Bett Haftung ungleichmäßig
Nachdem ich der Kit zusammengebaut und liefen alle Tests fehlerfrei durch. Den Auto-Level-Sensor habe ich mittels Lehre auf 1,5 mm eingestellt. Das Leveling funktionierte einwandfrei und ich musste die optimale Layerschicht nur um 0,50 einstellen.
Der erste Druck erfolgte mit dem mitgelieferten Benchy. Dabei fiel mir auf, dass der der Drucker mehrmals mit der Meldung "Kollision" unterbrach. Dabei waren kleine Filiamentpunkt am Rand der obersten Schicht. Nach deren Entfernung druckte er jeweils weiter und beendete ihn auch vollständig.
Dann wollte ich ein größeres Modelle drucken. dann begann sich nach der ersten Schicht im hinteren Bereich das Filiament vom Bett zu lösen. Auch ein zweiter Versuch ergab nicht anderes. Allerdings habe ich auch beobachtet, dass im letzten Drittel nach hinten die Linien immer weniger hafteten und auch nicht mehr auf das Bett gedrückt wurden sondern "fast in der Luft hingen". Ein Nachmessen und Abfahren des Betts bei ausgeschalteten Steppern ergab, das im hinteren Bereich (ca 3 cm vom hinteren Rand) die Düse ca 0,5 mm mehr Abstand hatte als im vorderen. Bei korrekter Nivelierung dürfte das doch nicht sein? Kenn dieses Problem jemand?
RE: Bett Haftung ungleichmäßig
Hallo Helmut,
ich habe das gleiche Problem und bin auch auf der Suche nach guten Antworten. Ich selber Drucke ein pobliges PLA (silber) nichts besonderes. Jedoch löst es sich immer von meiner pulverbeschichteten Stahlplatte
Düsentemp 230°C
Betttemp. 60°C 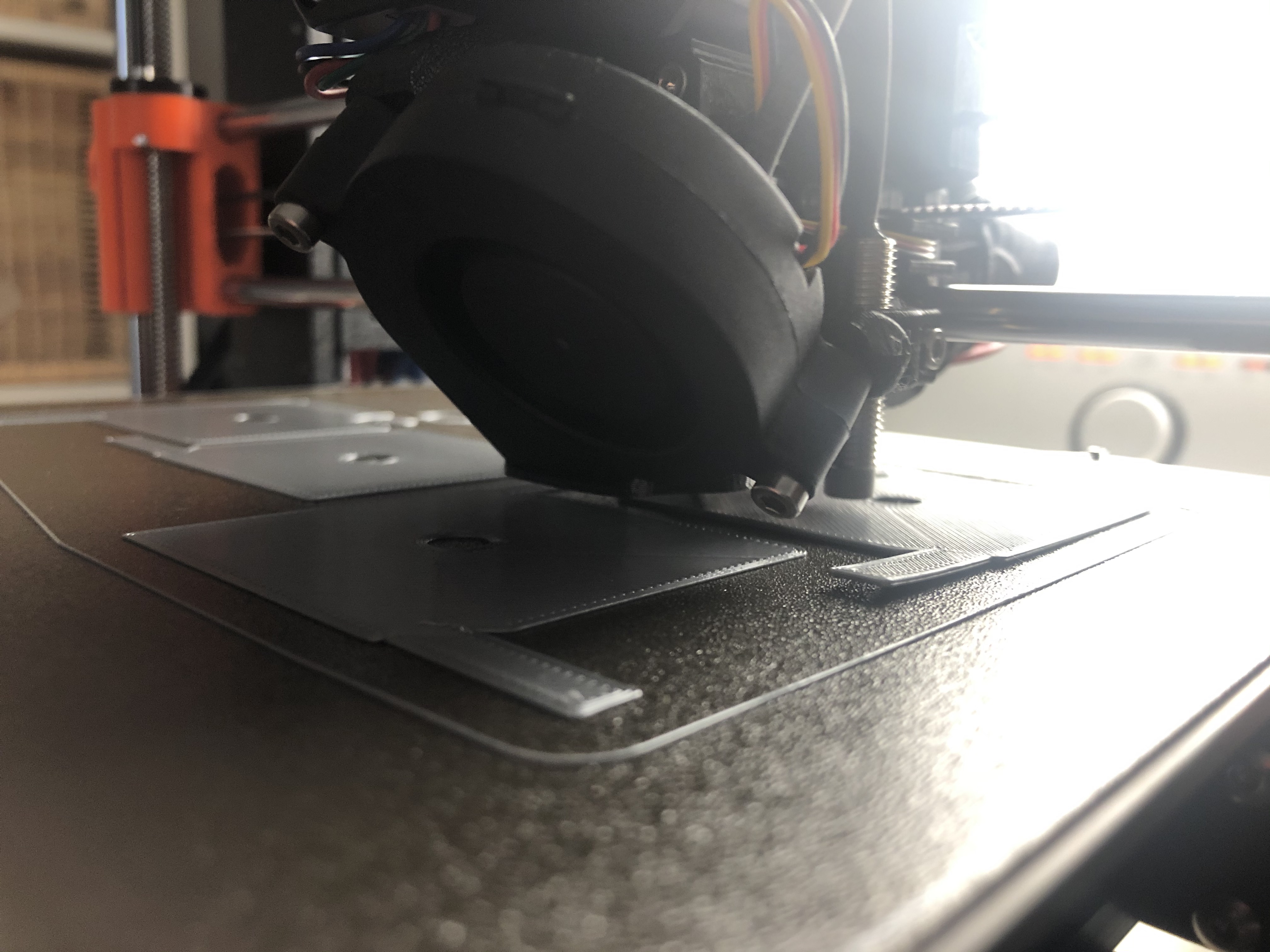
RE: Bett Haftung ungleichmäßig
Hallo zusammen,
generell haftet PLA (zumindest bei mir) auf der pulverbeschichteten Platte etwas schlechter als auf den glatten Platten.
Wichtig ist hier den "sweet spot" bei der Kalibrierung des ersten Layers zu finden. Das kann allerdings auf der strukturierten Platte schon mal erheblich abweichen von den Einstelleungen für z.B. PET oder ASA . Davon also nicht entmutigen lassen.
Auch bei der strukturierten Platte gilt allerdings das sie fettfrei sein muß.
Leider sieht man das auf der Platte nicht so gut wie bei den glatten. Bevor ihr also weiter ausprobiert solltet ihr die Platte gut mit Spüli und heißem Wasser reinigen. Danach nicht mehr auf die Druckfläche fassen!!!
Jetzt nochmal kalibrieren und den Druck testen.
Für die kalibrierung eignen sich übrigens auf der Fläche verteilte Testdrucke besser als die Prusa eigene Kalibrierung.
Sowas z.B. https://www.thingiverse.com/thing:2230659
@Daniel
Bei so kleinen Ecken an einer großen Fläche würde ich evtl. mit Brim arbeiten. Manchmal reicht es aus im 3d Programm grad kleine "Ohren" an solchen Stellen zu ergänzen um die Auflagefläche dort zu vergrößern.
Ich hoffe damit kommt ihr erstmal weiter.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Bett Haftung ungleichmäßig
Hallo Leute
Hatte das selbe Problem, der Tipp mit warmem Wasser und Spüli ist die Lösung... hab zuvor immer nur mit Isopropanol gereinigt, das hatte jedoch nicht den gewünschten Effekt, die Reinigung mit Wasser und Spüli hat Abhilfe gebracht, seit dem wasche ich das Blech Regelmässig so...
RE: Bett Haftung ungleichmäßig
Muss ich auch mal versuchen mit Wasser und Spüli, habe Gestern zum ersten mal mit dem Pulver beschichteten Platte gedruckt und mir hat es jedesmal die Drucke von der Platte gelöst. Habe dann wieder zu der unbeschichteten Platte gegriffen und keinerlei Probleme gehabt.
RE: Bett Haftung ungleichmäßig
Es gibt mehrere Punkte, welche ich bzgl. der Layerhaftung beim Drucken beachte:
1. Ebenes Bett und sauber gelevelt
2. Absolt fettfreies Medium, egal ob glatt oder pulverbeschichtet (Ich verwende Spüli, warmes Wasser und auch Isopropanol)
3. Sehr wichtig: Erster Layer optimal eingestellt (dies überprüfe ich während der Startphase regelmässig)
4. Gegebenenfalls Brim verwenden und korrekte Luftzufuhr oder Lüfter aus (PC, PA12)
5. Korrekte Temperatureinstellungen (Düse, Heizbett)....
dann sollte es bei den "Standardfilamenten" (PLA, PETG, ABS...) keine Probleme geben. Zum Leveln des Druckbettes verwende ich octoprint mit einem Meshleveling plugin 3x3 oder auch mal 7x7.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Bett Haftung ungleichmäßig
Also ich habe jetzt so ziemlich alles ausprobiert:
Mit Spüli und Wasser gereinigt
Mit Isopropanol (99.9%) gereinigt
Mit dem Z Feintuning zwischen -0.7 bis -1.3 viele versuche gefahren
Mit PETG gedruckt
Mit PLA gedruckt
verschiedene Temperaturen bei Bett und Nozzle
Brim bringt mir nichts da nicht mal die erste schicht auf dem Bett haftet
ich habe keinerlei Probleme bei dem PEI sheet.
Auf dem Texturierten Sheet bekomme ich einfach keine Haftung zustande. Ich komme nicht mal zum 2ten Layer da es mir immer den ersten löst. Ich vermute so langsam das es eher an dem Sheet liegt denn so langsam habe ich alle Tipps und Vorschläge mal durch und bin langsam am verzweifeln da ich eigentlich gern auf dem texturierten Sheet drucken würde.
Mit den Lüftern habe ich noch nicht gespielt das werd ich morgen mal Versuchen.
Mit Kleber habe ich bisher auch noch nicht gearbeitet aber ich bin der Meinung das müsste auch ohne gehen denn so wie ich das gelesen habe ist das bei den meisten das absolut letze Mittel zu dem man greifen sollte
RE: Bett Haftung ungleichmäßig
Also Kleber habe ich noch nie verwendet und dennoch eine ausgezeichnete Haftung. Manchmal so heftig, dass ich das Druckteil kaum von der texturierten Platte lösen kann.
Wenn Du alles ausprobiert hast und gar nichts geht:
- Prusa schreibt zwar, dass man Aceton nicht verwenden soll, tu ich aber trotzdem hin und wieder um die Oberfläche etwas aufzurauhen (Auf eigene Verantwortung!). Am Besten einfach an einer Ecke mal ausprobieren.
- Vielleicht hat die Beschichtung der Platte doch etwas und ich würde versuchen, nach Schilderung Deiner Probleme und der unternommenen Versuche dieses zu beheben, Prusa zu kontaktieren. Möglicherweise bekommst Du Ersatz.
Viel Glück!
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Bett Haftung ungleichmäßig
Nachdem ich der Kit zusammengebaut und liefen alle Tests fehlerfrei durch. Den Auto-Level-Sensor habe ich mittels Lehre auf 1,5 mm eingestellt. Das Leveling funktionierte einwandfrei und ich musste die optimale Layerschicht nur um 0,50 einstellen.
Der erste Druck erfolgte mit dem mitgelieferten Benchy. Dabei fiel mir auf, dass der der Drucker mehrmals mit der Meldung "Kollision" unterbrach. Dabei waren kleine Filiamentpunkt am Rand der obersten Schicht. Nach deren Entfernung druckte er jeweils weiter und beendete ihn auch vollständig.
Dann wollte ich ein größeres Modelle drucken. dann begann sich nach der ersten Schicht im hinteren Bereich das Filiament vom Bett zu lösen. Auch ein zweiter Versuch ergab nicht anderes. Allerdings habe ich auch beobachtet, dass im letzten Drittel nach hinten die Linien immer weniger hafteten und auch nicht mehr auf das Bett gedrückt wurden sondern "fast in der Luft hingen". Ein Nachmessen und Abfahren des Betts bei ausgeschalteten Steppern ergab, das im hinteren Bereich (ca 3 cm vom hinteren Rand) die Düse ca 0,5 mm mehr Abstand hatte als im vorderen. Bei korrekter Nivelierung dürfte das doch nicht sein? Kenn dieses Problem jemand?
0.5mm ist viel zuviel. Du musst das Bett besser nivelieren. Ich habe meins auf Druckfedern, anstatt auf Alubuchsen gelagert und habe somit die Möglichkeit die Höhe an neun Punkten zu justieren. Damit erreiche ich eine Ebenheit bis zu 0.05mm Genauigkeit.
Prusa schreibt:
How to use Bed Level Correction
Starting from firmware 3.5.2, the adjustment limit is +/- 100 microns (μm) instead of +/- 50 microns (μm) in the previous versions. Even 20 microns can make a huge difference, so when using this function, make small incremental changes. Just like in the Live-Z adjust, negative values lower the nozzle closer to the heatbed.
Wenn also die max. Korrektur bei 0.1mm liegt, bist Du immer noch 0.4mm daneben und somit erklärt sich auch die schlechte Layerhaftung. Schau, dass Du das Bett mithilfe eines Lineals und einer Messuhr ausebnen kannst. Wenn Du keine Messuhr hast, kannst Du auch einen 1mm Blechstreifen als Fühler verwenden und an mehreren Positionen die Abstände zwischen Düse und Druckbett kontrollieren. Ein Erfolg wird sich aber nur einstellen, wenn auch die Führungen der X- und Y-Achsen ordentlich ausgerichtet sind.
Gutes Gelingen!
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.