Stützstruktur für Ei
Hi
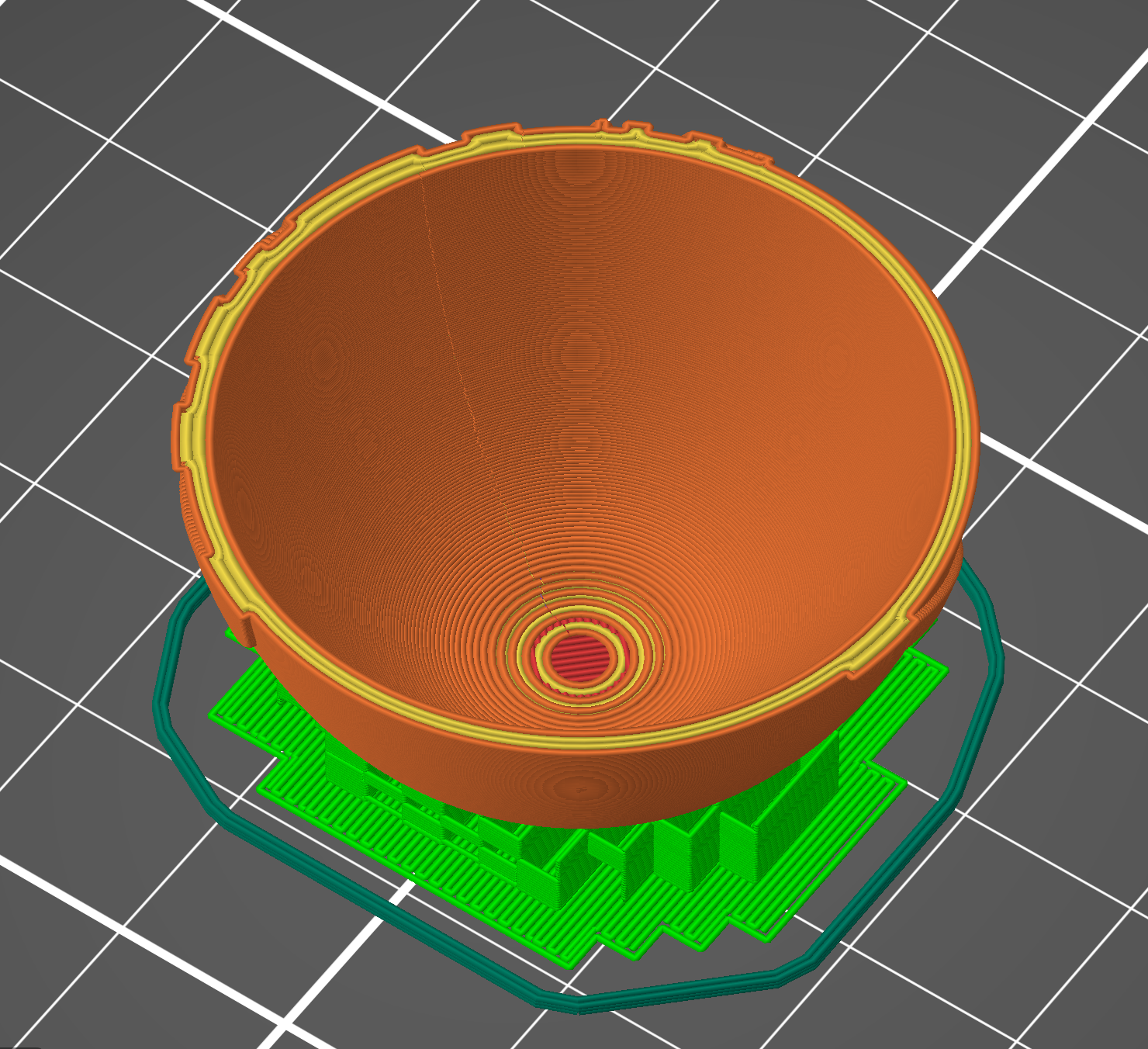
Ich möchte eine eiförmige Rassel mit PLA drucken. Da es keine plane Fläche hat, braucht es unten eine Stützstruktur. Leider wird die Oberfläche im Bereich der Stützstruktur sehr unschön. Ich verwende Aufmalstützen und 2 Brimschichten und habe mit Gitternetz und organisch probiert, gleiches Resultat (siehe Bild, Unterseite des Drucks). Ich drucke mit Original Prusa i3 MK3S+.
Geht das besser? Bin dankbar für Tipps für optimale Einstellungen.
Grüsse, Thomas
 ,
,
RE: Stützstruktur für Ei
Hallo Thomas,
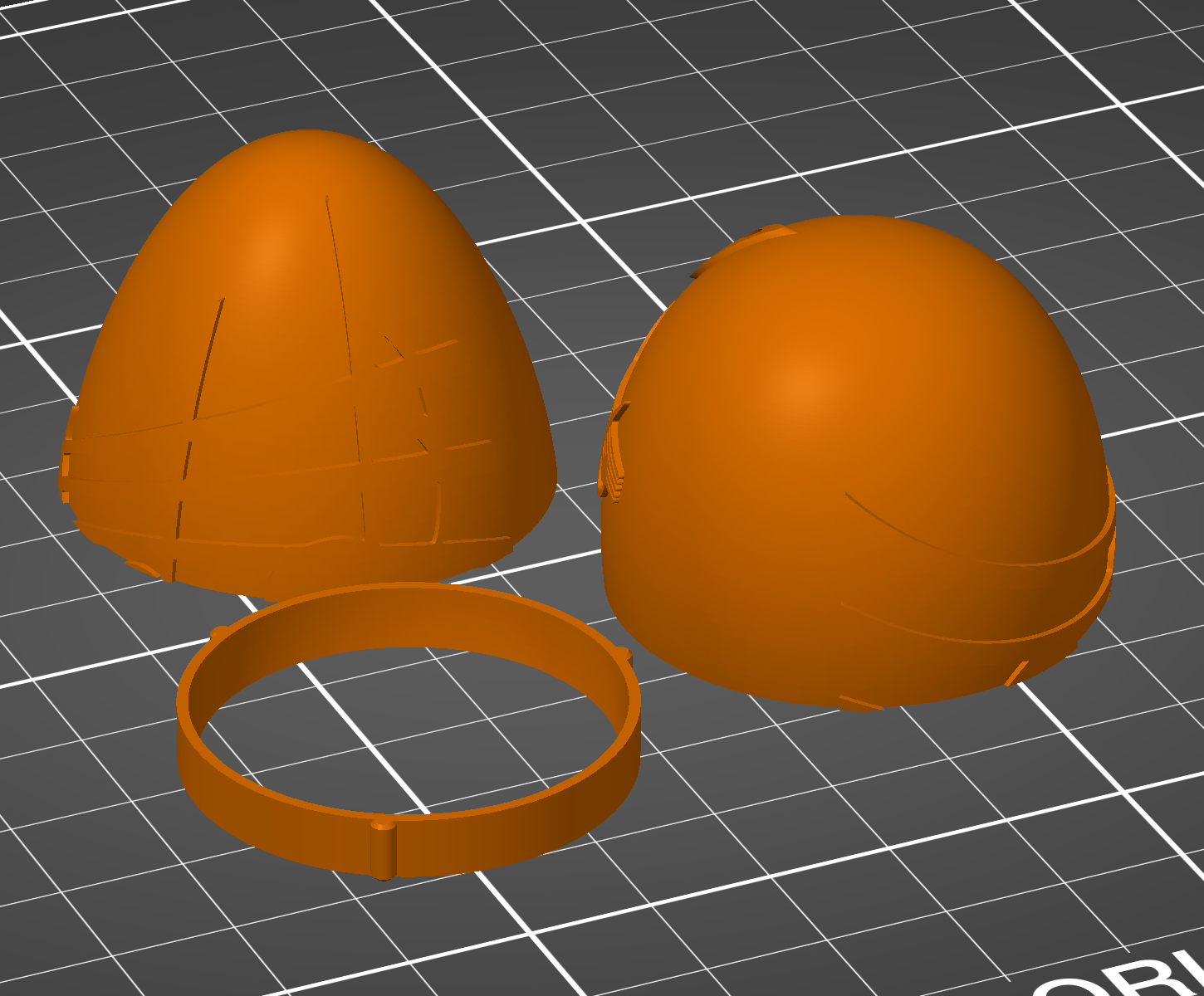
Bei solch "runden" Objekten sollte man ggf auf eine 2/3-Teilige Aufteilung zurückgreifen.
Grundkörper an einer Stelle aufteilen, Zum Wiederverbinden der beiden Hauptteile innen je einen halben Ring ausschneiden
Den ganzen Ring dann, etwas kleiner skaliert Drucken ( damit er in die ausgeschnittenen Ring-Furchen der beiden Hauptteile passt)
Gruß Luke
RE: Stützstruktur für Ei
Hallo Luke
Vielen Dank für den Tipp. Da das Ei innen hohl ist und die Wandstärke nur 1.8 mm beträgt, bin ich nicht sicher, ob das dann gut verbunden werden kann. Könnte ich aber mal versuchen
Gibt es Optimierungsmöglichkeiten bei den Einstellungen für die Stützstruktur?
Grüsse, Thomas
RE: Stützstruktur für Ei
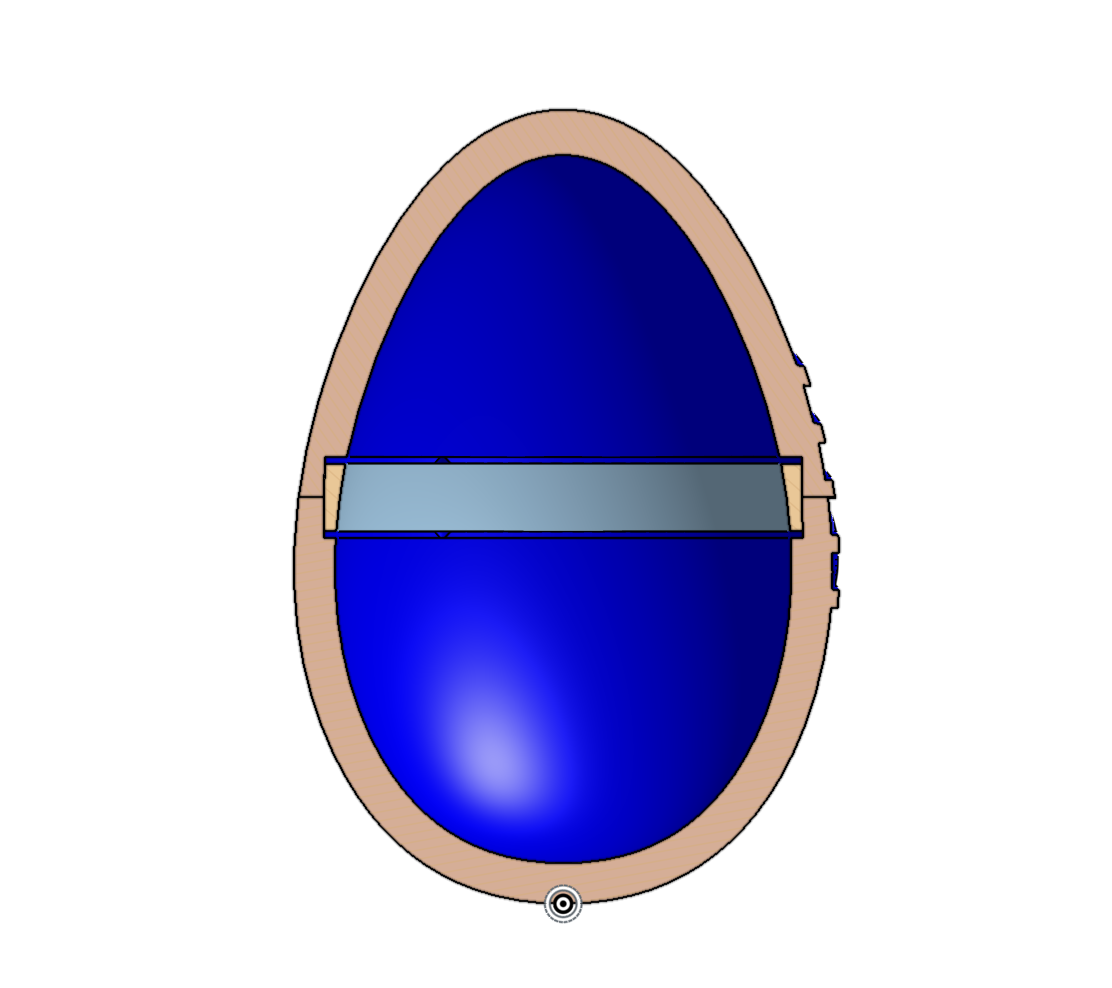
Ok , dann solltest du an der Stelle, wo Du das "Ei" trennen möchtest einen Verstärkungsring Innen vorsehen min. 3mm Breit min. 5mm Hoch/je Teilstück
Der Extra VerbindungsRing, der innen am Verstärkungsring anliegt min 3mm stark 10mm Hoch, ggf
kann man an diesem auf halber Höhe noch eine kleiner umlaufender Zapfen am Ausen-Radius anbringen - in dem Verstärkungsring
jeweils die Hälfte Invers einbringen, dann kann der Verbindungsring nicht falsch eingesetzt werden.
Du hasst eine gerade Fläche an jedem Teilstück fürs Druckbett.
RE: Stützstruktur für Ei
Wenn ich das Teil anschaue, so ist das oben (vermute, daß es die Unterseite, beim Druck, war?) recht "löchrig". Das hängt mit den Überhangwinkeln zusammen - weshalb du ja schon Support gewählt hast. Das hilft aber nur bezüglich dem "auf Position halten", nicht jedoch bezüglich den Strukturellen Verbindungen an sich...! Ich vermute mal, du hast nicht mehr wie 4 "Bottom" und "Top" Layer, oder? Bei Kugeln oder annähernd Kugeln ist das aber viel zu wenig! Versuche da mal jeweils 8 oder mehr Layer. Damit wird deutlich früher angefangen, geschlossene Flächen zu bilden - damit wird die Problematik massiv entschärft - auch wenn es vom Druck her etwas langsamer sein möge - schnell und Mülleimer ist nicht wirklich schneller... 😉 Generell, je Runder und größer der Durchmesser, desto mehr muß man die Deckschichten erhöhen, um diesem entgegen zu wirken.
Gruß, Digibike
RE:
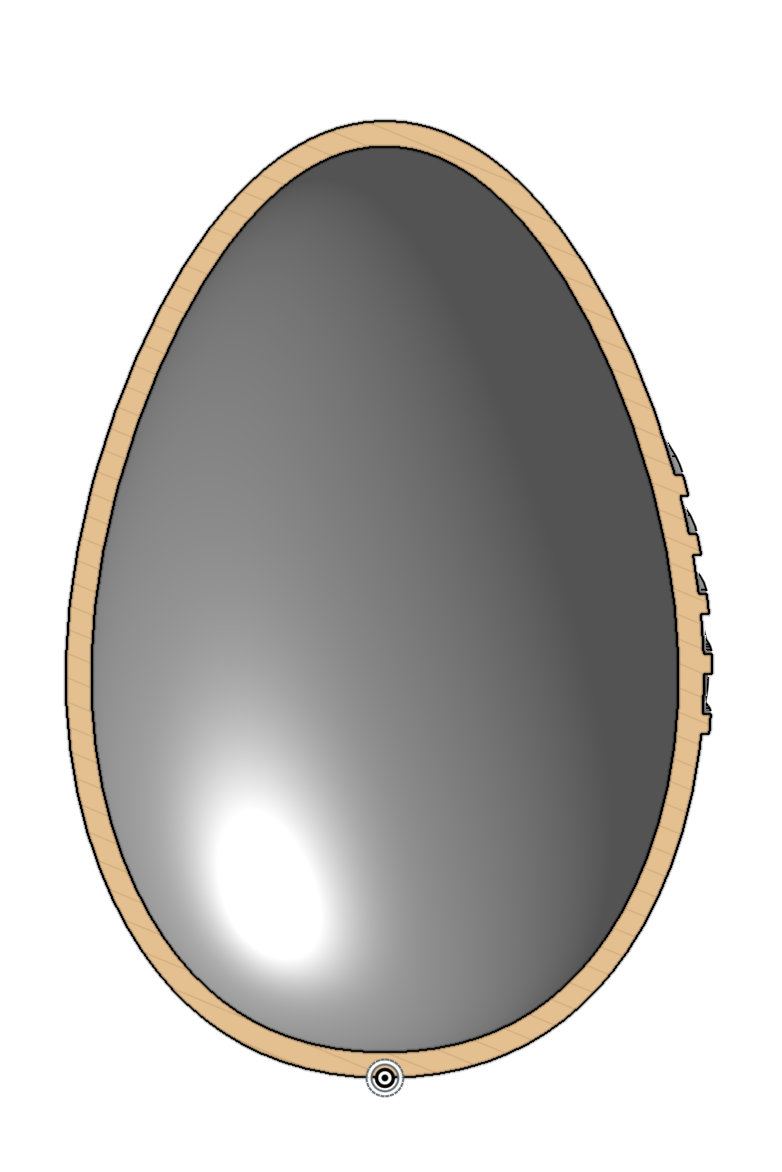
@NorbertW: Danke für die Idee. Das Problem ist aber, dass die Wand des Hohlraums glatt bleiben sollte, damit die Kügelchen der Rassel ungehindert bewegt werden können.
RE: Stützstruktur für Ei
Danke für den Tipp. Leuchtet mir ein, Bottomlayer erhöhen werde ich gerne mal versuchen. Vielleicht muss ich die Dicke am Boden schon im Modell erhöhen, was die Funktion nicht beeinträchtigen sollte. Oben wird es mit Standarteinstellungen perfekt.
Wenn ich das Teil anschaue, so ist das oben (vermute, daß es die Unterseite, beim Druck, war?) recht "löchrig". Das hängt mit den Überhangwinkeln zusammen - weshalb du ja schon Support gewählt hast. Das hilft aber nur bezüglich dem "auf Position halten", nicht jedoch bezüglich den Strukturellen Verbindungen an sich...! Ich vermute mal, du hast nicht mehr wie 4 "Bottom" und "Top" Layer, oder? Bei Kugeln oder annähernd Kugeln ist das aber viel zu wenig! Versuche da mal jeweils 8 oder mehr Layer. Damit wird deutlich früher angefangen, geschlossene Flächen zu bilden - damit wird die Problematik massiv entschärft - auch wenn es vom Druck her etwas langsamer sein möge - schnell und Mülleimer ist nicht wirklich schneller... 😉 Generell, je Runder und größer der Durchmesser, desto mehr muß man die Deckschichten erhöhen, um diesem entgegen zu wirken.
Gruß, Digibike
RE: Stützstruktur für Ei
Ich werde noch was anderes versuchen, nämlich die Anzahl Perimeter von 2 auf 10 erhöhen, damit im unteren Bereich die Wand massiv wird. Im mittleren Bereich ist die Wand bereits mit 2 Perimeter massiv. Was meint ihr?
RE: Stützstruktur für Ei
Danke für den Tipp. Leuchtet mir ein, Bottomlayer erhöhen werde ich gerne mal versuchen. Vielleicht muss ich die Dicke am Boden schon im Modell erhöhen, was die Funktion nicht beeinträchtigen sollte. Oben wird es mit Standarteinstellungen perfekt.
Damit hast du doch schon die Erklärung... Deine 1,8 mm Wandstärke sind doch schon ausreichend - wobei die Wandstärke am besten ein vielfaches des Verwendeten Extrusion Width sein sollte (vermute mal 0,42 oder so? ). Dann wärst bei Wandstärke 1,68 mm und 4 Perimetern ohne Infill... Wenn es oben paßt, aber unten nicht, bleibt nicht viel Gründe, oder? Die Auflagefläche, bei so extremen Überhängen, sind heftig - zeichne dir mal im CAD die Bahnen nach - hast ja die Layeranzahl.. Da siehst, das die letzten Bahnen bzw. unten die ersten Bahnen, so gut wie nur noch an den vorher gehenden Layer "drangebabbt" sind... So gut wie keine Überlappung mehr. Und unten kommen da mehrere Punkte zusammen, die dir einen "Strich" durch die Rechnung machen: 1.) Überhang, der dringend abgestützt werden muß, um nicht der Schwerkraft zu folgen - ist zwar oben auch, aber oben geht es nach Innen und stützt sich irgendwo gegenseitig etwas noch ab - unten geht es außen ins "Nichts"... 2.) Fehlender Lüfter, da man die ersten Layer den Bauteillüfter i.dr. zwecks Haftungsproblemen beim punktuellen auskühlen des Heizbettes vermeiden möchte... Damit ist das Material aber länger heiß und damit noch "beweglich"... Und, da alle guten Dinge bekanntlich 3 sind, hast du unten eine deutlich verzögerte Auskühlung, aufgrund deutlicher indirekter Wärmeeinstrahlung: Dein Heizbett strahlt Wärme nach oben ab...
Das sind die 3 wesentlichen Punkte, warum es oben noch gut ist, aber unten komplett verhaut... PLA könnte man auf kaltem Heizbett, mit Hafthilfe, drucken - damit wäre die Abkühlzeit im unteren Layer auch verkürzt. Bei anderen Materialien ist es weniger gut möglich, aber PLA bekommt man ohne Heizbett gut gehandelt... Ach ja, aber der Punkt gilt generell und wäre der 4.te: Je länger eine Hitzequelle auf eine Stelle einwirkt, desto mehr Wärme-einstrahlung bewirkt Sie auch indirekt - schau mal, wie lange Sie im größten Radius in einem Bereich bleibt (Layerzeit), und wie lange Sie am Anfang und Ende, mit den engen Radien, in einem Bereich bleibt - Da kommt die Wärme nur gaaaanz schlecht weg, weshalb es bei solchen Teilen hilfreich ist, 2 davon z.b. gleichzeitig zu drucken - damit muß der Drucker bei jedem Layer von dem Bauteil weg und das andere Drucken, bevor er weiter kann... Es gibt zwar noch die Option, daß man vor gibt, wie lange er min. pro Layer brauchen muß - daß führt dazu, daß der Slicer schaut, wo die Zeit pro Layer zu kurz wird und entsprechend das Tempo in dem Layer etwas einbremst, um auf die min. Zeit zu kommen, aber hilft dir, in dem Fall, nicht wirklich viel weiter, weil du dann zwar langsamer fährst, aber mit der selben Temperatur im selben Druckbereich - damit reduziert sich die einwirkzeit der Indirekten Wärmeeinstrahlung, in dem Fall, kein bischen... Das ist nur sinnvoll, wenn ein Modell dünne Wände hat und relativ große Wege - da kann er auf den Wegen die "Zeit" verbraten". Wenn er aber zentriert um einen Punkt arbeitet - tja, dann zirkelt er halt langsamer um den Punkt. aber sonst ändert sich nicht wirklich viel für den Kunststof...
Gruß, Digibike
RE: Stützstruktur für Ei
Ich werde noch was anderes versuchen, nämlich die Anzahl Perimeter von 2 auf 10 erhöhen, damit im unteren Bereich die Wand massiv wird. Im mittleren Bereich ist die Wand bereits mit 2 Perimeter massiv. Was meint ihr?
Perimeter auf 10? Dachte, du hast 1,8 mm Wandstärke?! Da bist bei 4 Perimetern... Aber davon ab, bei Kugel oder halbkugelartigen Flächen, bedarf es eine Erhöhung der Top oder Bottom, nicht der Perimeter
RE: Stützstruktur für Ei
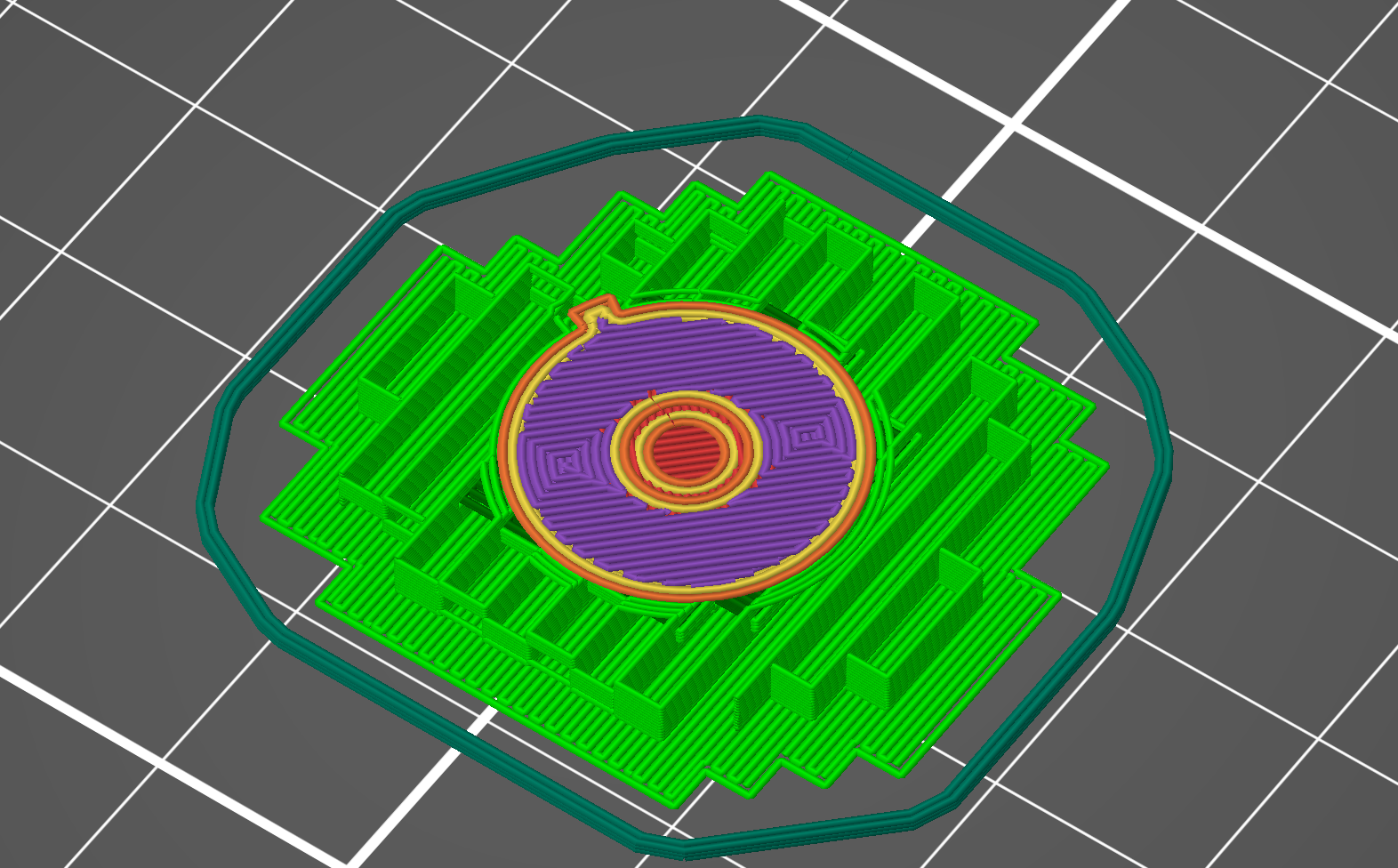
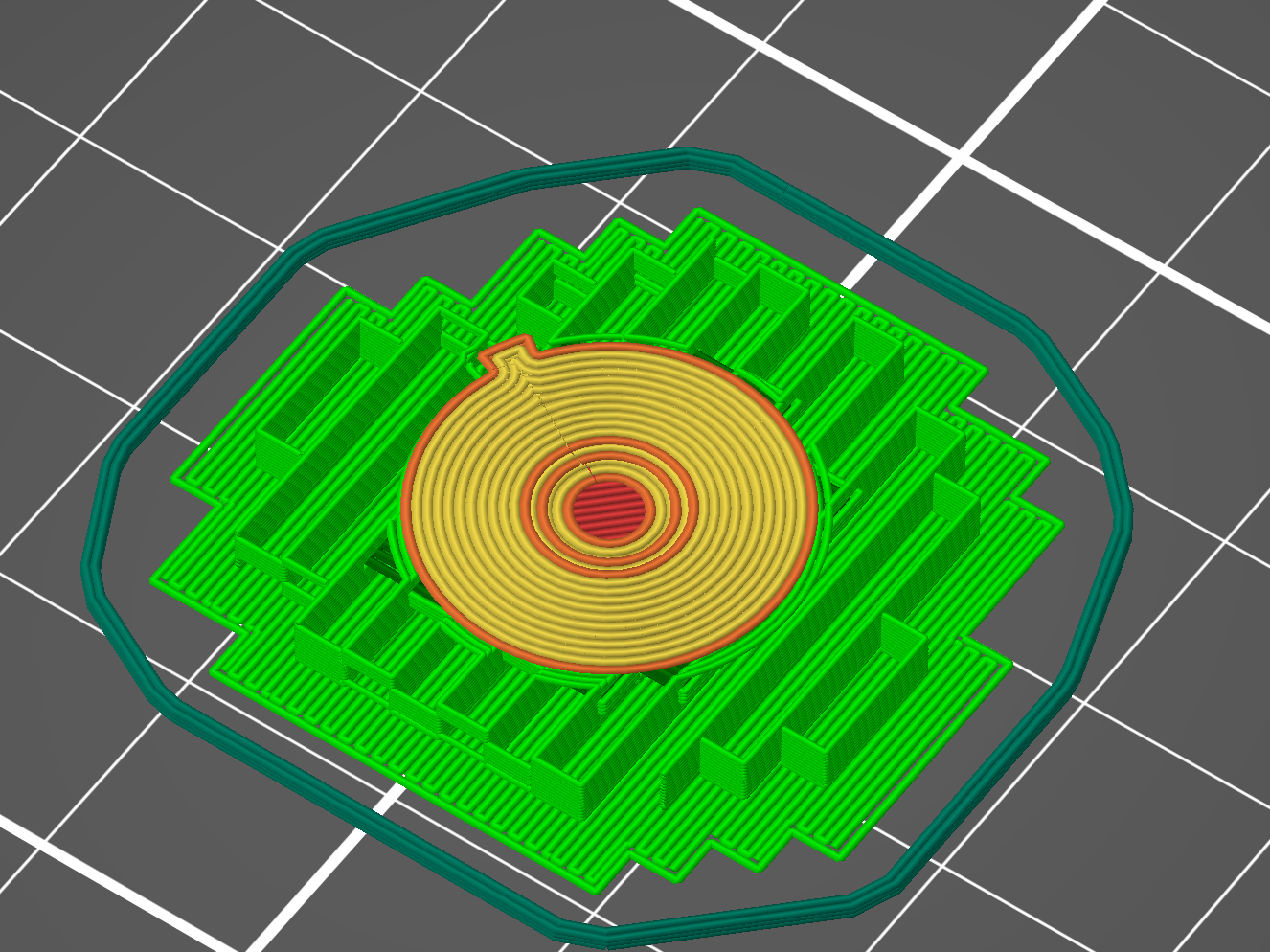
Da der horizontale Wanddurchmesser im unteren Bereich deutlich breiter wird, verbessern mehr Perimeter die Stabilität des Aufbaus der Wand. Mehrere von innen nach aussen gedruckte kreisförmige Bahnen scheinen das Problem des durch die Krümmung gegebenen Überhangs besser zu stabilisieren als parallele Bahnen (Bottom-Layer resp. Infill) innerhalb von nur 2 Perimetern. Das konnte in der Vorschau im Slicer auch deutlich sichtbar gemacht werden (leider sitze ich gerade nicht vor dem Slicer, um bildlich zu zeigen). Das gedurckte Resultat ist auf jeden Fall signifikant besser.
RE: Stützstruktur für Ei
Das ist schon klar. Je feiner die Schichthöhe, desto weniger "aggressiv" müssen Überhänge gewählt werden. Je Dicker die Wände, desto größer die Auflagefläche. Was mich etwas Irritiert: Du redest von 1,8 mm Wandstärke und dann wieder von 2 Perimetern? Was für eine Extrusion Width? was für eine Layerhöhe? Welche Düse? Wieviel Infill?
Gruß, Digibike
RE: Stützstruktur für Ei
Mit Wandstärke meine ich die Schalendicke des hohlen Eis. Die horizontale Ausdehnung der Wand beträgt natürlich nur im mittleren Bereich diese Schalendicke (habe mich getäuscht, war nicht 1.8, sondern 1.6 mm). Unten ist die horizontale Ausdehnung viel breiter resp. sogar durchgehend. Bei Versuchen zeigte sich, dass die Verwendung von mehr Perimetern im unteren (heiklen) Bereich den Aufbau stabiler und damit die Oberfläche schöner machte. Ich hoffe, die Bilder verdeutlichen, was ich meine.
Da ein Versuch mit einer Schalendicke von 3 mm eine bessere Akustik ergab, versuche ich jetzt noch, wie oben vorgeschlagen, einen Druck von zwei Halbschalen mit Verbindungsring. Ich werde berichten, wie das gelingt.
RE: Stützstruktur für Ei
Hier noch wie versprochen das Resultat des angepassten Designs. Mit einer dickeren Schale und Druck als 2 Halbschalen mit Verbindungsring wurde das Resultat nun (fast) perfekt. Die Verbindungsstelle ist nicht ganz unsichtbar zu kriegen.
Gelernt: Abstützungen von Aussen-Wölbungen sollten tunlichst vermieden werden. Oder man müsste mit löslichen Stützstrukturen drucken können...
Vielen Dank für die Ideen und Unterstützung!