Gelegentliche Kleckse
Ein freundliches Hallo an alle potentiellen Helfer,
mich nervt ein Problem beim Drucken:
Gelegentlich kleckst mein Drucker, nicht oft, nicht immer, und wenn, dann durchaus in verschiedenen Schichthöhen (Siehe Foto)!

Was kann die Ursache sein, uns was kann ich dagegen machen?
Ich bin für jeden Tipp dankbar.
Gruß
Klaus
RE: Gelegentliche Kleckse
Hi, ich könnte mir vorstellen, dass etwas zu viel Filament vorgeschoben wird, was beim Retract am Düsenrand kumuliert und irgendwann abgestreift wird. Durchflussrate leicht verringern könnte helfen. Das Filament ist ausreichend trocken?
Grüße
Chris
I try to give answers to the best of my ability, but I am not a 3D printing pro by any means, and anything you do you do at your own risk. BTW: I have no food for…
RE: Gelegentliche Kleckse
Hallo Chris,
ich danke dir für deine Antwort.
Deine Vermutung klingt logisch. Ich verwende den Prusaslicer. Aber an welcher "Stellschraube" müsste ich da drehen, und wieviel? Ich kenne mich dabei noch nicht so gut aus. Vielleicht könntest du mir nochmals mit einem Tipp helfen, evtl. mit Foto?!?
Gruß
Klaus
RE: Gelegentliche Kleckse
Hi,
sorry, daß ich mich einmische... Ich habe dir mal eine Hardcopy gemacht und die beiden relevanten Einträge markiert. Der erste ist der durchschnittliche Durchmesser - fälschlicherweise geben die meisten da den Soll-Durchmesser ein - Soll ist aber nicht Ist und der Slicer kann nur annehmen, daß es sich um Ist-Daten heißt. Das andere ist der Flow-Multiplikator.
Ich habe auch mal einen Kalibrierwürfel angehängt. Den einfach mal mit 1,75 mm und Flow 1,0 drucken. Dabei ist folgendes zu beachten: 2 Perimeter für die Außenwände verweden, 4 für Bottom (also Boden) und 0 für Top (also "Dach") und Infill 0%!. Damit druckt er 4 Bodenlayer und 2 Perimeter starke Außenwand. Vorab brauchst du eine Feinwaage und 1 m von dem Filament wiegen. Nun das ganze Slicen und die Gesamtlänge aus dem Gcode (einfach z.b. mit Ed bei Windows) auslesen. Steht am Anfang des letzten Blocks (Abschlußkommentare über Einstellungen etc...). Dort steht ziemlich am Anfang, wieviel mm Material verwendet wird. Das Gewicht des Meters durch 1000 teilen und mit dieser Länge multiplizieren. Damit hast du das zu erwartende Gewicht des Druckes - INKL.(!) Purge-Raupe und Briem etc... Eben alles, was in dem Druckauftrag gedruckt wird. Nun das ganze ganz normal drucken und am schluß alles - wirklich alles, egal wie es aussieht, erstmal, auf die Waage. Dann hast du das Ist-Gewicht. Nun hast du also Ist und Soll und entsprechend vermutlich eine deutliche Abweichung voneinander. Soll durch Ist teilen und du bekommst, wieviel % die Abweichung von deiner Einstellung 1,75 mm * 1,0 du hast. Kommt dann z.b. 1,04 heraus, so mußt du den Flow auf 1,04 setzen oder entsprechend den Diameter entsprechend reduzieren (kleinerer Durchmesser veranlaßt mehr zu fördern, größerer Durchmesser reduziert die Fördermenge entsprechend...)!
Gruß, Digibike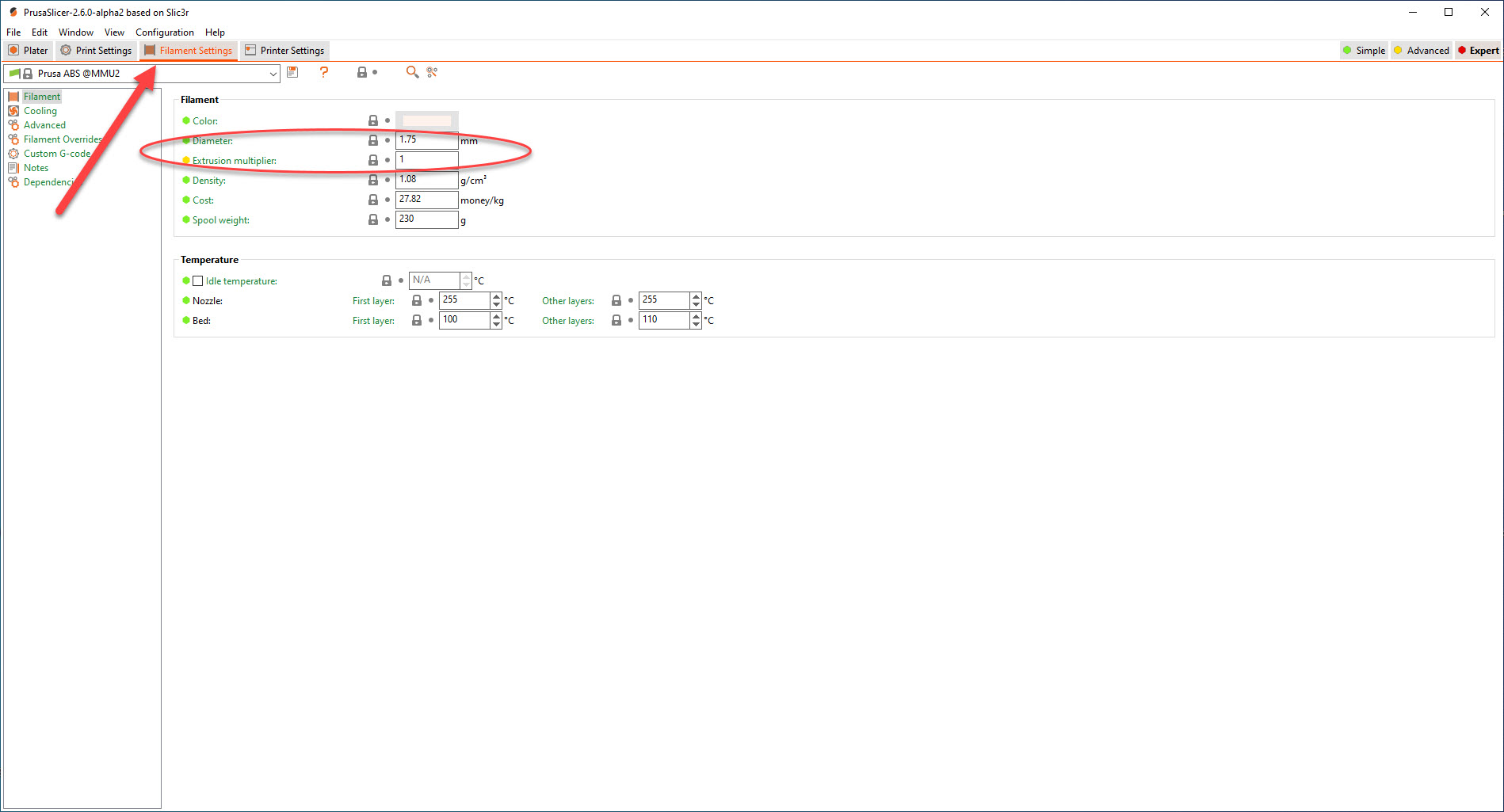
RE: Gelegentliche Kleckse
@klausi49 Das hat digibike besser erklärt als ich das gekonnt hätte. @digibike, wo hast Du den Kalibrierwürfel angehängt?
Klaus, nachdem Du Dich noch nicht auskennst, hier ein paar Verdeutlichungen:
4 Bodenschichten und 2 vertikale Perimeter stellst Du hier ein:

Die Filamentlänge findest Du im gcode, in dem Du den Windows Editor öffnest, auf "alle Dateien" stellst und dann den gcode öffnest. Suche nach einer Angabe
"; filament used [mm] ="
Grüße
Chris
I try to give answers to the best of my ability, but I am not a 3D printing pro by any means, and anything you do you do at your own risk. BTW: I have no food for…
RE: Gelegentliche Kleckse
Keine Ahnung - hatte es eigentlich als Datei angehängt - Bild hat er, aber Zip nicht... Neuer Versuch.
Gruß, Digibike
RE: Gelegentliche Kleckse
Noch eine Ergänzung: Links von Boden steht Decke (Slicer steht auf Deutsch, bei English entsprechend Top). Diesen nicht vergessen, auf 0 zu setzen. Ohne Infill oder Support kann er das nicht (sauber) drucken - und wäre auch Materialverschwendung. Diese Würfelschale reicht vollkommen...
Gruß, Digibike
RE: Gelegentliche Kleckse
Hallo euch beiden,
vielen Dank für die ausführlichen Erläuterungen. Ich hätte mit meinen 73 Jahren nicht gedacht, dass es so kompliziert ist, den Drucker richtig einzustellen.
Ich werde dies auf jeden Fall mal durchprobieren. Das Problem ist nur, ich habe keine Feinwaage und muss mir erst mal eine solche besorgen.
Noch eine Frage: Gilt die Einstellung des Faktors (z.B. 1,04) dann für jeden Druck, für jedes Filament, oder muss ich diesen Wert immer wieder ermitteln?
Noch eine Frage: Falls ich keine Feinwaage besorgen kann, ist es möglich, den genannten Faktor in kleinen Stufen versuchsweise zu ändern und das Druckergebnis zu beobachten? In welchen Schritten könnte ich das machen?
Verstehe ich das also richtig: Wenn der Drucker kleckst, könnte er zu viel Filament transportieren, dass sich dann an der Düse absetzt, folglich müsste ich den Faktor etwas verringern, oder?!?
Ich merke schon: Eine spannende Zeit steht vor mir und ich wünsche euch ein schönes Wochenende - kommt gut in den Mai!
Gruß
Klaus
RE: Gelegentliche Kleckse
Kunststoffe haben unterschiedliche Wärmeausdehnungen. Unterschiedliche Chargen haben auch unterschiedliche Streuungen. Unterschiedliche Temperatur, Düsendurchmesser und Druckgeschwindigkeit - sowie Materialeigenschaften - haben auch unterschiedliche Auswirkungen auf den Druckaufbau vor der Düse, in der Schmelzkammer. Da der Druck nicht verschwindet, staut er sich zurück, bis zur Ursache des Druckaufbaus - dem Ritzel des Steppers, der es versucht, vorwärts zu schieben. Damit baut sich dort auch unterschiedlicher Schlupf auf. Wenn du mit 60auf der Autobahn unterwegs bist, hast du an den Reifen auch vermutlich einen anderen Schlupf, wie bei 220 z.b... Also, es ist schon ein wenig "beweglich". Aber keine Angst, mit der Zeit bekommst dafür schon ein Gefühl und Auge. Du kannst auch mittels Messschieber 2 m Filament alle 10 cm an 2 90 Grad versetzten Stellen messen, alle Werte zusammen zählen und durch die Anzahl teilen. Damit hast du dann den gemittelten Filamentdurchmesser. Dann mußt den Flow noch entsprechend dem Wärmeausdehnungsverhalten anpassen - bei PLA bist da etwa im Bereich 0,92 bis 0,95, ABS .98 bis 1.02... etwa. Allerdings ist das bequemer und einfacher. Zumal du niemals die Filamentspule beim Abspulen komplett entlasten darfst! Wenn das passiert und du "wickelst" wieder drauf, ist eigentlich schon fast vorbestimmt, daß irgendwann ein "Knoten" beim Drucken diesen zunichte macht... Also, wenn, dann am besten zu zweit das ganze machen, so daß der 2.te die Spule unter Spannung hält...! Aber deshalb habe ich mir diesen "Würfel" designed. Er ist sehr schnell gedruckt und der Drucker muß keine "Scharfen" Ecken anfahren, also abrupt stoppen und neu beschleunigen. Er fährt fast schon im Vasemodus, die Wände ab.
Gruß, Digibike
RE: Gelegentliche Kleckse
@klausi49 - mach´ Dir nicht so viele Gedanken. Dreh´ einfach mal bei einem Probedruck die Flowrate etwas runter, zB auf 0,97 und guck´ was passiert. Das ist keine schwarze Magie 🙂
Wenn Du jemanden mit einer Espressomaschine in der Nachbarschaft hast - die Jungs haben idR auch eine Waage für Kaffee nebendranstehen, die in Zehntelgramm wiegt.
I try to give answers to the best of my ability, but I am not a 3D printing pro by any means, and anything you do you do at your own risk. BTW: I have no food for…
RE: Gelegentliche Kleckse
@klausi49 - mach´ Dir nicht so viele Gedanken. Dreh´ einfach mal bei einem Probedruck die Flowrate etwas runter, zB auf 0,97 und guck´ was passiert. Das ist keine schwarze Magie 🙂
Wenn Du jemanden mit einer Espressomaschine in der Nachbarschaft hast - die Jungs haben idR auch eine Waage für Kaffee nebendranstehen, die in Zehntelgramm wiegt.
So werde ich das vorerst mal machen.
Ich werde zur gegebenen Zeit berichten, was es gebracht hat.
Gruß
Klaus
RE: Gelegentliche Kleckse
...Ich hätte mit meinen 73 Jahren nicht gedacht, dass es so kompliziert ist, den Drucker richtig einzustellen.
Ich werde dies auf jeden Fall mal durchprobieren. Das Problem ist nur, ich habe keine Feinwaage und muss mir erst mal eine solche besorgen.
Noch eine Frage: Gilt die Einstellung des Faktors (z.B. 1,04) dann für jeden Druck, für jedes Filament, oder muss ich diesen Wert immer wieder ermitteln?
Noch eine Frage: Falls ich keine Feinwaage besorgen kann, ist es möglich, den genannten Faktor in kleinen Stufen versuchsweise zu ändern und das Druckergebnis zu beobachten? In welchen Schritten könnte ich das machen?
Verstehe ich das also richtig: Wenn der Drucker kleckst, könnte er zu viel Filament transportieren, dass sich dann an der Düse absetzt, folglich müsste ich den Faktor etwas verringern, oder?!?
Ich merke schon: Eine spannende Zeit steht vor mir und ich wünsche euch ein schönes Wochenende - kommt gut in den Mai!
Gruß
Klaus
Hi,
finde es super, daß du dich damit "reinfuchsen" willst! Kunststoff verhält sich halt ein wenig heftiger auf Temperaturen, wie Metall. Ein Kollege hat Spritzguss mal gelernt - hat natürlich Vorteile, weil er schon am Geruch einordnen kann, wie sauber er gerade druckt... Wobei er auch selber sagt, daß Zeug ist nicht zum einatmen - ist teilweise höchstbedenklich. Da geht es Ihm wohl um eine Nase voll um zu beurteilen, ob die Temperatur "paßt". Mach ich lieber anderweitig, aber gut...
Es kommt halt immer darauf an, wie genau und sauber man das haben will. Wenn ich max. Maßhaltigkeit will, muß auch alles max. genau stimmen. Je weniger Wert ich darauf lege, desto eher kann ich mit "Feld, Wald und Wiesen-Werten" arbeiten. Aber keinen Kopf machen - wir haben alle Schritt für Schritt angefangen. Und, vermutlich keiner, der seine Anfänglichen "Wunderwerke" mit seinen Standard-Druckwerten von heute vergleicht, wird sagen "Da konnt ich es aber deutlich besser...". Es ist halt wie mit allem: Übung macht den Meister. Je intensiver ich mich mit etwas befasse, desto mehr Erfahrungen sammel ich darin auch... 😉
Gruß, Digibike
RE: Gelegentliche Kleckse
Hallo Freunde,
ich will mich mal wieder melden, denn es gibt Neuigkeiten bzgl. des obigen Problems zu berichten:
Ich war nicht untätig und habe im Display meines Druckers unter dem Punkt "Einstellungen" den Eintrag "Durchfluss" gefunden.
Der Durchfluss war vor dem Druckbeginn auf 100 eingestellt, nach Druckbeginn auf 95.
Ich habe den Wert auf 92 verringert und mit PETG losgedruckt!
Nach mehreren Drucken kann ich feststellen: Es gibt keine Kleckse mehr! Und auch die Maßhaltigkeit scheint verbessert zu sein! 😊
Ich hoffe, dass dies kein Zufallsergebnis ist!!!
Bleibt noch die Frage: Ist der Eintrag "Durchfluss" im Display gleichzusetzen mit dem gewissen Faktor im Slicer?
Ich bleibe dran und werde mich nach weiteren "Druckereien" wieder melden.
Gruß
Klaus