PETG verlaufende Aussenkontur und Naht
Moin zusammen,
ich mache gerade die ersten Schritte im 3D-Druck und erhalte bei meinem ersten eigenen 3D-Modell ein Fehlerbild das möglicherweise gar nicht mit dem Drucker oder dem Filament zusammenhängt.
Bisher waren alle Drucke mit PLA erfolgreich und auch mit PETG wurden gute Ergebnisse erzielt (i3MK3S+ / Prusa Slicer - Standard-Einstellungen 0,1mm/ Prusament PETG /glatte PEI-Platte).
Wie im Forum oft beschrieben haftet PETG eher zu gut, das Filament läuft aus Düse etwas nach und ist insgesamt etwas klebiriger (neigt zum Stringing insbes. nach erster Düsenentleerung auf dem Weg zum zur ersten Schicht des 3D-Modells.
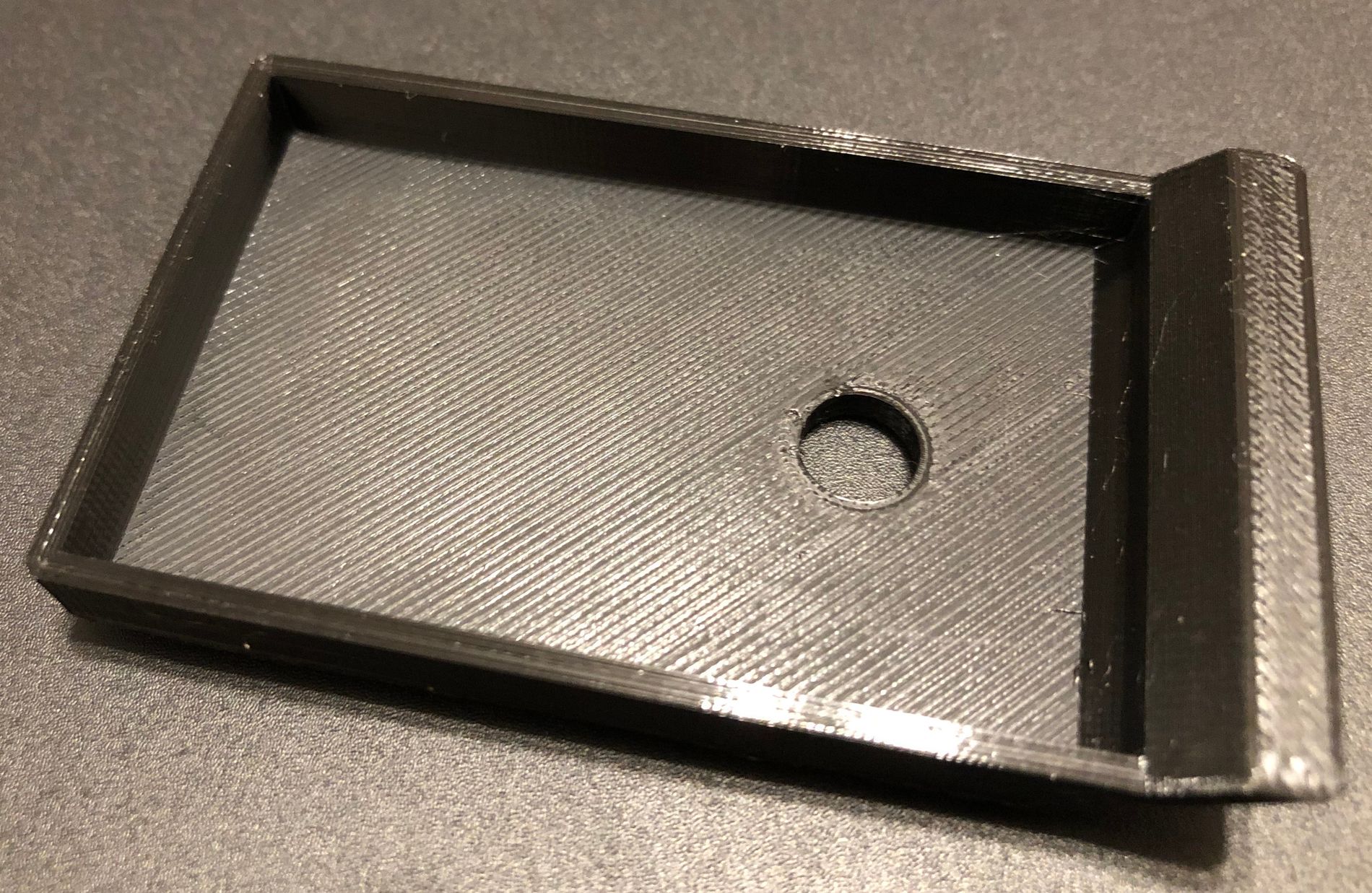
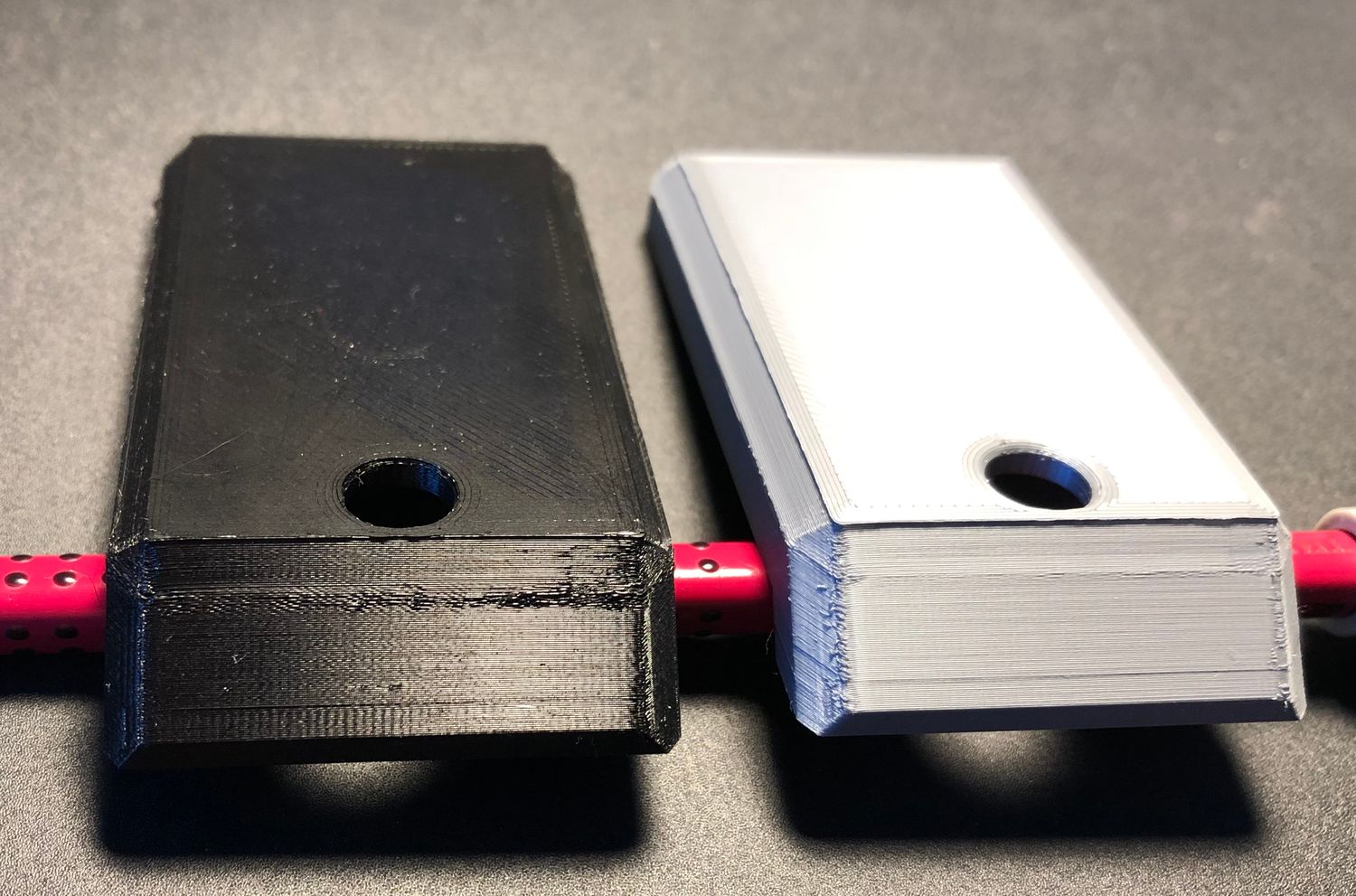
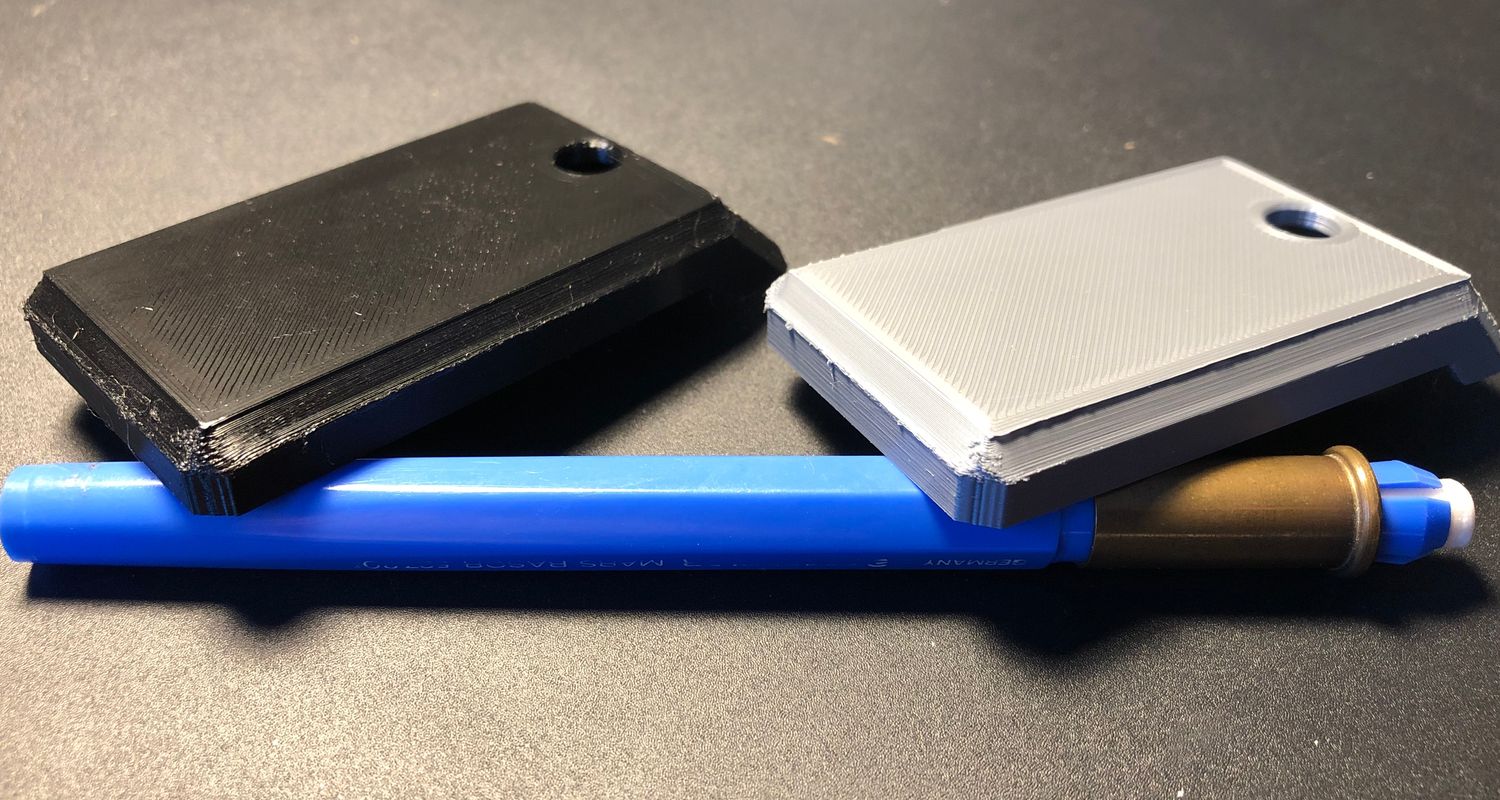
Das 3D-Modell wird wie folgt aufgebaut:
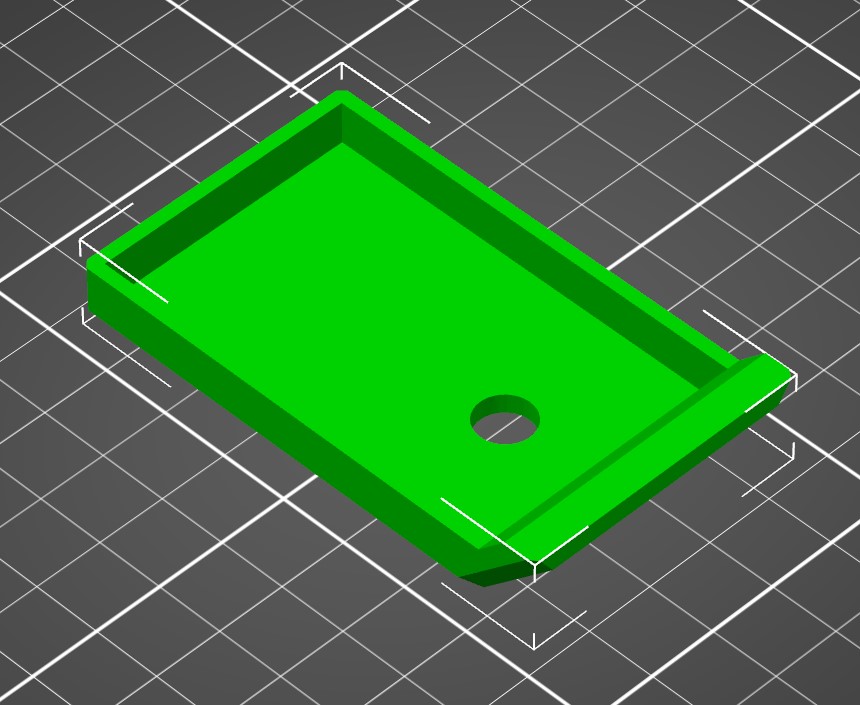
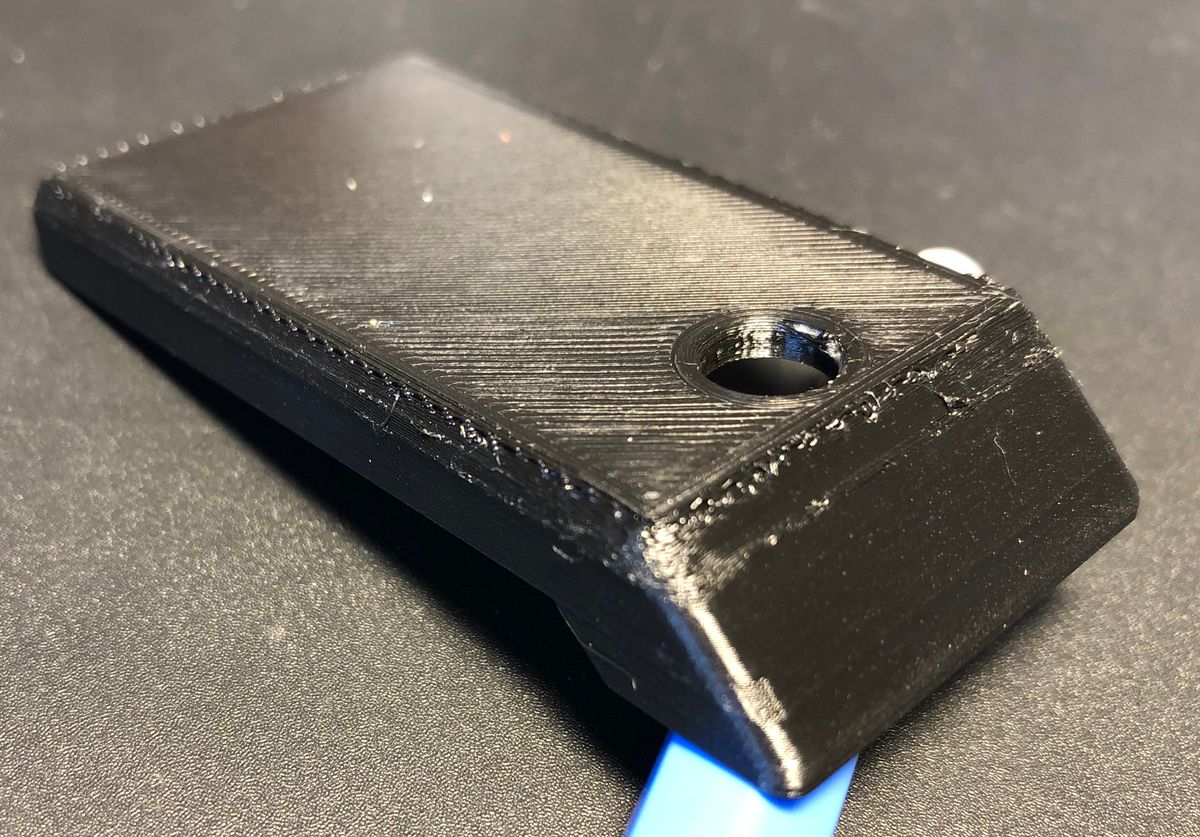
Hier noch einmal das 3D-Modell damit man die beabsichtigten Fasen erkennt.
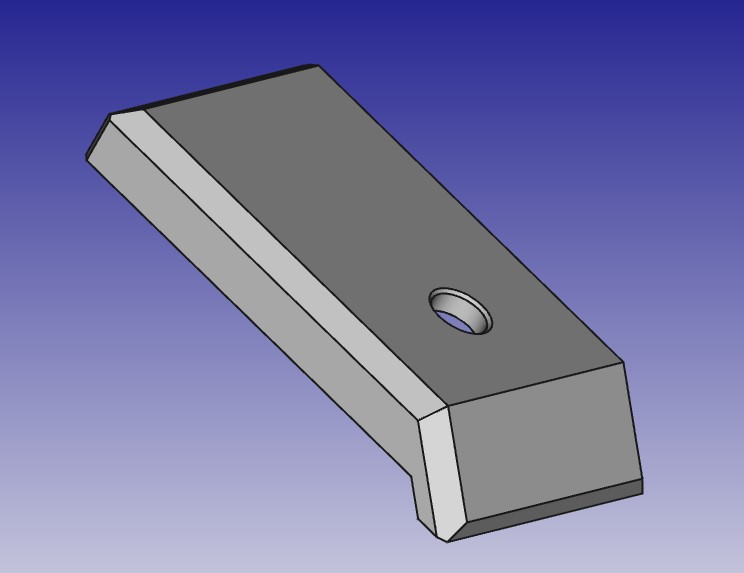
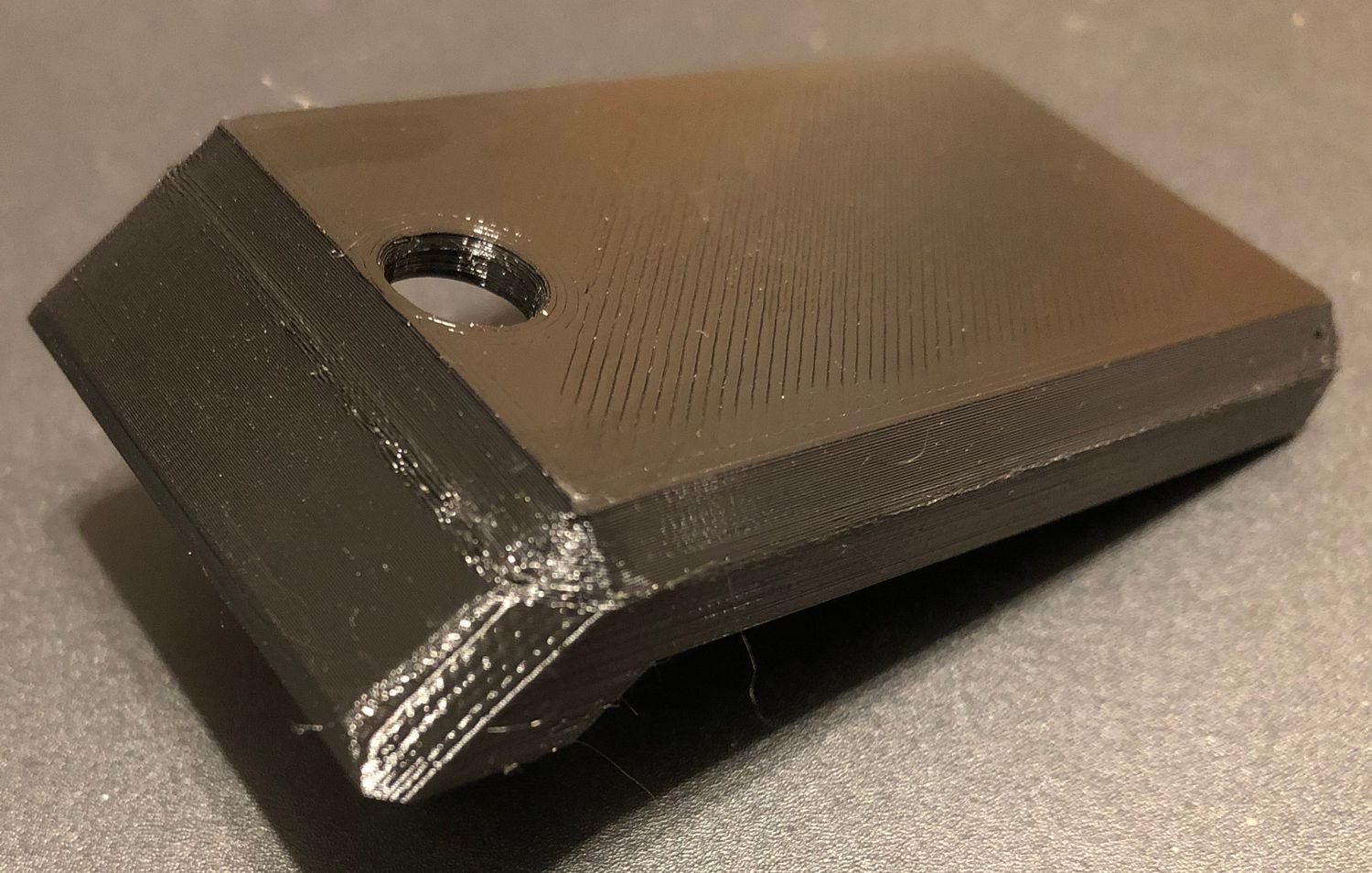
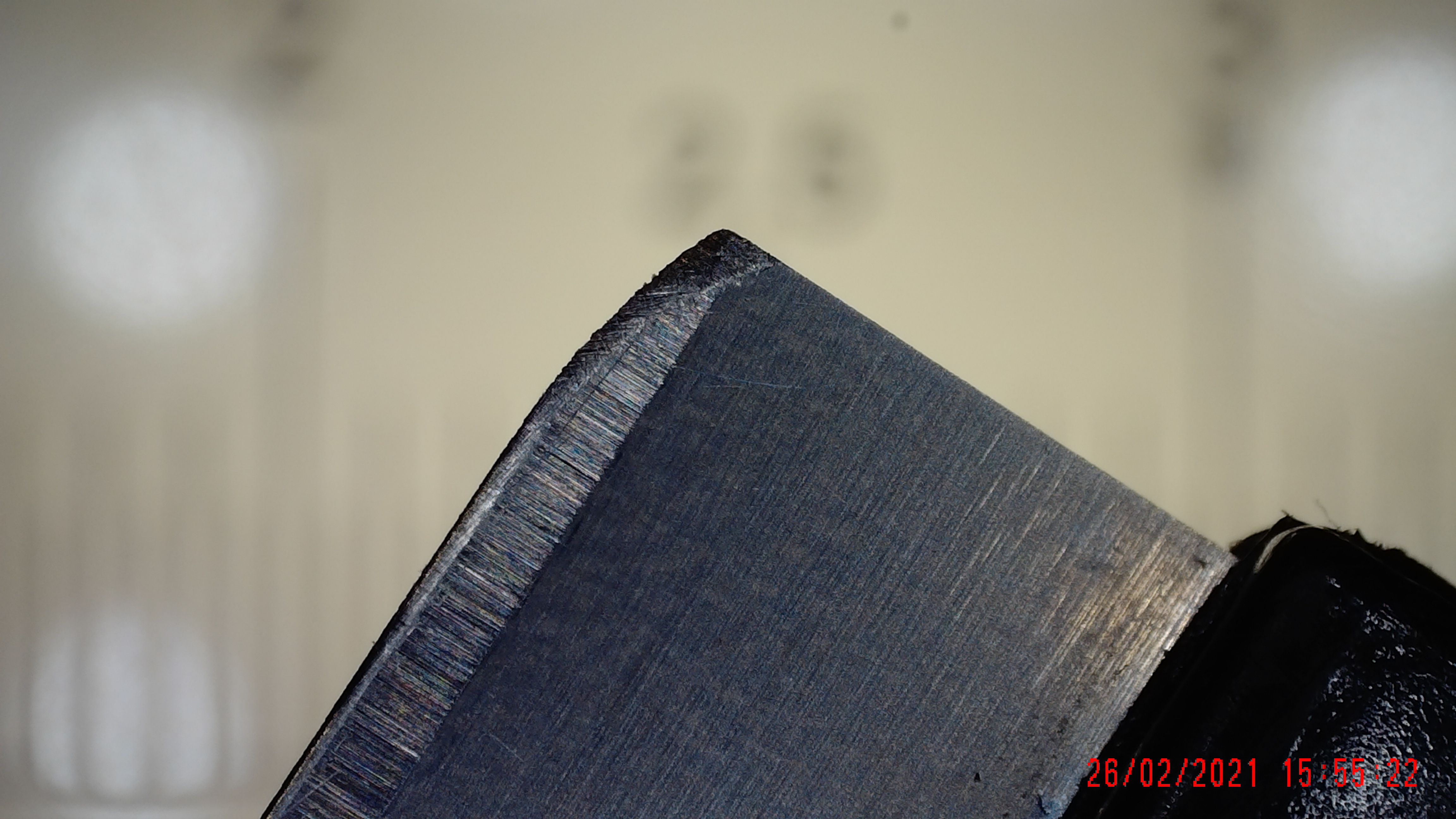
Der Bereich in denen sich die Fasen treffen wirkt verrundet und verschmolzen.
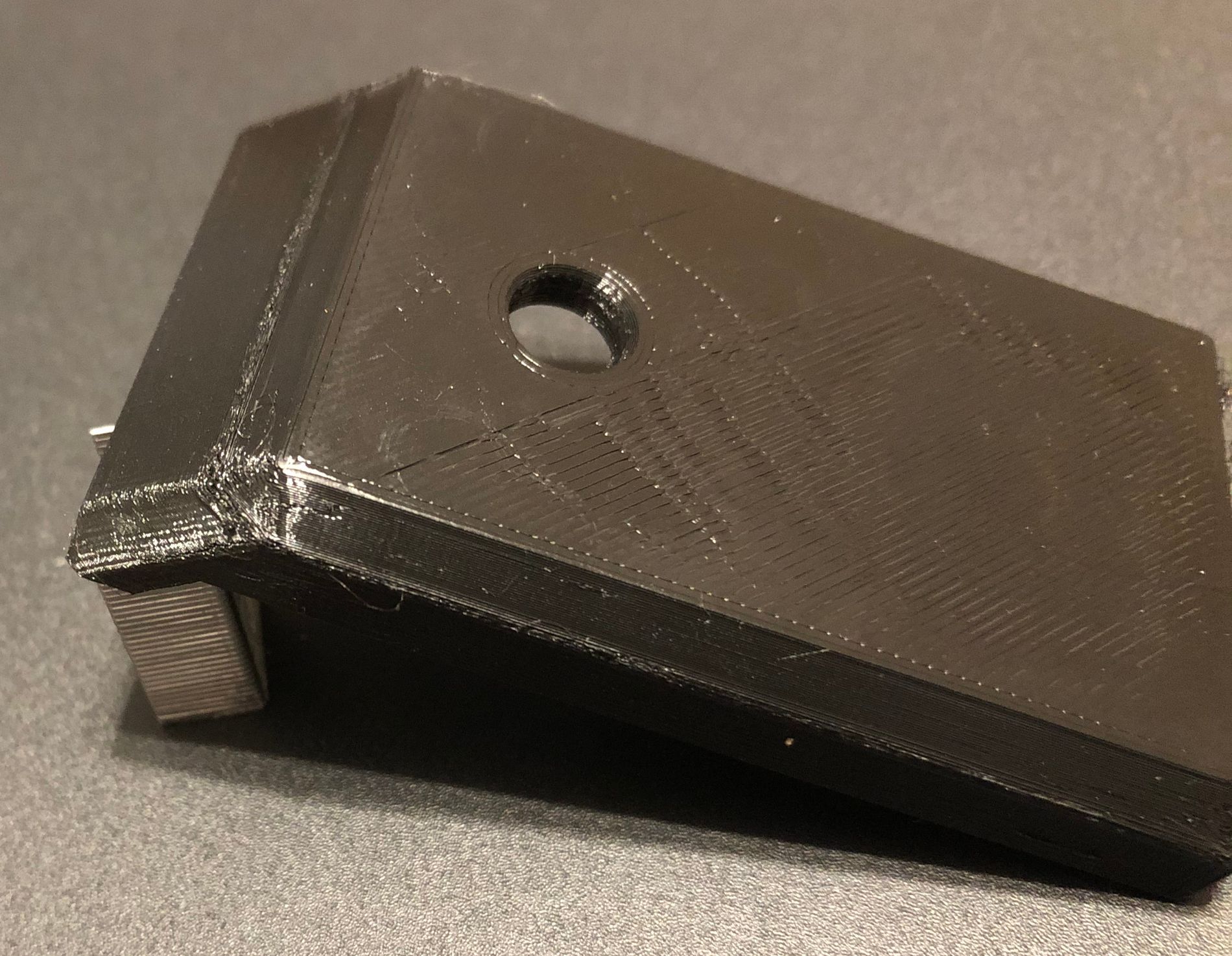
In der Höhe wo die Grundplatte endet und die aufgesetzte Umrandung anfängt ergibt sich eine umlaufend Naht die ebenfalls verschmolzen aussieht.
Ansonsten ist der Druck einwandfrei und unglaublich maßhaltig.
Bei einem Prototypen-Vorgänger war genau an der gleichen Stelle diese Verrundungen und die umlaufende Naht beim Übergang von der Grundplatte auf die Umrandung.
Da der Rest des Druckes einwandfrei aussieht bin ich etwas ratlos wo ich überhaupt ansetzen soll, ggf. verletze ich ein Konstruktionsprinzip?
RE: PETG verlaufende Aussenkontur und Naht
Moin zusammen,
ich mache gerade die ersten Schritte im 3D-Druck und erhalte bei meinem ersten eigenen 3D-Modell ein Fehlerbild das möglicherweise gar nicht mit dem Drucker oder dem Filament zusammenhängt.
Bisher waren alle Drucke mit PLA erfolgreich und auch mit PETG wurden gute Ergebnisse erzielt (i3MK3S+ / Prusa Slicer - Standard-Einstellungen 0,1mm/ Prusament PETG /glatte PEI-Platte).
Wie im Forum oft beschrieben haftet PETG eher zu gut, das Filament läuft aus Düse etwas nach und ist insgesamt etwas klebiriger (neigt zum Stringing insbes. nach erster Düsenentleerung auf dem Weg zum zur ersten Schicht des 3D-Modells.
Das 3D-Modell wird wie folgt aufgebaut:
Hier noch einmal das 3D-Modell damit man die beabsichtigten Fasen erkennt.
Der Bereich in denen sich die Fasen treffen wirkt verrundet und verschmolzen.
In der Höhe wo die Grundplatte endet und die aufgesetzte Umrandung anfängt ergibt sich eine umlaufend Naht die ebenfalls verschmolzen aussieht.
Ansonsten ist der Druck einwandfrei und unglaublich maßhaltig.
Bei einem Prototypen-Vorgänger war genau an der gleichen Stelle diese Verrundungen und die umlaufende Naht beim Übergang von der Grundplatte auf die Umrandung.
Da der Rest des Druckes einwandfrei aussieht bin ich etwas ratlos wo ich überhaupt ansetzen soll, ggf. verletze ich ein Konstruktionsprinzip?
Hallo,
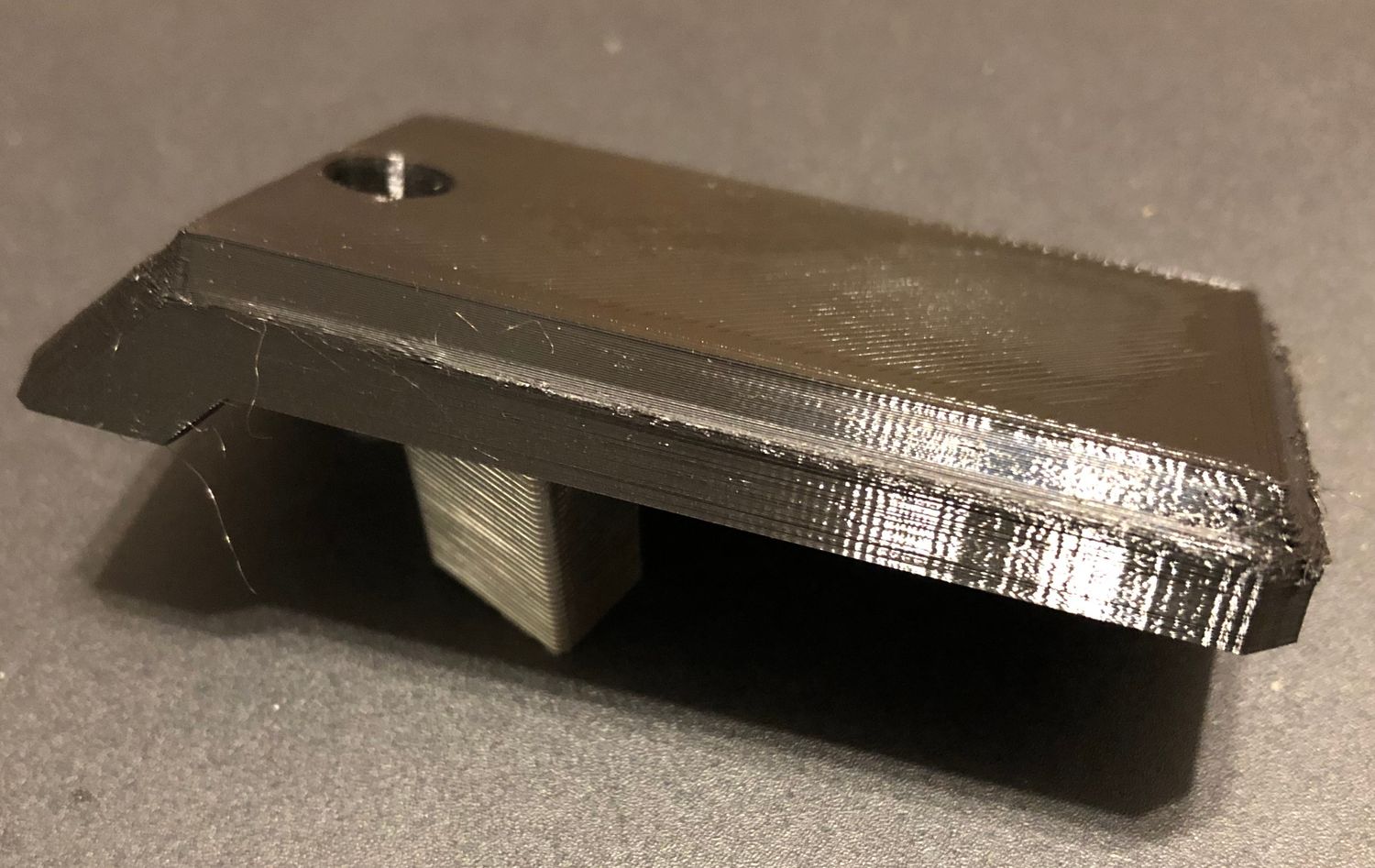
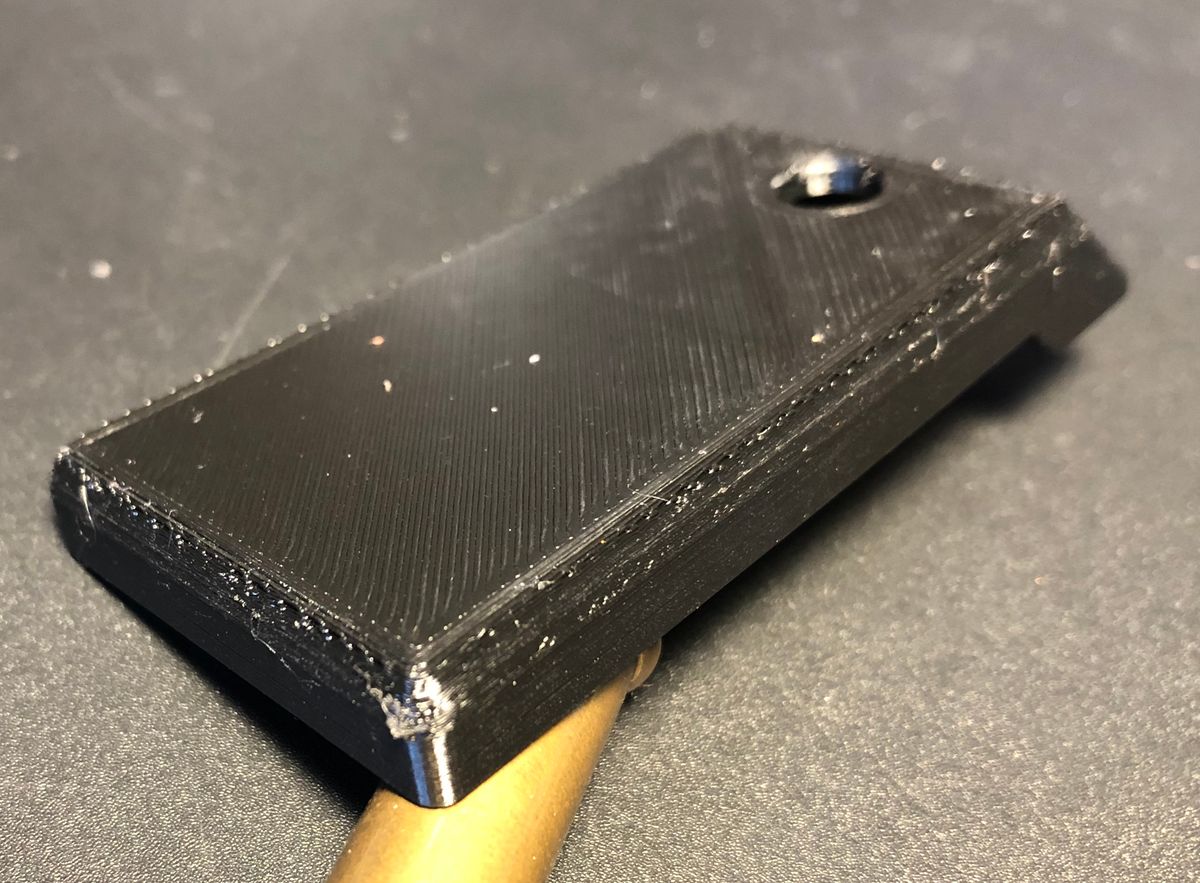
was mir direkt auffällt ist die Kontaktseite zum Druckbett. Wenn Du nicht großzügig mit dem Prittstift "geschmoddert" hast scheint der First Layer noch nicht so 100% zu passen. Evtl. ist hier das Druckbett auch einfach nicht richtig sauber. Zusätzlich kommen scheinbar die Ecken des Drucks leicht nach oben. Auch das spricht für nicht sauber, oder nicht sauber eingestellt.
Je genauer ich mir die Kontaktfläche ansehe, dest mehr glaube ich das Dein Problem hier nicht im Druck, sondern bei der Haftung liegt.
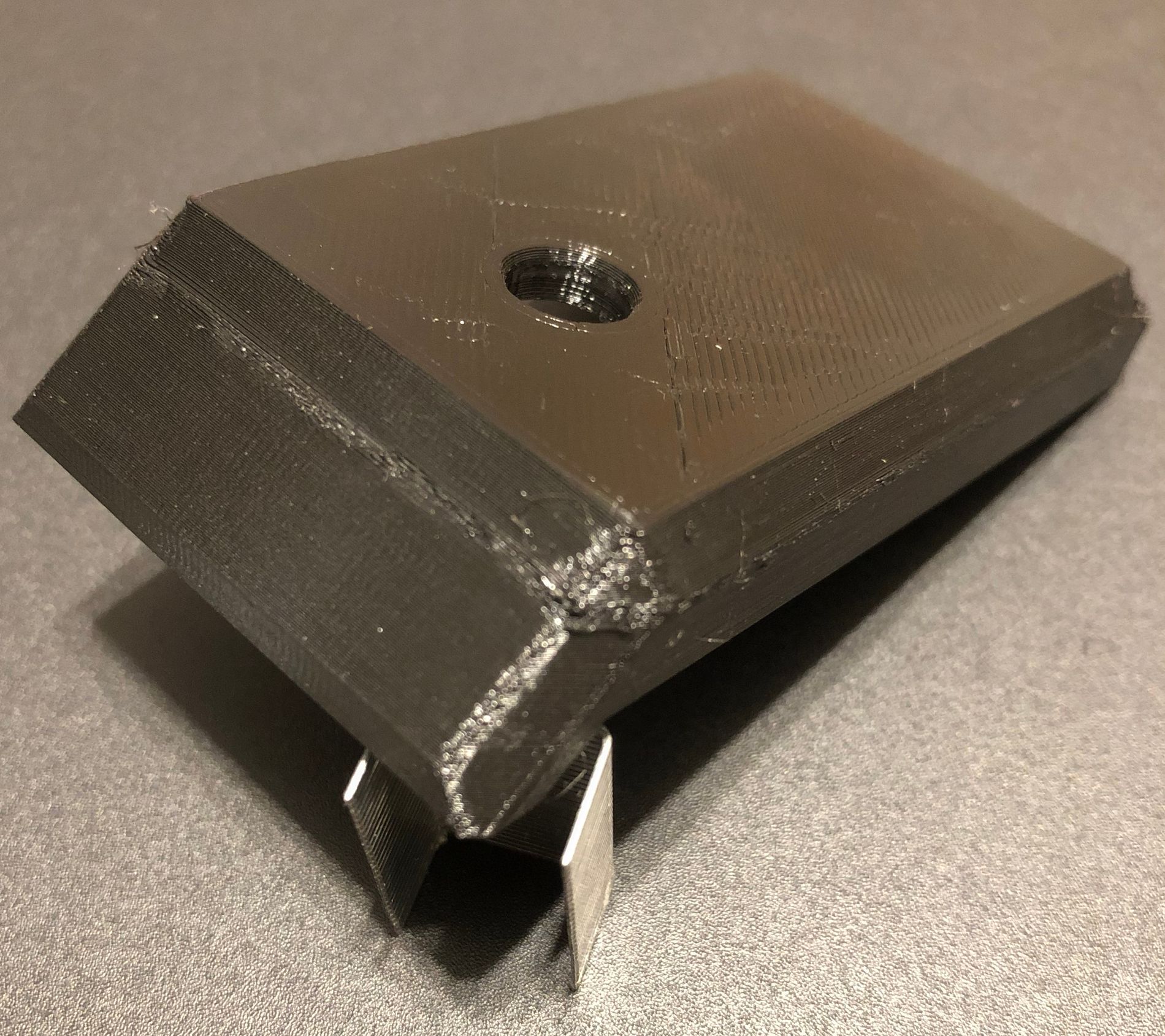
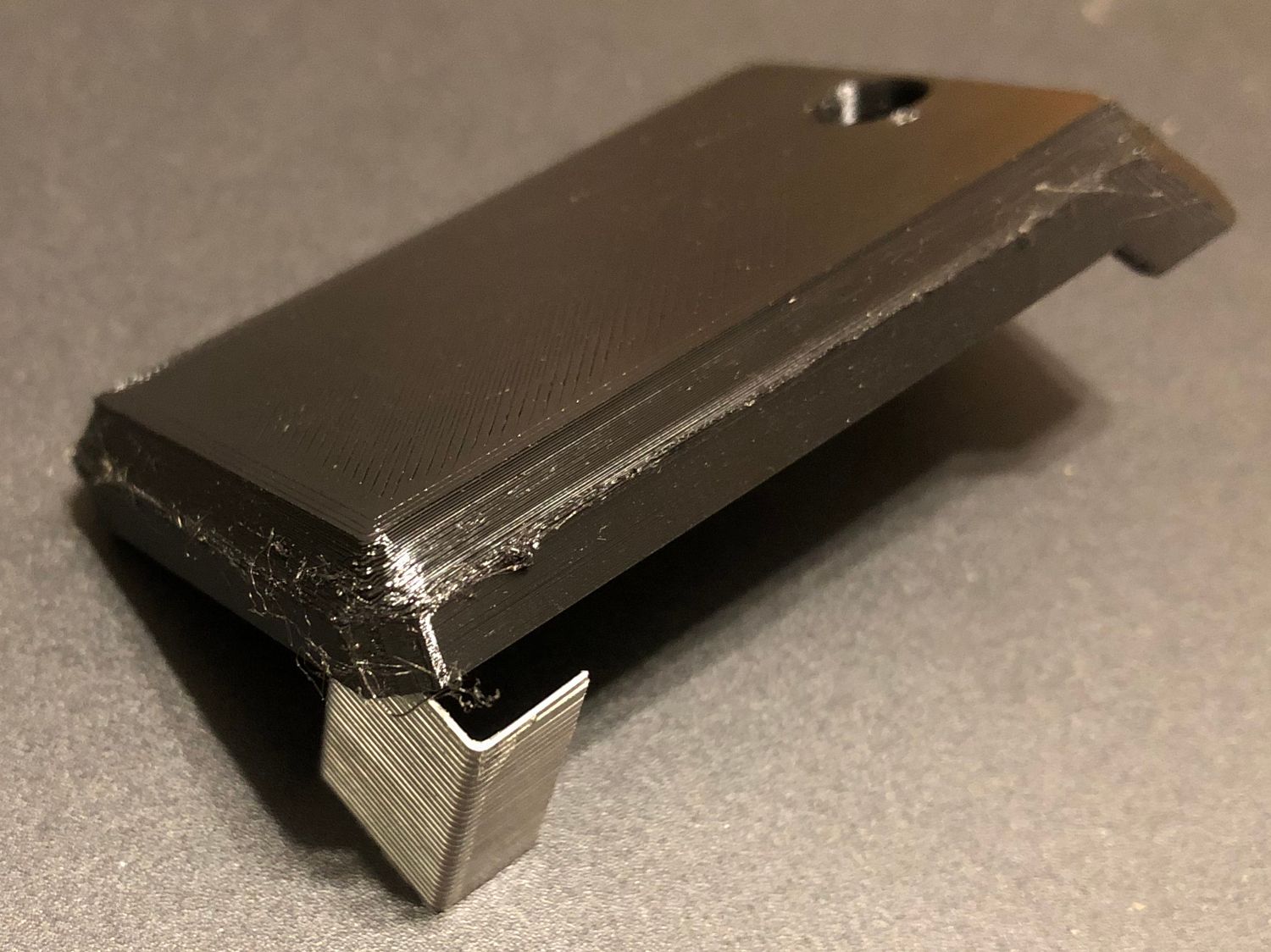
Beim vierten Bild kann man recht genau erkennen das der Druck nicht mehr vollflächig aufgelegen hat und "warpt". Wenn so etwas im Druck hochkommt würde das auch erklären warum der Druck in einem eingeschränkten Bereich so schlecht ist. Dort wir dann zu viel Material ineinander geschmolzen. Der Druck steht dann ja höher als erwartet. Das normalisiert sich dann im weiteren Druckverlauf und erklärt warum der Rest wieder einigermaßen ordentlich gedruckt wird.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: PETG verlaufende Aussenkontur und Naht
Konstruktiv sollte das kein Problem sein. Der Überhang sieht nach grob 40° aus. Das kann der PRusa auf jeden Fall. Hier kannst Du nur schauen ob Du mit der Schichtdicke etwas spielst. Wenn der Überhang kleiner 45° wird, kann es je nach Material und Auflösung schon mal etwas schwieriger werden.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: PETG verlaufende Aussenkontur und Naht
Erst einmal danke für das Feedback.
Du hast recht, die mäßige Oberfläche des First Layer ist meinen Fettfingern zu verdanken. Da das PETG derart klebt hatte ich mir keine besondere Mühe gegeben aus Angst ich würde es sonst gar nicht mehr runterkriegen. Heute morgen habe ich einmal den Tipp beachtet das Modell vom noch warmen Druckbett zu entnehmen, das ging schon etwas besser.
Das Abheben der Kanten und das daraus resultierende Verschmieren des gerade in Bearbeitung befindlichen Layers klingt sehr plausibel.
Da das Modell ohnehin noch einmal korrigiert werden muss, mache ich gleich einen neuen Anlauf und berichte.
Dank Dir noch einmal.
RE: PETG verlaufende Aussenkontur und Naht
Ich habe das Bauteil noch einmal maßlich überarbeitet und mit gereinigtem Druckbett neu gedruckt, der Fehler wandert mit.
Wieder umlaufend eine verschmolzene Naht.
Der First Layer haftet

Der Rest ist wie gewohnt einwandfrei

Die Grundplatte meines Modells hat am Rand eine Fase. Diese läuft ungefähr dort aus wo die (senkrechte) Umrandung aufgesetzt wird. Hier müsste am äußeren Rand kaum Materialstärke zum Aufsetzen vorhanden sein. Genau hier entsteht die verschmolzene Naht. Dies ist allerdings beim Drucken von Überhängen (Fase) immer der Fall und die sehen eigentlich sonst ganz ordentlich aus.
Hat noch jemand eine Idee?
RE: PETG verlaufende Aussenkontur und Naht
Starte mal den Versuch wenn der Drucker zu dem Knick kommt den Bauteillüfter volle Lotte laufen zu lassen....ich denke das könnte helfen.
Auch wenn es PETG ist !!!!
LG Thomas
(Wood) CTC i3-Clone, (Yellow) i3-Steel DIY, (Green) Original Prusa i3MK3(s)+MMU2.0, (Red)DICE, (Blue) Anycubic Chiron, (Grey) Qidi X-Max, (Orange) PrusaXL 5T
RE: PETG verlaufende Aussenkontur und Naht
@spunk
Du schreibst das Du den druck noch vom warmen Blech abgenommen hast. Da kann ich nur absolut von abraten. Wenn Du da nicht aufpasst, oder den Druck richtig abkühlen lässt, dann wirst Du dir eher früher als später die PEI Schicht aufreißen. Ich habe das aus Ungeduld jetzt zweimal gemacht, und mit auch zweimal das PEI ruiniert. Natürlich offenen Auges und absolut selbst verschuldet!
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: PETG verlaufende Aussenkontur und Naht
...und falls volle Pulle einen Thermal Runaway bringen sollte, kannst Du ja immer noch eine Socke auf den Heizblock klemmen.
Hast Du die Extrusionsmenge schon mal reduziert?
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: PETG verlaufende Aussenkontur und Naht
@Thomas
In der Tat daran hatte ich auch schon gedacht, fand das dann aber etwas übertrieben. Ein Gehäuse mit einer Fase als Aussenkontur, das hat die Drucker-Bedieneinheit (auch PETG) doch auch... und die Dinger werden haufenweise gedruckt. Das muss doch auch so gehen. Ich mache noch zwei Tests mit anderen Bedingungen und berichte... wenn gar nix geht muss ich mich wohl mal daneben hocken.
@Kai
Upps, danke für Warnung. Ich muss mir wohl doch noch einen geeigneten Spachtel besorgen.
@Karl-Herbert
Nee, an der Extrusionsmenge hab ich noch nicht gedreht. Da ich weder beim Slicer noch direkt im G-Code auf große Erfahrungen zurückgreifen kann, habe ich mich erst einmal auf Standard-Einstellungen beschränkt. Bis hierhin ging es auch erstaunlich gut.
Sofern an meiner Theorie etwas dran ist sollte im kritischen Bereich eine bessere Kühlung des Filaments, eine niedrigere Extrusionmenge oder ein langsameres Auftragen Verbesserung bringen. Angesichts anderer Modelle die erfolgreich gedruckt wurden habe ich aber Zweifel, ob ich nicht doch noch etwas anderes übersehen habe.
Ich melde mich nach den zwei Tests noch einmal, erst einmal vielen Dank für den Input.
RE: PETG verlaufende Aussenkontur und Naht
@spunk
Normalerweise benötigt man ja keinen Spachtel aufgrund der Flex Platte.
Wenn es dann aber doch einmal zu sehr haftet verwende ich entweder einen Ceranfeldschaber oder kleine Kunststoffspachtel.
Beim Ceranfeldschaber aber unbedingt darauf achten das die Ecken nicht scharf sind, sonst schlitzt Du bei minimalem verkannten das PEI ein.
Ich habe hier leider auch schon diese fragwürdige Erfahrung machen dürfen...... Seitdem runde ich die Ecken ab.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: PETG verlaufende Aussenkontur und Naht
@spunk
Du schreibst das Du den druck noch vom warmen Blech abgenommen hast. Da kann ich nur absolut von abraten. Wenn Du da nicht aufpasst, oder den Druck richtig abkühlen lässt, dann wirst Du dir eher früher als später die PEI Schicht aufreißen. Ich habe das aus Ungeduld jetzt zweimal gemacht, und mit auch zweimal das PEI ruiniert. Natürlich offenen Auges und absolut selbst verschuldet!
Woher kenne ich das nur?
Ich denk mir auch immer - jetzt ist es sicher schon kalt genug!
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: PETG verlaufende Aussenkontur und Naht
@clemens-m
Besonders ärgerlich war das bei mir weil ich ich mir einen Tag die Riesen-Sauerei angetan habe das PEI-Sheet zu wechseln.
Gewechselt habe ich das weil ich einen Riss im Bereich der Andrucklinie hatte, nun habe ich (meiner Ungeduld geschuldet) ein Loch mitten in der Druckfläche. So dämlich muss man erst mal sein....... Also werde ich als nächstes dieses Sheet entfernen, und dann mal eine vollflächige Lage Kapton testen statt des PEI. Ich habe die Tage XT-CF20 auf Kapton gedruckt, das Ergebnis war ein First Layer wie eine Glasplatte. Unfassbar glatt und die einzelnen Drucklinien waren nur noch ganz eben zu erahnen. Fühlbar war da nichts mehr. Hat sogar gespiegelt beim Fotografieren.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: PETG verlaufende Aussenkontur und Naht
@kai-2
Hatte ich auch schon. Seither fahre ich mit den Ecken der Spachtel einige male über eine 400er Leinwand bis die Ecken sauber "entschärft" sind. Das kann eine Menge Arbeit und "Ärger!" ersparen.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: PETG verlaufende Aussenkontur und Naht
@kai-2
Hatte ich auch schon (Ärger!!!). Ich habe die PEI Schicht an den defekten Stellen gesäubert, mit 2K Kleber gefüllt, auf der Druckplatte aushärten lassen, gehobelt/geschliffen und die gesamte PEI Schicht mit Kapton überzogen. Wie Du erwähntest - Die Bodenfläche der Drucke sind spiegelglatt, als wären sie auf einer Glasplatte gedruckt worden. Hier eine kleine Zusammenfassung:
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: PETG verlaufende Aussenkontur und Naht
@karl-herbert
Oh, das ist natürlich auch eine gute Idee. Ich hätte mir jetzt fast noch einmal diese Riesen Sauerei mit dem Kleber angetan.
Guter Hinweis. Entsprechenden Kleber habe ich noch da.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: PETG verlaufende Aussenkontur und Naht
@Kai
Ist die Druckplatte mit der Kapton-Folie dann noch biegbar oder macht man die Folie damit wieder unbrauchbar?
Der zweite Versuch läuft noch aber ich kann ja schon mal ein Zwischenergebnis abgeben. Ich bin noch einmal mit dem selben Modell auf PLA zurückgesprungen (silber). Um das Warping weiterhin auszuschließen habe ich noch eine Schürze von 3mm hinzugefügt. Es sieht zwar besser aus, aber es ist das gleiche Fehlerbild erkennbar. Die Reste von der Schürze einmal nicht beachten und nur auf die Fasenkontur in Bauteilmitte schauen.
Die Rückseite (auch vom Drucker aus betrachtet die Bauteilhinterseite) sieht wieder etwas gerupfter aus (Windschatten Lüfter?)
(Mist... die Bildbreite wird beim Hochladen etwas beschnitten)
Kurzum ich habe also doch neben dem Drucker gehockt und mich vom unermüdlichen Hin und Her hypnotisieren lassen. Als die Grundplatte des Modells fertigestellt war änderte sich aber der Bewegungsablauf und ich bin wieder zu mir gekommen. Die Verfahrstrategie ändert sich plötzlich. Üblicherweise wird die Konturumrandung erstellt und dann ausgefüllt. Hierbeit fährt der Druckkopf die Umrandung ab und baut so wie auf einer topografischen Karte Layer für Layer die Höhenzüge auf.
Sind die aufzubauenden Konturen zu schmal und/oder ändern dann auch noch ihre Breite werden nur noch Striche extrudiert und es es wird permanent abgesetzt und an anderer Stelle wieder angesetzt. Die Systematik der Reihenfolge war etwas eigenartig. An der Bauteilkante enstehen so kleine Zippel die sich nach oben oder unten biegen und beim nächsten Layer dann überfahren werden und die Oberfläche unschön ausehen lassen.
Die Ursache liegt wohl eher im Slicer bzw. im nicht fertigungsgerechten 3D-Modell. Der letzte Versuch soll noch zeigen ob man durch Änderung der Geometrie den Slicer dazu überreden kann doch wieder zusammenhängende Aussenkonturen als G-Code abzuliefern.
Kennt sich hier jemand mit Slicern aus? Sind das Marotten einzelner Slicer oder arbeiten die von der Struktur her einigermaßen ähnlich?
RE: PETG verlaufende Aussenkontur und Naht
@Kai
Ist die Druckplatte mit der Kapton-Folie dann noch biegbar oder macht man die Folie damit wieder unbrauchbar?
Nein - das geht und macht nichts kaputt.
lg, Clemens
Mini, i3 MK2.5S, i3 MK4, CClone (Eigenbau)
RE: PETG verlaufende Aussenkontur und Naht
@spunk
Die Kaptonfolie ist selbstklebend, sehr dünn (0.025mm) und elastisch genug, so dass die Druckplatte wie gewohnt gebogen werden kann ohne die Folie zu beschädigen.
Zu Deinem Druckergebnis: Versuch doch mal mit den Parametern Layerbreite und Extrusionsfaktor zu regulieren. Ausserdem sollte der Extruder mind. einmal kalibriert werden. Die Hardware weicht von Drucker zu Drucker ab, aber die Firmware berücksichtigt dies natürlich nicht. Mein Extruder hat z.B. bei theoretisch eingestellten 100mm 3mm zuviel extrudiert. Das kann man dann ohne Firmwareeingriffe mit einem im Slicer verankerten gcode anpassen.
https://drucktipps3d.de/extruder-esteps-kalibrieren/
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: PETG verlaufende Aussenkontur und Naht
Um die Sache erst einmal abszuschließen noch eimal die letzten Versuche mit angepassten 3D-Modell. Durch die gleichbleibende Wandstärke der Umrandung und Radien statt Fasen werden die Umrandungen der Layer tatsächlich wieder umlaufend abgefahren.
Die Oberfläche des PLA-Drucks sieht auch schon besser aus.

Auch die gerupfte Rückseite verbesserte sich.

Hochmotiviert also wieder zurück auf PETG... und langes Gesicht gezogen.
Besser als vorher aber nicht wirklich schön.
@Karl-Herbert
Ich denke ich beschäftige mich erst einmal mit der Feineinstellung, bevor ich hier noch ewig rumdoktere, vielen Dank für die Videos/den Link.
Da beim nächsten Bauteil das Thema Maßhaltigkeit eine größere Rolle spielt passt es eh gut rein.
RE: PETG verlaufende Aussenkontur und Naht
@Kai
Ist die Druckplatte mit der Kapton-Folie dann noch biegbar oder macht man die Folie damit wieder unbrauchbar?
Sorry das ich mich jetzt erst melde.
Aber ja, das Kapton hat keine Auswirkung auf die Flex-Funktion.
Ich werde das auch machen wie Karl. Füllen, hobeln und schleifen. Dann vollflächig Kapton drüber.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent