PETG patzt an der Kante
Hallo zusammen!
Ich bin Thomas, ein neuer aus Österreich.
Bin im April spontan auf die (gute) Idee gekommen einen Drucker zu kaufen.
Und jetzt, nach gut zwei Wochen dauerhaftem Einsatz, habe ich endlich mein erstes Problem 😎
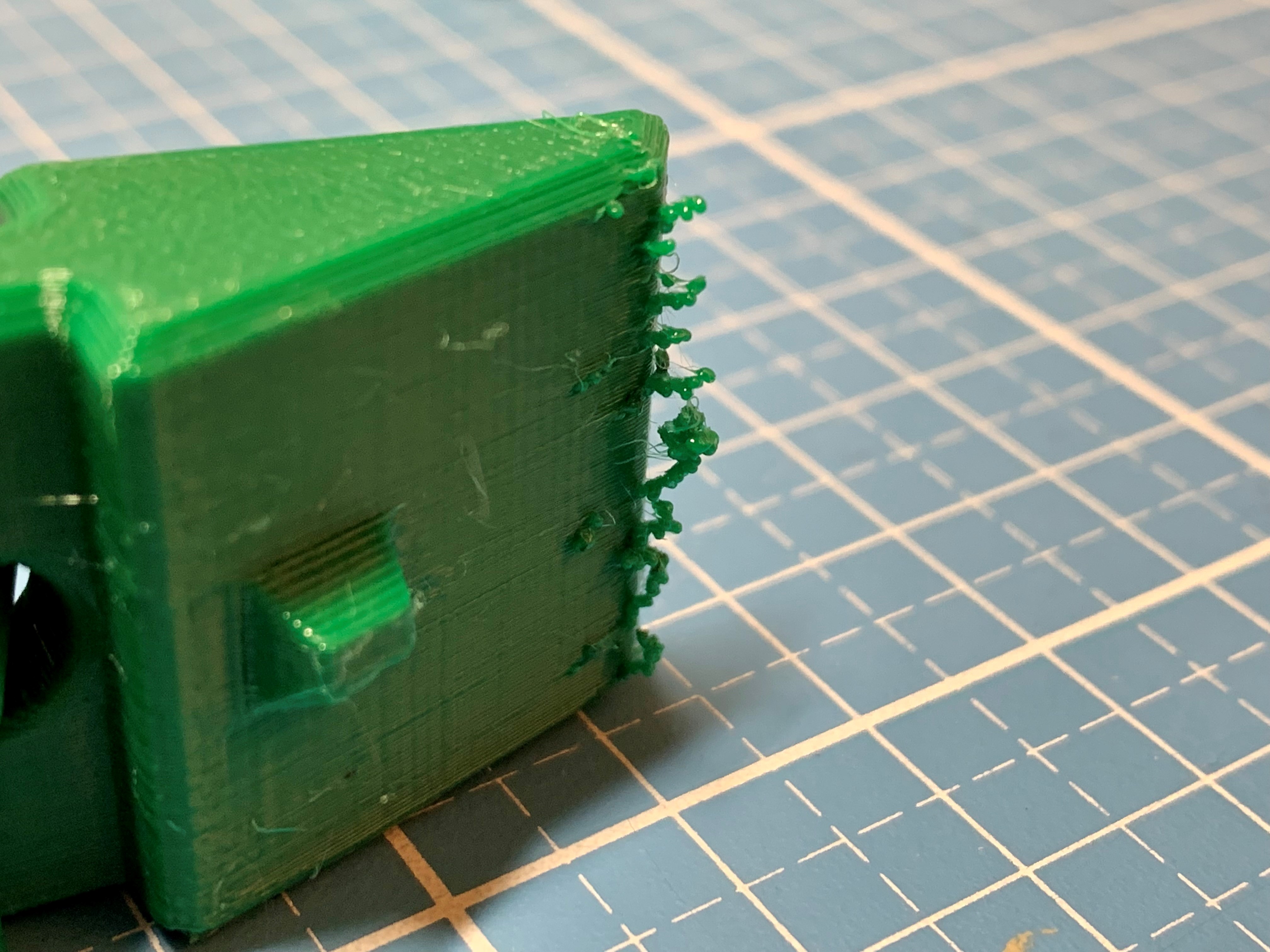
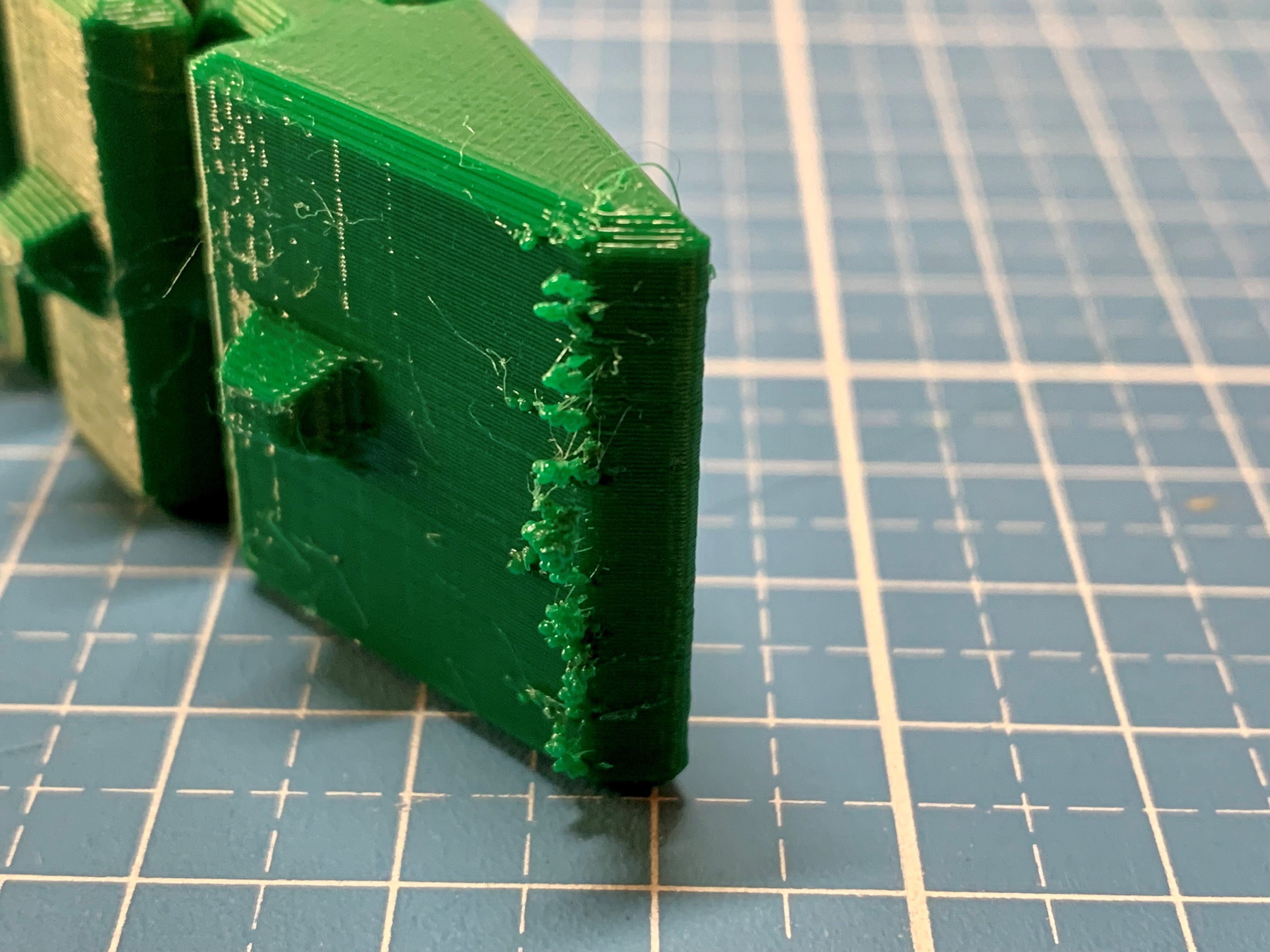
Hat mir irgendjemand einen Tipp wie ich die Fäden an der Kante loswerde?
Bei kleinen (kurze Druckzeit) Teilen habe ich sie nicht.
Wenn mehrere Teile gleichzeitig gedruckt werden sind sie auch nur auf einem Teil.
Gedruckt wird Prusament PETG mit Standardeinstellungen, 0,4mm Düse, 0,2mm Schichthöhe
Danke für jede Idee!
Thomas
RE: PETG patzt an der Kante
Hallo zusammen!
Ich bin Thomas, ein neuer aus Österreich.
Bin im April spontan auf die (gute) Idee gekommen einen Drucker zu kaufen.
Und jetzt, nach gut zwei Wochen dauerhaftem Einsatz, habe ich endlich mein erstes Problem 😎
Hat mir irgendjemand einen Tipp wie ich die Fäden an der Kante loswerde?
Bei kleinen (kurze Druckzeit) Teilen habe ich sie nicht.
Wenn mehrere Teile gleichzeitig gedruckt werden sind sie auch nur auf einem Teil.
Gedruckt wird Prusament PETG mit Standardeinstellungen, 0,4mm Düse, 0,2mm Schichthöhe
Danke für jede Idee!
Thomas
Hallo Thomas,
im ersten Moment würde ich darauf tippen das es evtl. reicht die Ausrichtung zu ändern beim Druck.
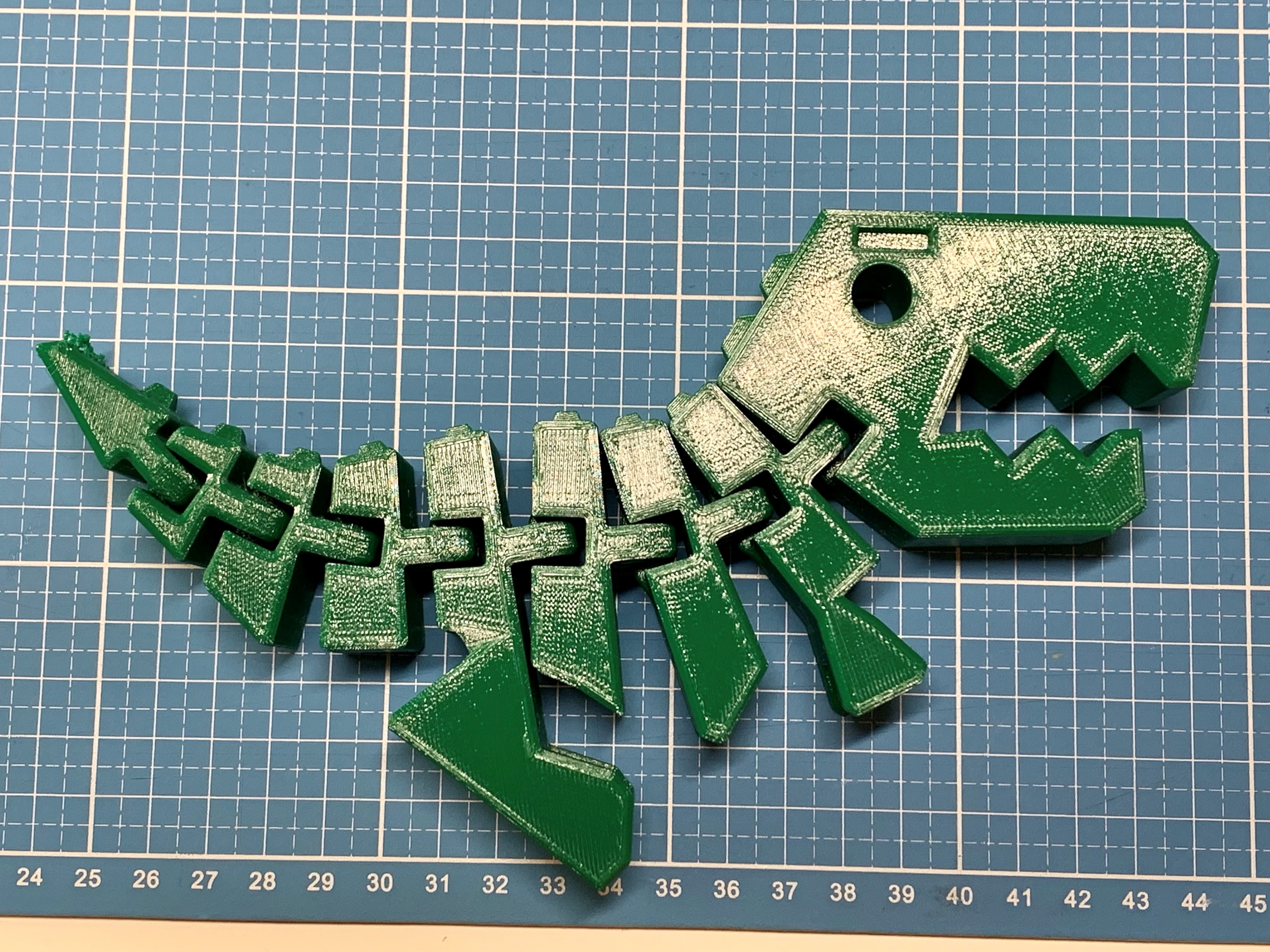
Ich habe das gleiche Figürchen bereits in PLA und PETg problemlos gedruckt.
Sowohl der MK3, als auch das Prusament können es also.
Ich kann Dir allerdings nicht mehr sagen in welcher Ausrichtung ich den T-Rex damals gedruckt habe.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: PETG patzt an der Kante
Hallo Kai,
danke für dein Feedback!
Das ist aber genau mein Problem, es bezieht sich nicht konkret auf den Dino, den hab ich auch schon problemlos gedruckt.
Es geht generell um größere Teile.
Es scheint, als ob am Ende jeder Schicht zu viel Material übrig bleibt.
Schöne Grüße
Thomas
RE: PETG patzt an der Kante
@ikarusibk
Ah, ok eine generelle Problematik.
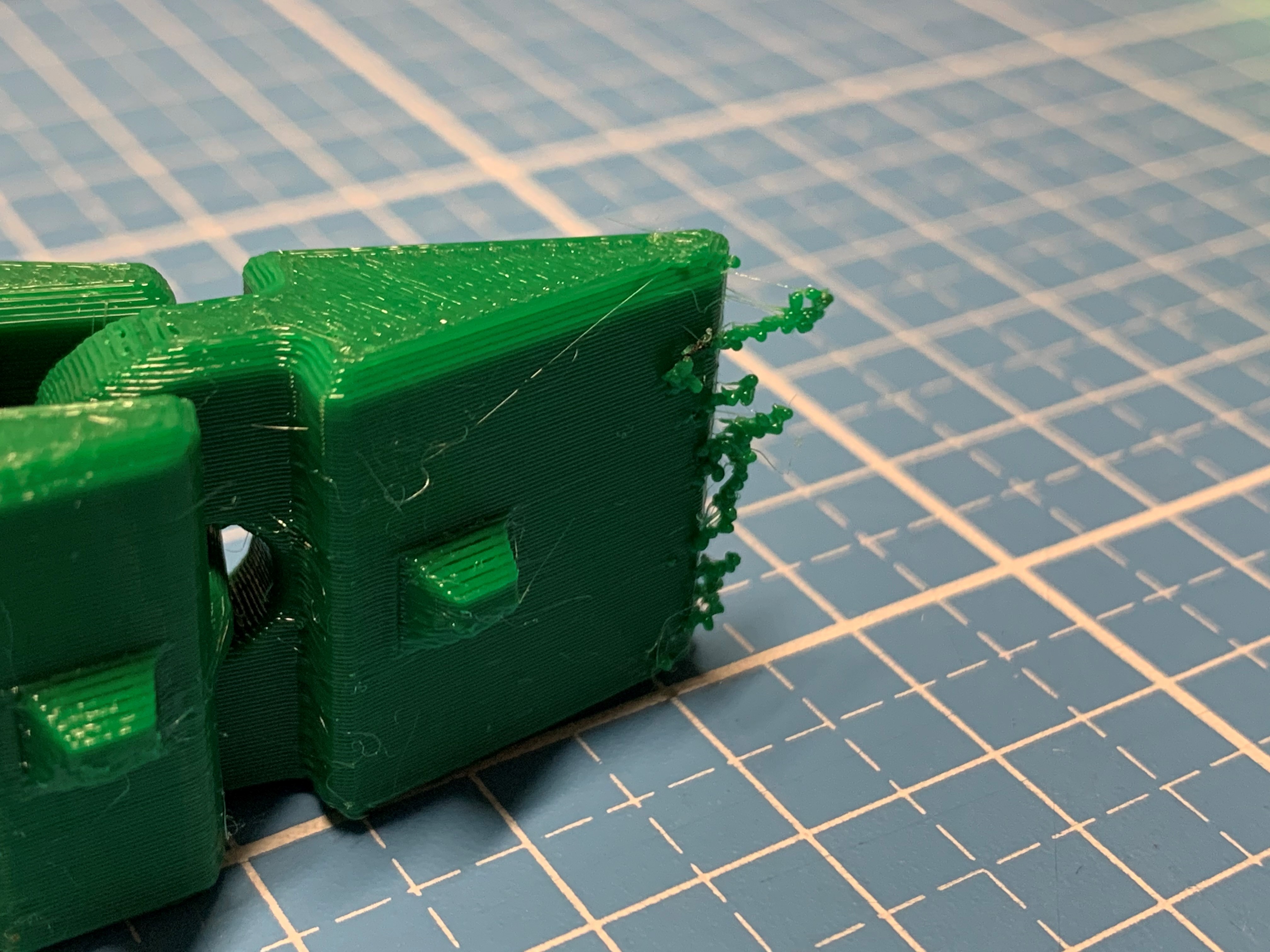
Was mich ein wenig wundert ist die Tatsache das es nur an einer Kante auftritt.
Hier kann ich mir mehrere Ursachen vorstellen.
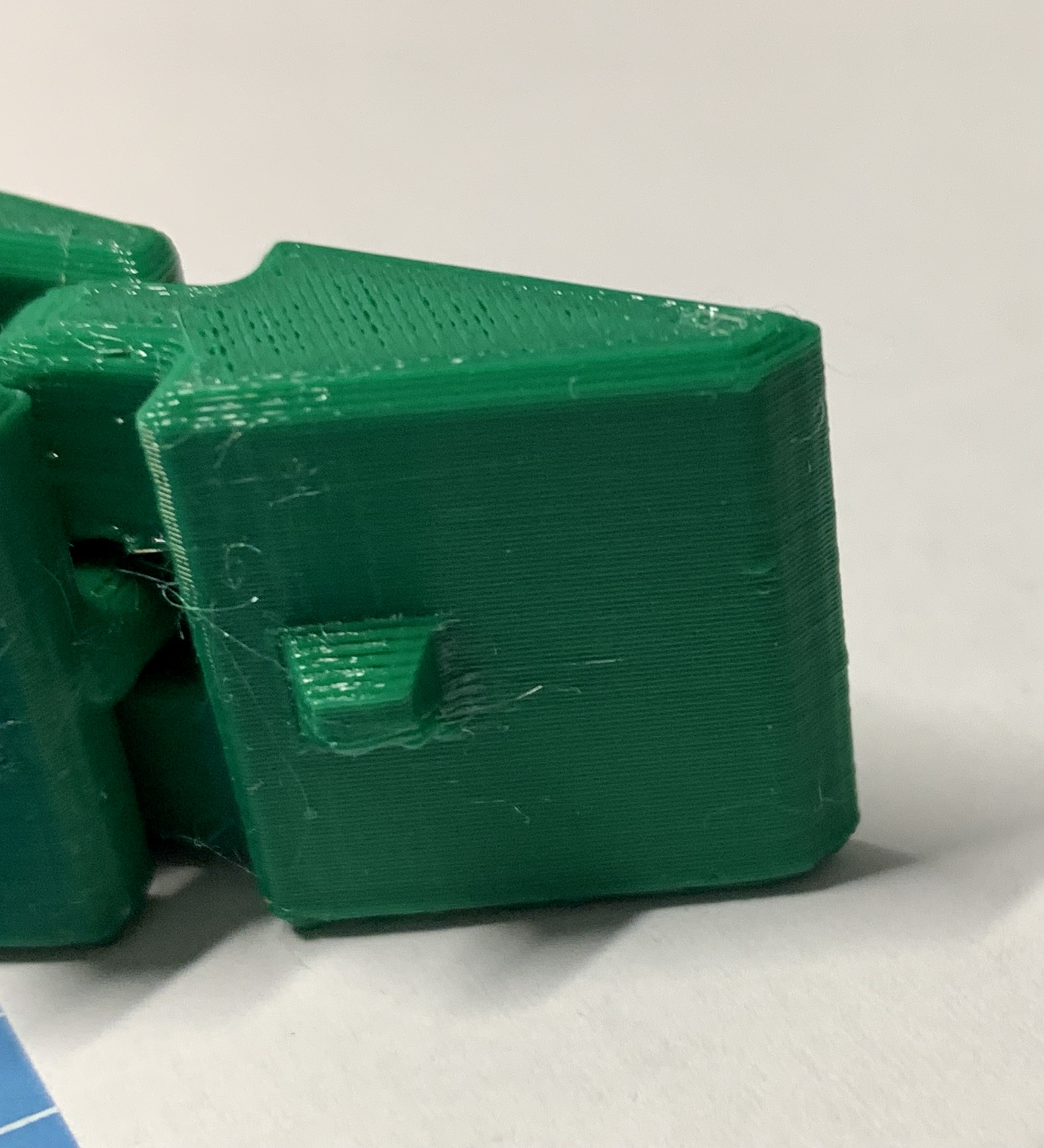
Eine davon könnte eine generelle minimale überextrusion sein. Du hast auf der seitlichen Fläche etliche Punkte an denen das MAterial Fäden zieht. So etwas deutet auf zu viel Material hin. Versuch doch mal im Druck den Flow herunterzusetzen. Dem Bild nach scheint es ja kein wirkliches Problem der Zeit zu sein und tritt schon bei relativ geringer Höhe auf.
Das würde ich erstmal testen.
Irgendwie bekommen wir das schon hin.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: PETG patzt an der Kante
Ach, eins noch.
Die Druckdatei ist aber in Ordnung, oder?
Hier könntest Du sicherheitshalber im Slicer die Reparatur mittels Netfabb durchführen.
Auch wenn der Slicer diesbezüglich keinen Fehler meldet könnte das trotzdem sein.
Hier leistet bei der Fehleranzeige der Microsoft 3DBuilder erstaunlich gute Arbeit.
Auch der 3DBuilder verwendet dann zur Reparatur den Netfabb Dienst.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: PETG patzt an der Kante
Danke, aber das wirft schon die nächste Frage auf.
Unter Fluss finde ich nur das "Brückenflussverhältnis" (aktuell auf 0,95). Meinst du das?
Und NetFabb funktioniert, wenn meine Google-Künste ausreichen, nur auf Windowsbasis. Ich bin auf einem Mac unterwegs, wobei es die Option "STL reparieren" sehr wohl gibt.
Ich werde es einmal mit dieser versuchen, mal schauen was rauskommt.
Schönen Abend noch
Thomas
RE: PETG patzt an der Kante
@ikarusibk
Ich meine den Punkt FLOW im Menü des Druckers.
Unter Tune/Flow wenn Du den Druck gestartet hast.
Die Reparatur im Slicer funktioniert natürlich auch.
Der Slicer zeigt nur manchmal keine Fehler an obwohl das Druckobjekt sehr wohl Fehler enthält.
Wenn man dann die Reparaturfunktion nutzt, wirkt die auch und behebt die Fehler.
Der 3DBuilder, der ja nun für dich rausfällt, zeigt die Fehler aber an, und kann sie dann genauso beheben.
Das macht ja in beiden Fällen der Netfabb Dienst.
Der 3DBuilder scheint diese Fehler schlicht und einfach besser zu erkennen.
In der aktuellen Version ist der Slicer also bei der Erkennung von Fehlern im Druckobjekt mit Vorsicht zu genießen.
Diese Fehlererkennung bieten natürlich auch jede Menge anderer 3D Programme, der 3DBuilder ist nur eine sehr verbreitete und kostenfreie Variante unter Windows. Deshalb weise ich relativ oft in diesem Zusammenhang darauf hin.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: PETG patzt an der Kante
Danke, habe ich gefunden. Habe ich jetzt mal auf 80 runtergedreht, mal schauen was rauskommt...
Jetzt lass ich ihn mal arbeiten und gehe selber schlafen 😊
Gute Nacht!
RE: PETG patzt an der Kante
@ikarusibk
Du kannst am Extrusionsfaktor den Filamentfluss regeln. Findest Du im PS in den Filamenteinstellungen. Der Flow (M221) ist beim MK3 standardmäßig auf 95% eingestellt. Da würde ich nichts ändern. Generell würde ich bei jedem Filamenttyp auch mal einen Temptower drucken um die optimale Drucktemp. zu bestimmen.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: PETG patzt an der Kante
Hallo Karl,
danke, jetzt bleibe ich doch noch wach 😀
Wenn ich es richtig verstehe sind Flow und Extrusionsfaktor von der Wirkung her ident.
Der Flow firmwareseitig (Standard 0,95), der Extrusionsfaktor via G-Code (Standard 1).
Nebenbei: Würde dann aber heißen, dass generell nur 95% des Extrusionsfaktors gefahren werden.
Ich habe gerade ein Zylindrisches Objekt laufen, den Flow auf 0,8. Es ist noch nicht fertig, aber gefühlsmäßig sieht es schon sauberer aus.
Einen Temptower hätte ich generell geplant, das Stringing stört mich generell etwas zu sehr.
Als nächstes werde ich den Flow wieder auf die 0,95 setzen und stattdessen den Faktor niedriger fahren.
Ich werde berichten 👍
Nochmal vielen Dank und, jetzt wirklich, gute Nacht!
RE: PETG patzt an der Kante
So, guten Morgen!
Meine Kinder freuen sich über einen Dino mehr, das war es aber auch schon.
Den Extrusionsfaktor auf 0.9 zu setzen brachte keine Verbesserung.
Wenn ich wieder zuhause bin (zwischendurch sollte ich auch mal was arbeiten) werde ich einen Temptower mit den Standardeinstellungen drucken. Mal schauen wie der dann ausschaut...
Schönen Freitag und einen guten Start ins Wochenende
Thomas
RE: PETG patzt an der Kante
@ikarusibk
Kannst Du die von Dir verwendete Datei nochmal verlinken?
Ich hab den nur als Download von vor mindestens 2 Jahren auf der Platte liegen.
Mich interessiert schon sehr warum das so aussieht.
Prusament PETg hab ich noch einiges da.
Und ein Dino mehr oder weniger schadet nicht.
Da freut sich mein Sohnemann.
Bitte stell dazu noch ein Bild mit der Ausrichtung auf der Druckplatte ein.
Von mir auch ein schönes langes Wochenende
Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: PETG patzt an der Kante
@kai-2
Das ist der hier: Flexi-Rex with stronger links (aus der STL gescliced)
Foto kann ich grad nicht liefern, aber ganz simpel: zentriert, Füße in X ausgerichtet, Schwanz links vorne, Kopf rechts hinten.
Den ersten hab ich auf 200%, den zweiten auf 160% skaliert.
Tu deinem Sohnemann was gutes 👍
Liebe Grüße
Thomas
RE: PETG patzt an der Kante
@ikarusibk
Sehr gut, das reicht als Beschreibung.
Nur eins noch, welchen Infill-Typ hast Du verwendet, und wieviel %?
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: PETG patzt an der Kante
@kai-2
Da bin ich mir jetzt nicht ganz sicher, schau später nach.
08/15, ich glaube Gyroid mit 15%
RE: PETG patzt an der Kante
@ikarusibk
Nur damit ich das möglichst genau reproduzieren kann.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: PETG patzt an der Kante
08/15, ich glaube Gyroid mit 15%
So ist es, habe ich richtig vermutet
Aber, ich hab gerade einen viel besseren Dino von der Platt genommen 🙃
Und ich bin ein Depp, diesmal war Octolapse inaktiv.
Also sind die wilden Patzer die Bewegung zur Kameraposition.
Nichtsdestotrotz, auch das sollte eigentlich nicht sein.
Das komische ist, dass das Stringing generell schon weniger war, und auch mit Octolapse hatte ich bisher keine Probleme.
Ich drucke jetzt gerade einen Temptower, mal schauen ob der was aussagt.
Liebe Grüße
Thomas
RE: PETG patzt an der Kante
@ikarusibk
Autsch, aber genau das Thema hatten wir hier schon.
Es ist sehr wichtig das bei der Problembehebung alle Rahmenparameter bekannt sind.
Die meisten, inkl. mir, gehen erst einmal von einem mehr oder weniger Standard MK3 aus.
Die Nutzung von Octoprint und den entsprechenden PlugIns kann da schon mal für Ärger sorgen.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: PETG patzt an der Kante
Aber schön das damit nun der Fehler gefunden ist.
Und das klingt ja auch absolut plausibel.
Da lernt man jeden Tag was neues dazu.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: PETG patzt an der Kante
@ikarusibk
Generell neigt PETg ja zum sogenannten oozing. Und zwar erheblich stärker als z.B. PLA.
Je nach Drucker und Düse kommen da beim Aufheizen schon mal einige Zentimeter zusammen.
Das erklärt dann auch das überschüssige Material wenn er zur Seite fährt.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent