"Boden"-Haftung
Während vieles, was ich drucke keine Probleme macht, gibt es einiges, was ich nicht hin bekomme.
Die hohen Teile mit kleiner Aufstandsfläche für das Lacktisch-Gehäuse für die MMU-Variante waren tlw. nicht zu drucken, das PETG wollte einfach nicht so lang
e ruhig stehenbleiben, ich habs dann mit PLA geschafft.
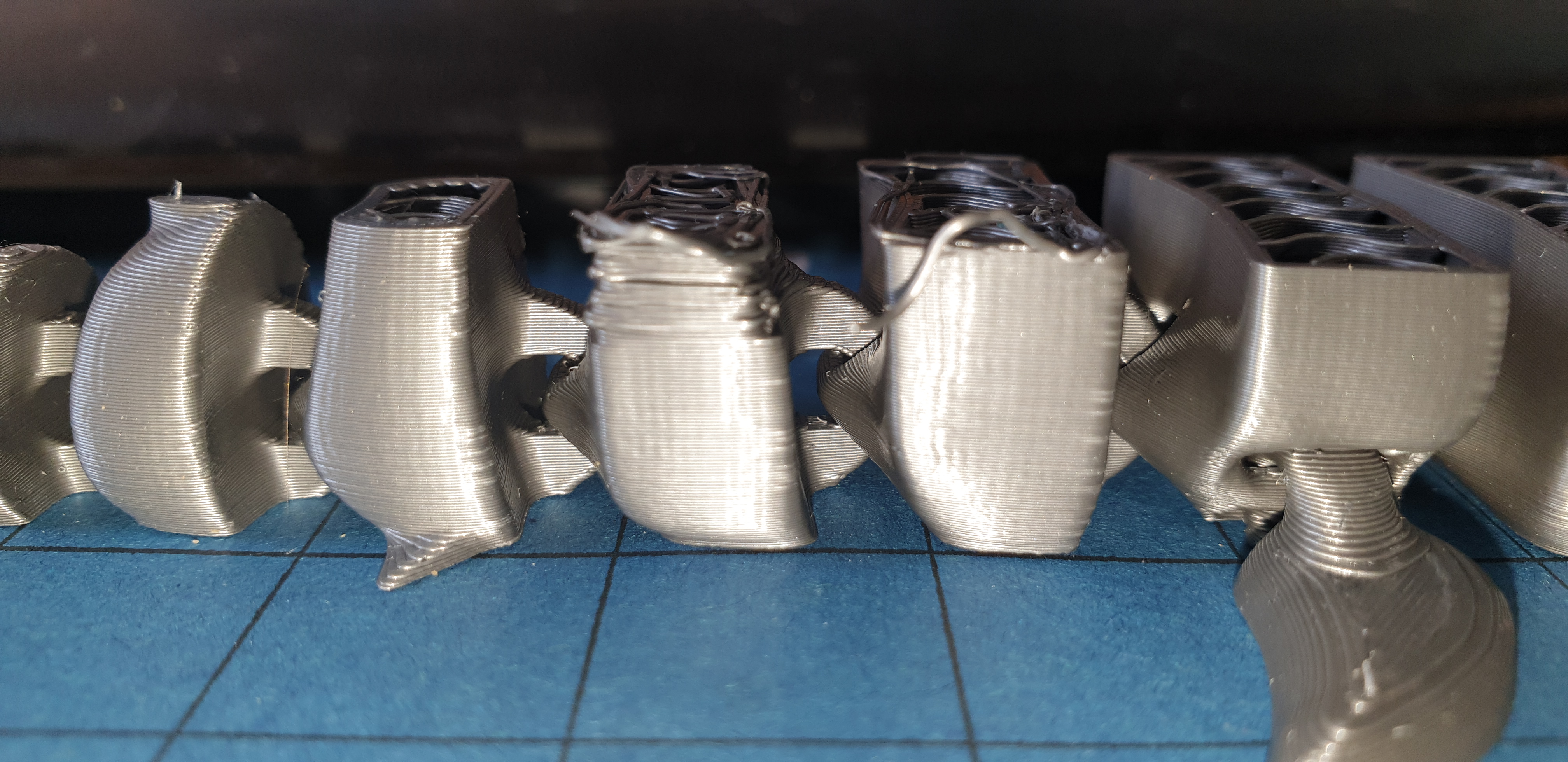
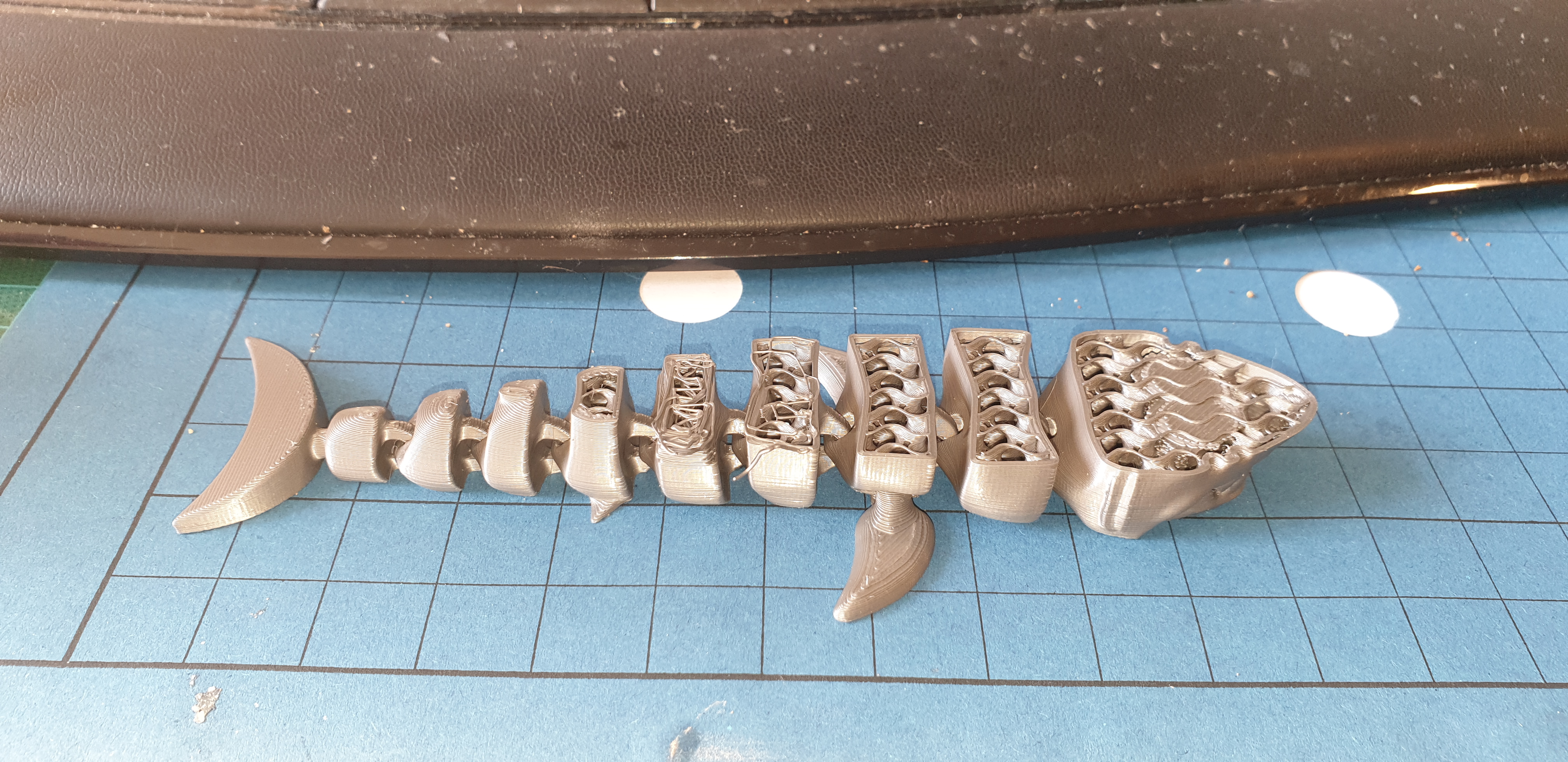
Was mir aber echt Probleme bereitet sind Hai und Octopus
Nach einiger Zeit (ca. 2 h) löst sich ein Element des Modells und der ganze Druck ist ruiniert.
Ich drucke mit MK3sMMU2S früher mit glatter Platte, jetzt mit pulverbeschichteter PEI-Platte ohne irgendwelche Haftmittel.
Bett 60°, Filament PLA 215° (gem Hersteller)
Gruß
Stefan
RE: "Boden"-Haftung
Fehlende Haftung geht fast immer auf verschmutzte Platten zurück. Reinigungshinweise findest du oft genug hier im Forum.
Beachte zudem bitte die Hinweise im Handuch zur material- und plattenspezifischen Vorbehandlung.
RE: "Boden"-Haftung
Während vieles, was ich drucke keine Probleme macht, gibt es einiges, was ich nicht hin bekomme.
Die hohen Teile mit kleiner Aufstandsfläche für das Lacktisch-Gehäuse für die MMU-Variante waren tlw. nicht zu drucken, das PETG wollte einfach nicht so lang
e ruhig stehenbleiben, ich habs dann mit PLA geschafft.
Was mir aber echt Probleme bereitet sind Hai und Octopus
Nach einiger Zeit (ca. 2 h) löst sich ein Element des Modells und der ganze Druck ist ruiniert.
Ich drucke mit MK3sMMU2S früher mit glatter Platte, jetzt mit pulverbeschichteter PEI-Platte ohne irgendwelche Haftmittel.
Bett 60°, Filament PLA 215° (gem Hersteller)
Gruß
Stefan
Bei kleinen Auflageflächen solltest Du eine Krempe (brim) verenden. Außerdem muss da Druckbett eben, sauber gelevelt (Z-Firstlayer absolut wichtig) und absolut clean (fettfrei, staubfrei usw.) sein, dann haftet das PLA auch auf der text. Platte.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: "Boden"-Haftung
@karl-herbert
Guten Morgen Karl Herbert!
Zunächst mal Danke für den Fleiß und die Art, mit denen Du jedem versuchst zu helfen, freundlich, ohne Zeigefinger, unabhängig davon, wie oft das Thema schon behandelt wurde.
1. Brim: hbae ich bei dieser Art von Modellen schon versucht, ist aber eine Wahnsinnsarbeit den hinterher vernünftig zu entfernen. Beim Hai könnte ich es nochmal probieren.
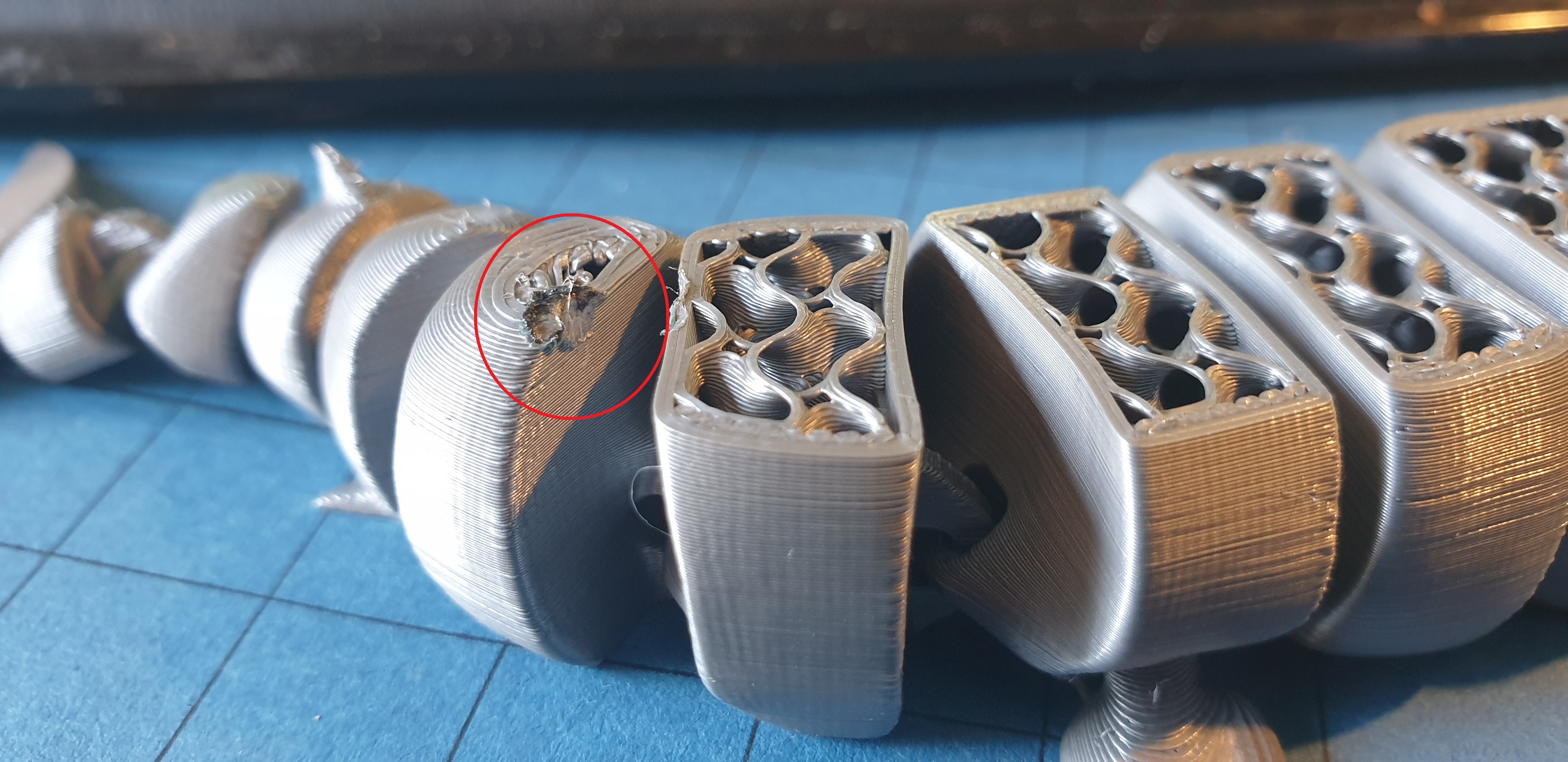
2. Beim unten angehängten Photo war die Platte 100% gereinigt und zusätzlich mit Printafix besprüht.
Ich habe das Gefühl, dass etwas anderes passiert ist, was ich nicht verstehe, könnte aber auch durch das Lösen pasiert sein: es tat auf einmal einen Knall, als die Druckdüse in ein Teil hineingefahren ist und dieses mit Gewalt gegen den Widerstand des Klebers von der Druckplatte gelöst hat. Der Knall könnte natürlich auch von den "angehängten" Modell-Teilen stammen. Hast Du eine Idee, was sonst noch als Ursache in Frage kommen könnte?
3. First Layer: Ich kenne die Skizze aus dem Handbuch. Hast Du mal ein Detail-Photo, wie es aussehen sollte? Ich habe inzwischen gefühlt von "Kreidestrich" bis "Filamentfaden leich gequetscht" alle Stufen ausprobiert und ich bekomme keinen Octopus gedruckt
Gruß
Stefan
RE: "Boden"-Haftung
@catweazle
Das sieht nach unregelmässiger Extrusion aus. Hast Du den Extruder schon mal kalibriert?
https://drucktipps3d.de/extruder-esteps-kalibrieren/
Verwendest Du die originalen Slicer Einstellungen, Multipilkationsfaktor 1, Temperaturen, Vorschubgeschwindigkeiten...?
Zu besseren Haftung würde ich die Funktion "brim" aktivieren, auch wenn dadurch händisch nachgearbeitet werden muss. Das geht mit einem Entgrater, Schaber oder einer Nadelfeile recht gut.
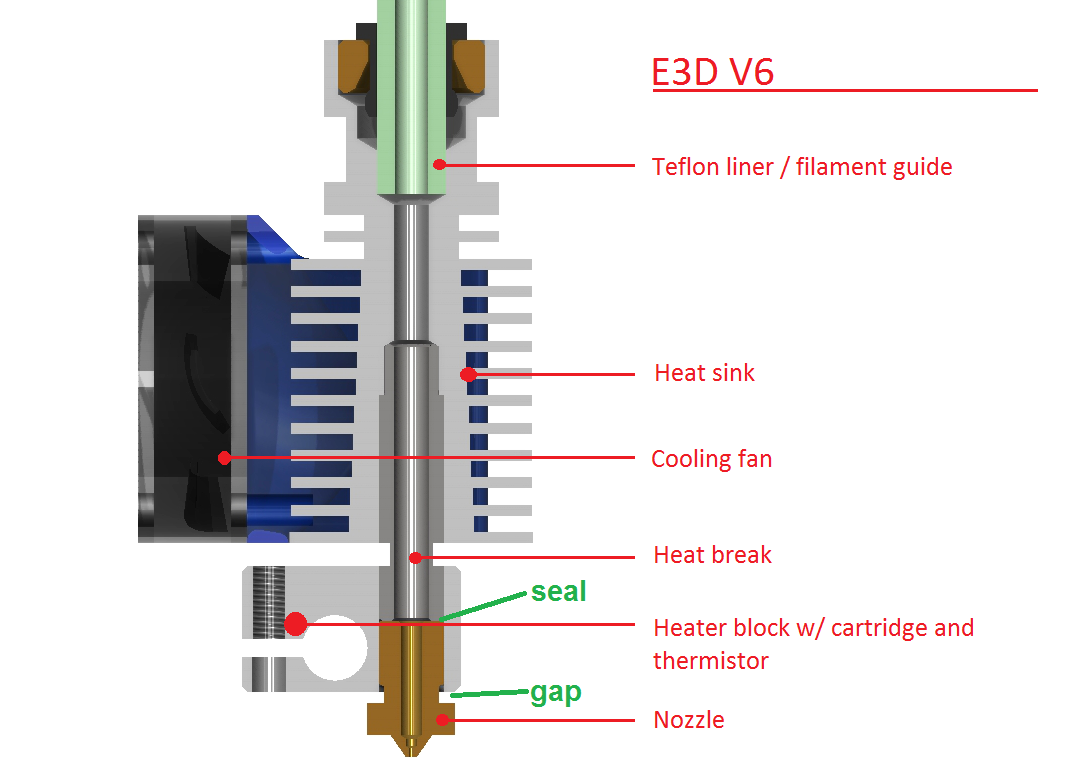
Gelegentlich solltest Du auch das hotend reinigen und gegebenenfalls die Düse auswechseln. Für den Anfang würde ich nur die Standardgröße 0.4mm verwenden. Beim Einschrauben der Düse musst Du darauf achten, dass diese bündig an der heatbreak abdicht und der Sechskant nicht bündig am Block anliegt:
Die Umgebungstemperatur beim Druck von PLA sollte 30Grad C. nicht übersteigen. Den Düsenlüfter kannst Du nach der 3. Schicht auf 70-100% einstellen. Das funktioniert bei mir beim PLA-Druck sehr gut.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.