Probleme mit Fillamentum ASA
Hallo,
nachdem ich mit PLA sehr gute Drucke erzielt habe, habe ich mir eine Rolle ASA von Fillamentum bestellt, da ich dafür auch die Settings im PrusaSlicer habe.
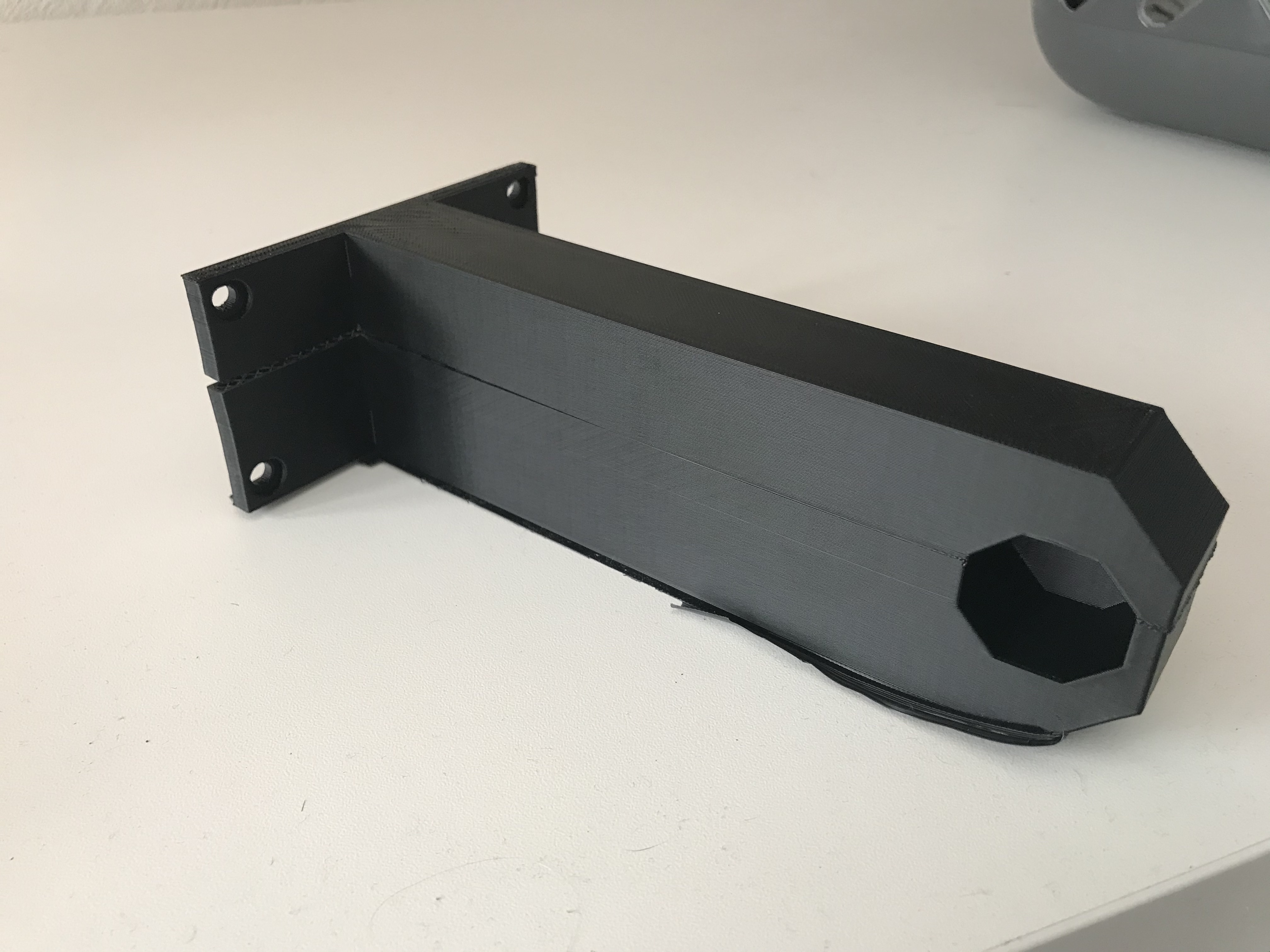
Ich brauchte eine Halterung für meine Gardena 8-Kant-Gerätestange. Aus PLA ist diese wegen den hohen Temperaturen im Gerätehaus total verformt.
Leider habe ich es nicht geschafft auch nur ein Bauteil ohne Probleme damit zu drucken. Entweder das Teil löst sich vom Druckbett ab und ist verbogen oder es verbiegt sich ein Layer ca. mittig vom Bauteil und man kann es deshalb einach in 2 Teile brechen.
Ich habe es mit 2 Layern Raft und 10mm Brim versucht. Leider ohne Erfolg.
Hat hier jemand Erfahrung mit ASA oder einen Vorschlag zu einem Alternativmaterial für mich, das mit höheren Außen-Temperaturen auskommt?
Ich wusste, dass es schwieriger und mit höherem Aufwand zu drucken ist, mit solch großen Problemen habe ich aber nicht gerechnet.



RE: Probleme mit Fillamentum ASA
@joesch
Hallo und willkommen im Prusa User Forum.
Für Anwendungen im Außenbereich ist ASA schon die richtige Wahl. ASA ist aber ähnlich schwierig zu drucken wie ABS. Ab einer Bauhöhe von ca. 2 - 3cm ist ein geschlossener Bauraum wichtig, da das Material, ähnlich wie ABS, zum Warpen neigt und sich dadurch vom Druckbett löst. Im mittleren Bereich beginnen die Schichten leicht zu reißen, von unten heiß (Druckbett), von oben heiß (Hotend), in der Mitte kühlt es ab und schrumpft, dabei entstehen mech. Spannungen im Material. Beim Filamentum ASA ist mir zudem eine recht schlechte Schichthaftung aufgefallen, Filamente von anderen Hersteller verhalten sich da stabiler. Meine Druckparameter zu dem ASA sind:
Heizbett >110°C, bei größeren Bauteilen 115°C, da das Heizbett zu den Rändern leicht 15° kühler wird. Also volle Kanne beim Prusa.
Hotend ca. 240°C
Druckgeschwindigkeit etwas reduzieren (ca. 20% langsamer) gegenüber ABS oder PLA.
mind. 8mm Brim einschalten, besonders bei großen Bauteilen, die Druckplatte excellent reinigen vor dem Druck und eine perfekte 1. Schicht ist Pflicht damit das Teil gut auf der Platte haftet.
Weniger Infill beugt auch dem Warping durch die Temperaturunterschiede etwas vor, die Kräfte innerhalb des Materials werden etwas reduziert.
Für deine Anwendung müsste aber auch PETG noch ausreichend sein, ist zwar nicht Geschirrspülmaschinen fest, wie z. B. ASA und ABS, aber für Draußen, auch im Sommer, durchaus wärmebeständig 75°C-80°C und belastbar.
Viel Erfolg.
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Probleme mit Fillamentum ASA
p.s.
Wegen der hohen Temperatur vom Druckbett würde ich nicht die glatte Druckplatte nehmen sondern wenn Du eine hast, die strukturierte PC-Sheet. Unter der Folie der glatten Platte bilden sich bei hohen Temperaturen verstärkt Blasen, die sich von unten auch am Bauteil abbilden.
Die PC-Sheet eignet sich auch gut für PETG Filament.
Holger
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Probleme mit Fillamentum ASA
Danke Holger-S3 für deine ausführliche Antwort.
Mir war nicht bewusst, dass ein geschlossenes Gehäuse hierfür Vorraussetzung ist bzw. ein fehlendes diese Probleme verursacht, da der Prusa ja auch kein Gehäuse hat. Ich dachte, dass dies hauptsächlich aus optischen Gründen und wegen des entstehenden Geruchs von machen Leuten drum herum gebaut wird.
Hast Du ein Gehäuse? Wenn ja selbst gebaut?
An PETG habe ich auch schon gedacht, aber ebenfalls noch keine Erfahrung damit. Braucht man dafür nicht unbedingt ein Gehäuse?
Ich habe die glatte Oberfläche, dann werde ich gleich mal die strukturierte bestellen
Gruß Joesch
RE: Probleme mit Fillamentum ASA
Hallo Joesch,
PETG druckt sich gut ohne zusätzliches Gehäuse, für ABS und ASA ist ein Gehäuse eigentlich Pflicht, ab einer gewissen Druckhöhe. Es gibt sicherlich noch weitere Filamente die sich in warmer Umgebung besser drucken lassen. Für PLA gilt das nicht, da gehört die Tür vom Gehäuse weit geöffnet. Mein Drucker steht in der Werkstatt in einem Server-Schrank, Bilder findest Du in diesem Thread.
Die strukturierte Platte ist sicherlich eine gute Investition, recht langlebig und stabil, auch bei höheren Temperaturen.
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Probleme mit Fillamentum ASA
gefällt mir sehr gut mit deinem Server-Schrank. Tolle Lösung 👍 👍 👍
RE: Probleme mit Fillamentum ASA
Hey Joesch,
ich habe mich gestern nacht auch einmal an ASA (Prusament) gewagt und mit den entsprechenden voreinstellungen im Prusa Slic3r gearbeitet.
HotEnd auf 260°C und Bett auf 110°C (First Layer auf 105°C).
Ich habe ebenfalls kein Gehäuse für meinen MK3S und habe deshalb einen Hohlzylinder mit nur einem Layer Wandstärke um den eigtl. Druck gesetzt* (vgl. https://blog.prusaprinters.org/asa-prusament-is-here-learn-everything-about-the-successor-to-abs_30636/ unter "How to Improve the quality of prints and eliminate defects").
Wichtig beim Druck ist auf alle fälle, dass der Lüfter, welcher das bereits Extrudierte Filament an der Nozzle kühlt, nicht auf voller Leistung läuft. Bei Prusament ASA ist hier die voreinstellung 20% Lüftergeschwindigkeit. Viele empfehlen allerdings auch den Lüfter komplett abzuschalten, das variiert wohl je nach Filament.
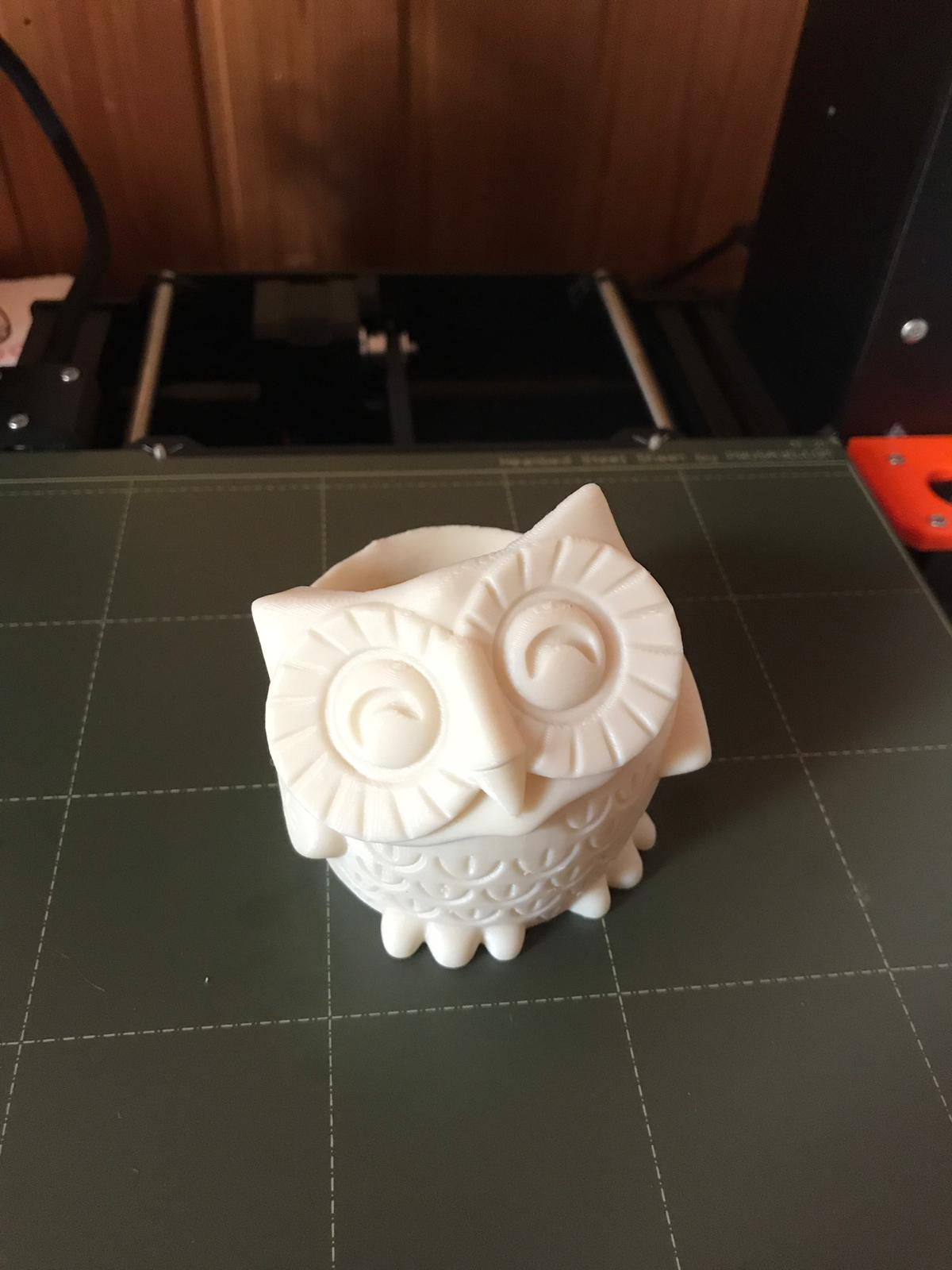
Die empfehlung das Bett mit Textur zu verwenden habe ich leider überlesen aber bei mir ging die Figur rückstandslos vom Smooth Sheet.
Mit warping hatte ich bei diesen Einstellungen auch keine Probleme.
Wenn du bei ASA bleiben willst versuch es vielleicht mal mit den Prusament ASA Voreinstellungen.
Ansonsten könnte für deine Anwendung auch PETG ausreichend sein, wie Holger schon geschrieben hat.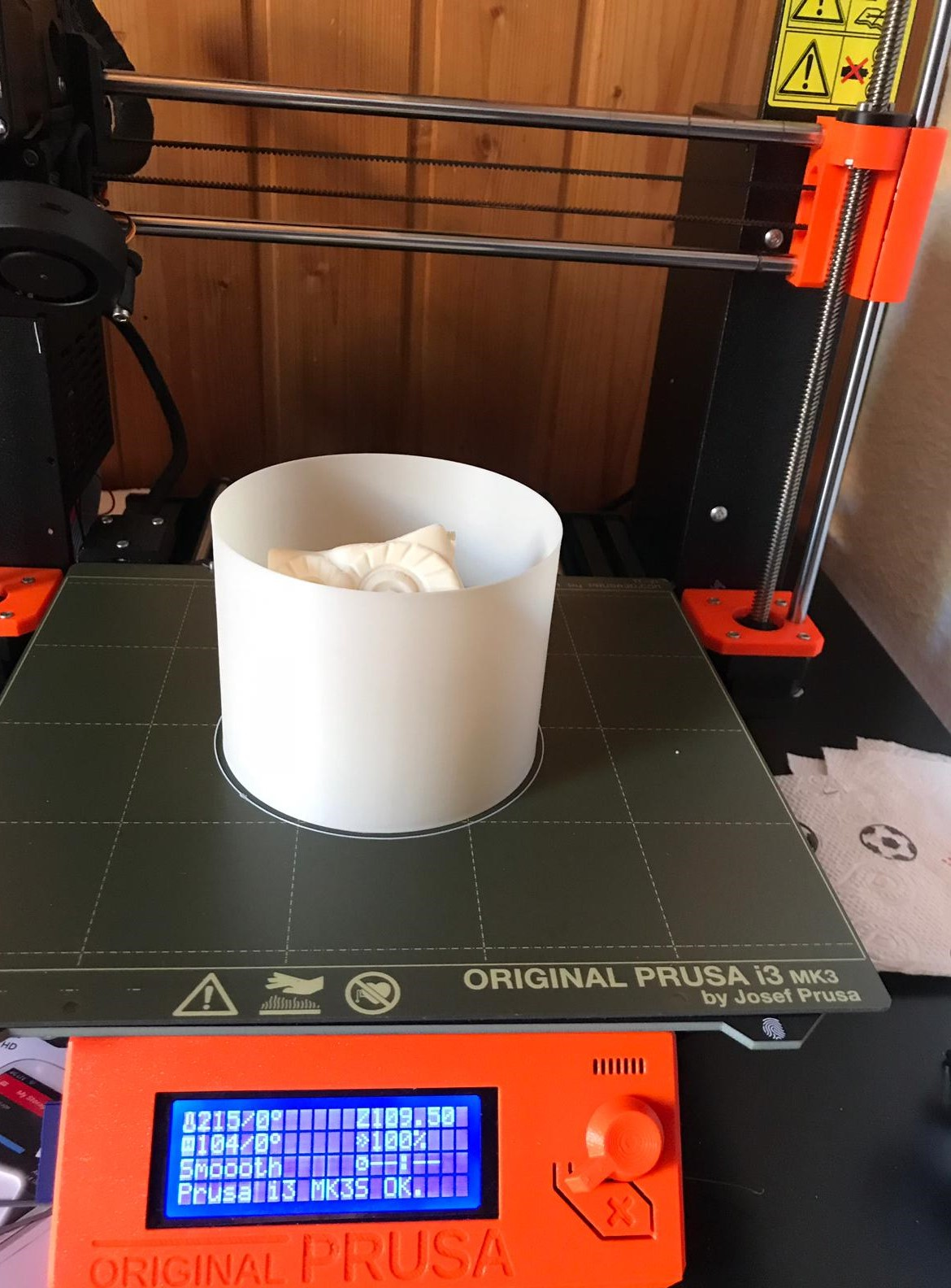
 *
*
(0.2mm Layer height, 25% Infill, Support Musterabstand 3mm)
Um den Hohlzylinder einzufügen kannst du einfach im Slicer Rechtsklick-->Form hinzufügen --> Zylinder
Rechtsklick auf den Zylinder und Infill, sowie Schichten und Konturen anklicken
Anschließend kannst du rechts unter "Abweichende Objekteigenschaften" Infill auf 0% Setzen und unter "Schichten und Konturen"
Unten 0, Konturen 1, Decke 0.
Viel Erfolg 😉
RE: Probleme mit Fillamentum ASA
Hallo ich habe das Problem bei ASA von Prusa das es während dem Duck sehr gut haftet, aber nach dem abkühlen beim lösen vom Druckbett sich jedesmal verzieht...
Ich habe bisher im Temperaturbereich 250-270 grad gedruckt und jedesmal das gleiche Ergebnis gehabt...
Ich habe mir zusätzlich ein ASA von einem anderen Hersteller besorgt um auszuschließen das es am Filament liegt, das andere Filament kommt nächste woche.
Habt ihr eventuell noch Tipps für mich ?

RE: Probleme mit Fillamentum ASA
Versuch mal weniger heiß zu drucken. Ich verwende das ASA Galaxy black von Prusa recht viel und habe damit kaum Probleme mit Verzug. Allerdings ist das Material recht spröde im Vergleich zu PETG.
Düsentemp. habe ich auf 240 Grad C. und Bett Temp. auf 105-110 Grad C. eingestellt.
Das Filament haftet auf dem heißen Bett recht gut und beginnt sich bereits bei einer Abkühlung auf 75-80 Grad C. zu lösen. Bei Raumtemp. lässt es sich fast vom Druckbett pusten. Idealerweise das Bauteil am Drucker auskühlen lassen und nicht die heiße Platte vom Drucktisch nehmen.
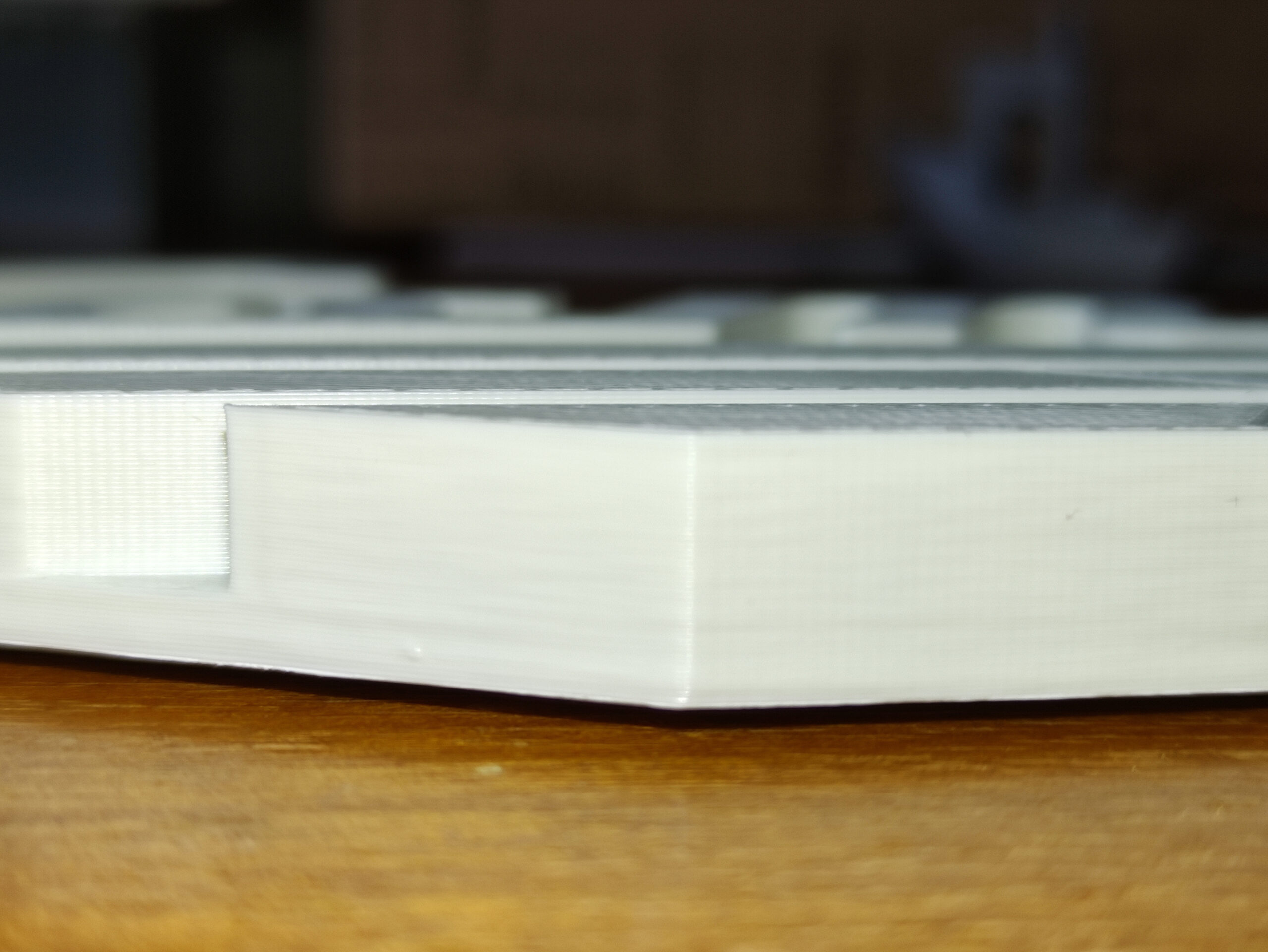
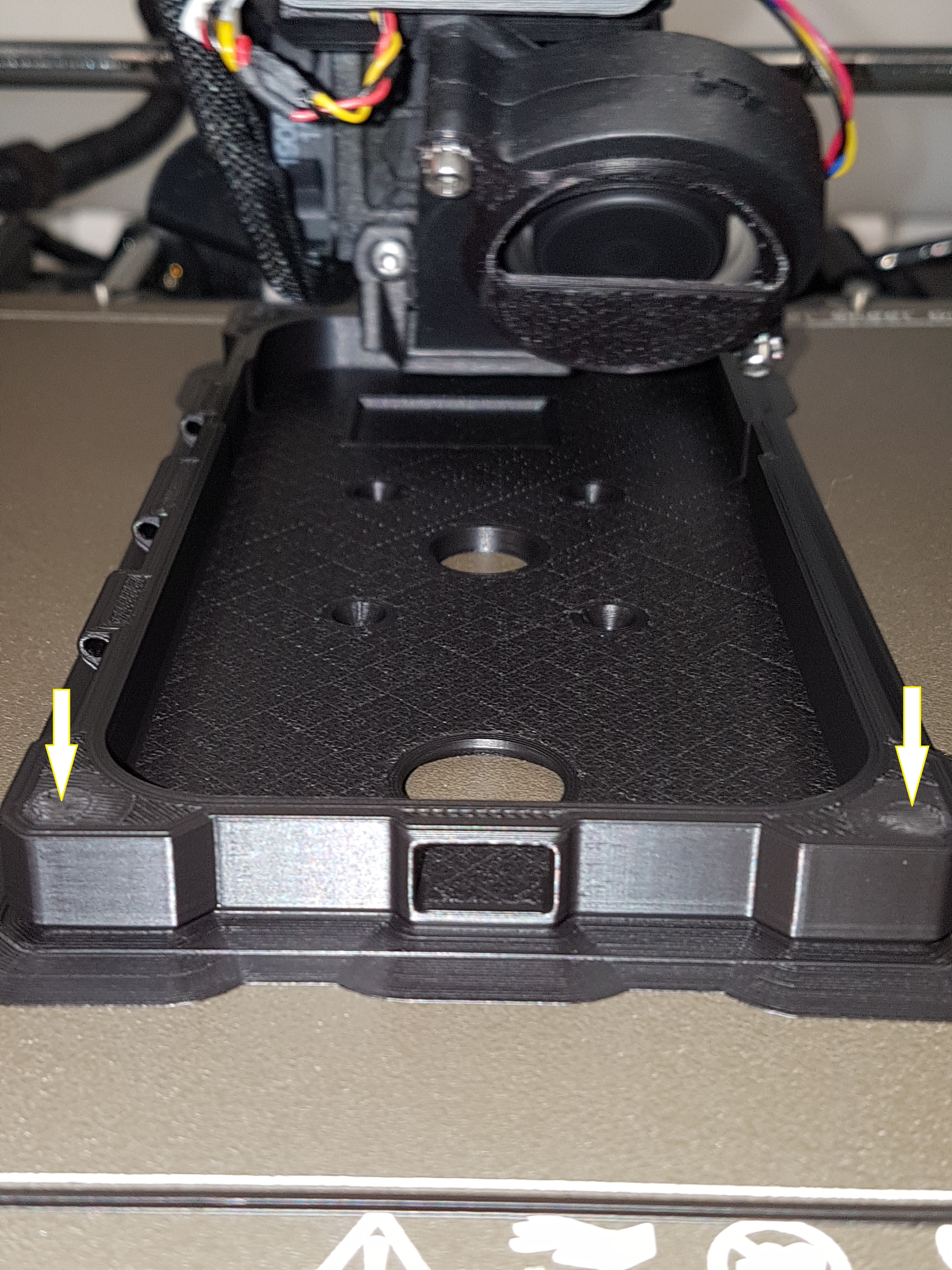
Hier ein Beispiel eines Druckes auf dem MK3 im Gehäuse bei 40 Grad C. mit Pause und Magnetinserts:
und dem Mini ohne Gehäuse:
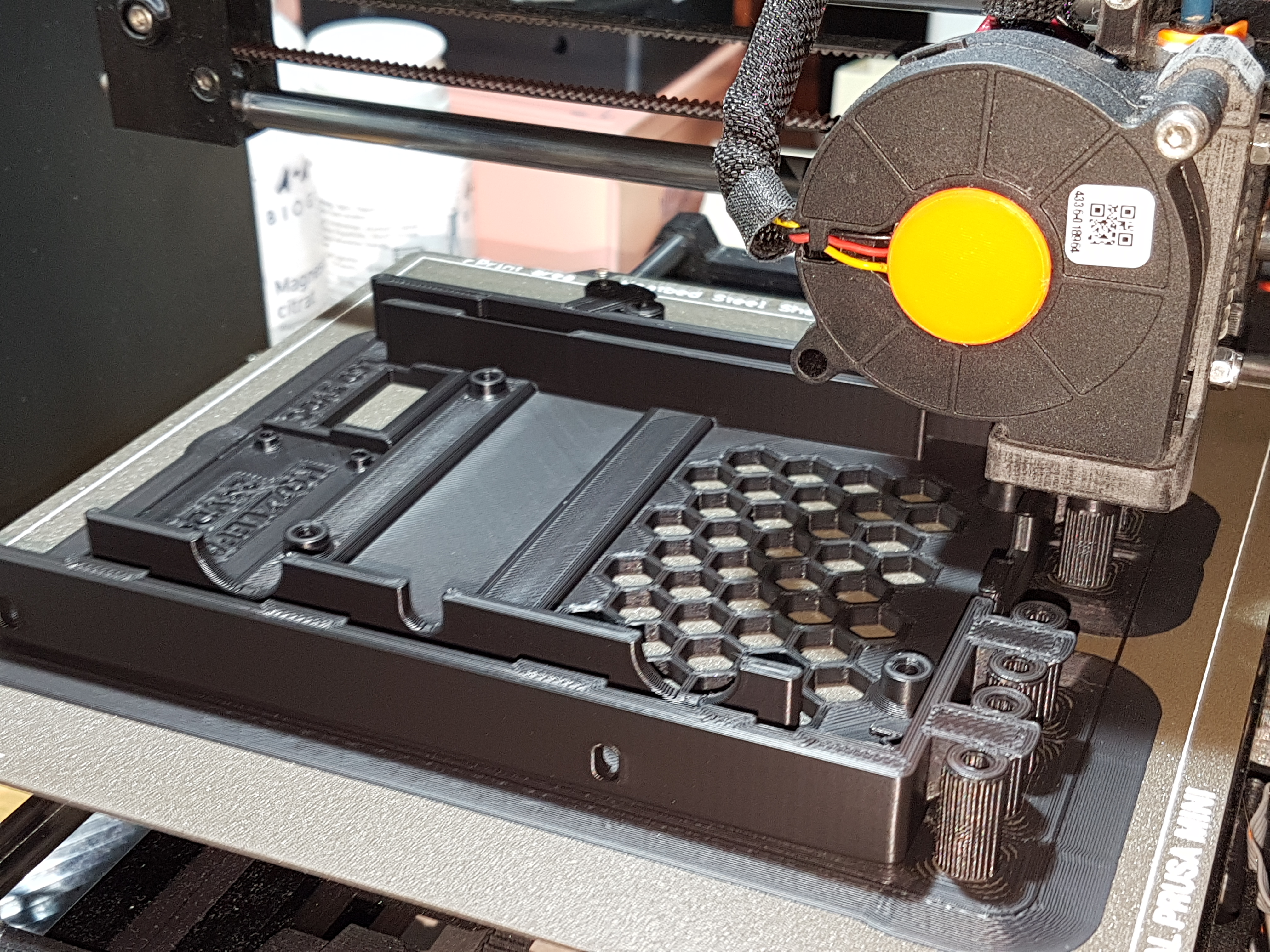
Warping bzw. Verzug hielt sich in Grenzen.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Probleme mit Fillamentum ASA
Hallo, das klingt sehr gut, ich habe mich bisher an die vorgeschriebenen Temperaturen von prusa gehalten asa 260+-10 Grad.
Ich werde es mal mit 240 probieren morgen.
Und dir antworten ob es was bewirkt hat oder nicht.
Vielen Dank für die schnelle Antwort
RE: Probleme mit Fillamentum ASA
Hallo, das klingt sehr gut, ich habe mich bisher an die vorgeschriebenen Temperaturen von prusa gehalten asa 260+-10 Grad.
Ich werde es mal mit 240 probieren morgen.
Und dir antworten ob es was bewirkt hat oder nicht.
Vielen Dank für die schnelle Antwort
Servus,
ist zwar schon fast ein Jahr her, aber du wolltest noch Bescheid geben ob es geklappt hat. 😎