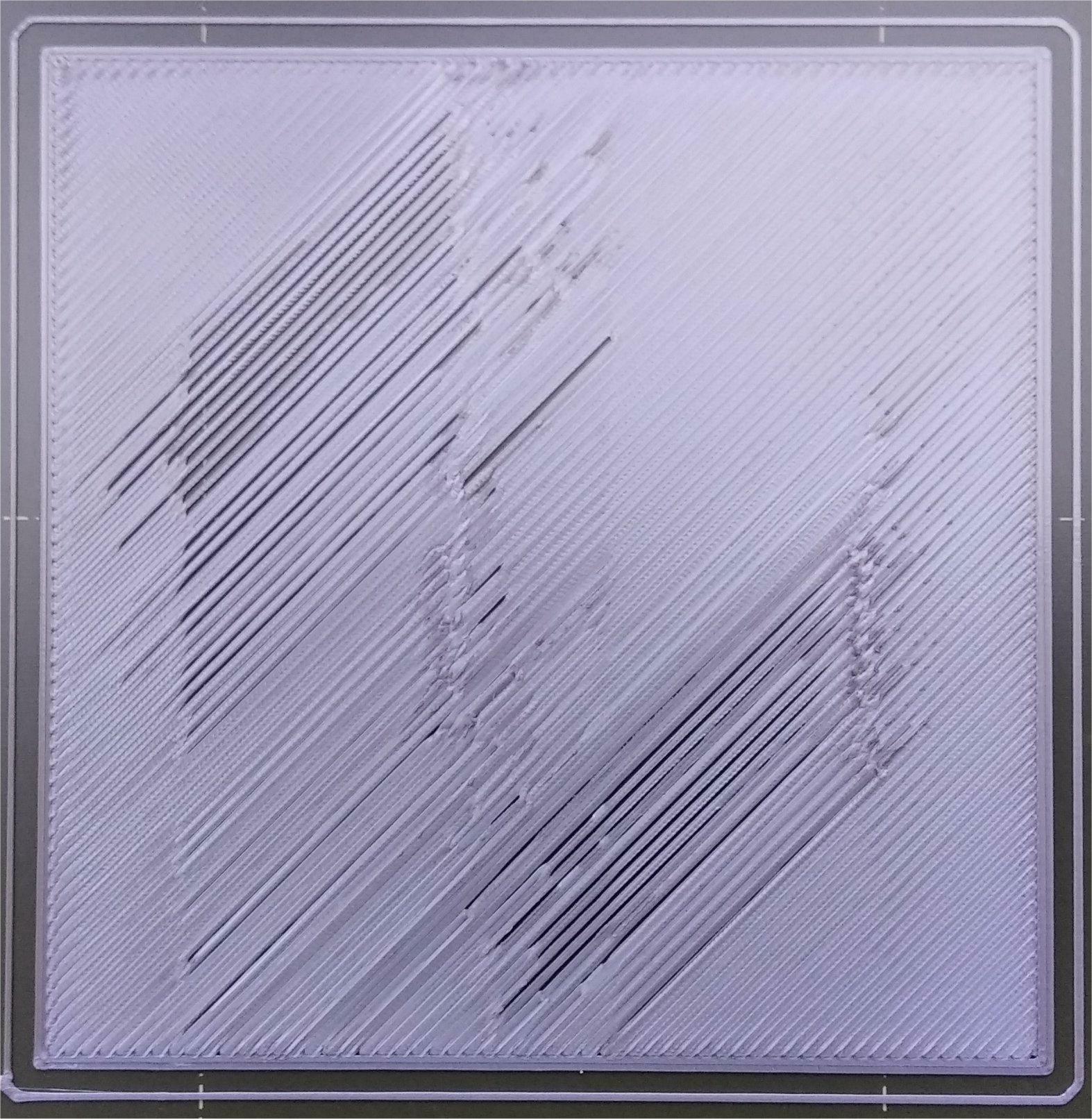
Den Ausdruck bei -1.350 habe ich nicht abgebildet, da er komplett aus nicht miteinander verbundenen Filamentfäden besteht. Das obere Bild ist der Ausdruck bei -1.400, das untere bei -1.450. Eine geschlossene Fläche gibt es im ersten Druck nur in der rechten unteren Ecke und in einem Streifen am rechten Rand. Bei -1.450 ist auch die linke obere Ecke eine geschlossenen Fläche. Der mittlere Bereich sieht bei beiden miserabel aus. Ich glaube, ich kann sehen, dass ab und zu der Extruderschlitten immer an denselben Positionen etwas ruckelt. Hier türmt sich etwas Filament auf, was im 1.450er Ausdruck ganz gut zu sehen ist. Mir fällt dazu nichts mehr ein und der Frustpegel steigt gewaltig.
Hat noch einer einen Ratschlag?
Viele Grüße, Franz-Josef