RE: Überbrückungs-Infill im Prusa Slicer
@max-distortion
wenn Du Ergebnisse von Drucken hast, die Du mit Cura geslicet hast, dann kannst Du ja mal berichten.
Bisher habe ich mir Cura noch nicht angetan.
Will nicht damit sagen, dass es schlecht ist, aber in 2 Programme einarbeiten reicht, für den Anfang 😉
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: Überbrückungs-Infill im Prusa Slicer
@dermartin
Ironing wollte ich unbedingt mal testen. Hat auch gut funktioniert. Der Top Layer ist fast noch glatter als der Bottom.
Was mich etwas stört ist, dass auf dem Prusa Display keine Restdruckzeit mehr angezeigt wird. Vielleicht nur eine Einstellungssache?
Wie schafft es eigentlich Prusa, dass die gedruckten Druckerteile eine durchgängig "rauhe" Oberfläche haben? Könnte das mit dem verwendeten Druckbett zusammenhängen?
RE: Überbrückungs-Infill im Prusa Slicer
@max-distortion
dazu brauchst Du die Pulver beschichtete Druckplatte und einen top eingestellten "first layer"
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: Überbrückungs-Infill im Prusa Slicer
@max-distortion
Das mit der Temperaturwahl ist so eine Sache. Die tatsächliche Temp. stimmt zumeist nicht mit den angezeigten Werten überein, weshalb in dieser Richtung meistens etwas geschraubt werden muss. Das ist abhängig von den Einsy Spannungs- und Thermistor Widerstandstoleranzen und den dazugehörigen Tabelleneinträgen. Ich habe vergleichsweise bei der Installation des PT100 die vorhandenen Tabellen beim Kalibrieren bis zu 5Grad C. korrigieren müssen. Dennoch muss ich mich bei jedem neuen Filament zur "optimalen" Temperatur hinarbeiten was dann aber nicht bedeuten muss, dass das auf einem anderen Drucker gleichermaßen funktioniert.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Überbrückungs-Infill im Prusa Slicer
@max-distortion
Die rauhe Oberfläche ist dem texturierten PEIsheet geschuldet. Das sieht recht schick aus und gibt der Oberfläche eine senkerodierte Struktur. Längerfristig würde ich sowieso die Anschaffung beider Varianten (glatt und texturiert) für die verschiedenen Materialien empfehlen.
Würdest Du mal ein Foto von Deiner "geironten" Oberfläche einstellen?
Danke!
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Überbrückungs-Infill im Prusa Slicer
die angezeigte Temperatur ist stark, von der Art, der verwendeten Druckplatte, abhängig.
Da können schon mal 10° Abweichung auftreten.
Gerade bei PLA ist mir aufgefallen, dass sich bei 60° Bett Temperatur noch leichtes warping zeigt, was dann bei 75° verschwindet.
Das liegt dann auch daran, das an der Oberfläche keine 75° erreicht werden, sondern dass ich dadurch einfach die Differenz ausgleiche.
Im übrigen gilt das auch, für die Düse. Unterschiede zwischen Stahl, Messing, Diamant, Wolfram. Die Temperatur an der Düse ist dann nicht unbedingt, die angezeigte Temperatur.
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: Überbrückungs-Infill im Prusa Slicer
@dermartin
Wow, Du hast Warping bei PLA. Das habe ich noch nicht hinbekommen mit dem MK3.
Hast Du das bei bestimmten PLA Sorten/Herstellern, oder generell?
Das habe ich das letzte Mal bei einem gaaaanz kleinen XYZ Drucker ohne Einhausung und Heatbed gehabt.
Gruß
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Überbrückungs-Infill im Prusa Slicer
@dermartin
Ich meinte im vorigen post die Düse. Das Bett zeigt wesentlich höhere Abweichungen auf der Infrarotaufnahme. Ich habe bei mir punktuell Abweichungen bis zu 15Grad C. und mehr gemessen. Das bedeutet, dass Du bei den Bett Temperaturen ruhigen Gewissens schon mal 5 bis 15 Grad höher gehen kannst. Ich habe auch aus diesem Grund die Leistung der Bettheizung etwas hochgeschraubt um gewährleisten zu können, dass auch mal 130-140 Grad erreicht werden können (sofern diese dann mal notwendig wären).
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Überbrückungs-Infill im Prusa Slicer
@dermartin
Apropos Düsen: Kennst Du eine Bezugsquelle zu Hartmetall Düsen (Cobalt-Wolframcarbid)? Diamantdüsen sind mir soweit keine bekannt, zumal diese aber bzgl. Wärmeleitfähigkeit Kupfer, Alu, Silber usw. weit übertreffen würde. Wo die dann aber preislich liegt ist wieder ein anderes Thema.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Überbrückungs-Infill im Prusa Slicer
@kai-r3
nur bei bestimmten Herstellern (Geeetech) und auch sehr minimal. Man sieht es auch ehr, am 1. Layer und der Oberfläche.
Oder man legt mal ein Stahllineal drüber.
@karl-herbert
wie hast Du denn die Leistung hochgeschraubt ?
Firmware die Grenzen hoch gesetzt?
Oder tatsächlich die Heizleistung erhöht?
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: Überbrückungs-Infill im Prusa Slicer
@karl-herbert
nach einer Wolfram Düse hatte ich auch schon mal gesucht.
Da bin über diese von Tungsten , gestolpert. Vielleicht kann man die auch irgendwo, in Deutschland oder Österreich beziehen.
Diamant war jetzt falsch. Düsen mit Rubin gibt es aber einige. Bei Amazon z.B.
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: Überbrückungs-Infill im Prusa Slicer
@dermartin
Die Heizbettleistung ist bei ca. 130 Grad C. am Ende. Es liegt eine Spannung von 24V und ein konstanter Heizungs-Innenwiderstand an. Bei ca. 6.5 Ampere sind das ca. 156 Watt Heizleistung, welche sich durch die Firmwareeinstellungen alleine nicht erhöhen lässt. Du kannst zwar in der Firmware die Grenze auf 150 Grad C. schrauben, spätestens bei 130 Grad C. wird dir das mit einem "Thermal runaway" quittiert. Um die Heizleistung zu erhöhen braucht es ein zusätzliches Netzteil um die Spannung auf ca. 30 V zu erhöhen. Damit kann man ein Plus von ca. 20Grad C. gewinnen. Die Idee (eine von Vielen) dazu stammt von Holger, welche es mir nun auch möglich macht (neben der PT100 Aufrüstung), Versuche mit PEEK zu starten
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Überbrückungs-Infill im Prusa Slicer
@max-distortion
Die rauhe Oberfläche ist dem texturierten PEIsheet geschuldet. Das sieht recht schick aus und gibt der Oberfläche eine senkerodierte Struktur. Längerfristig würde ich sowieso die Anschaffung beider Varianten (glatt und texturiert) für die verschiedenen Materialien empfehlen.
Würdest Du mal ein Foto von Deiner "geironten" Oberfläche einstellen?
Danke!
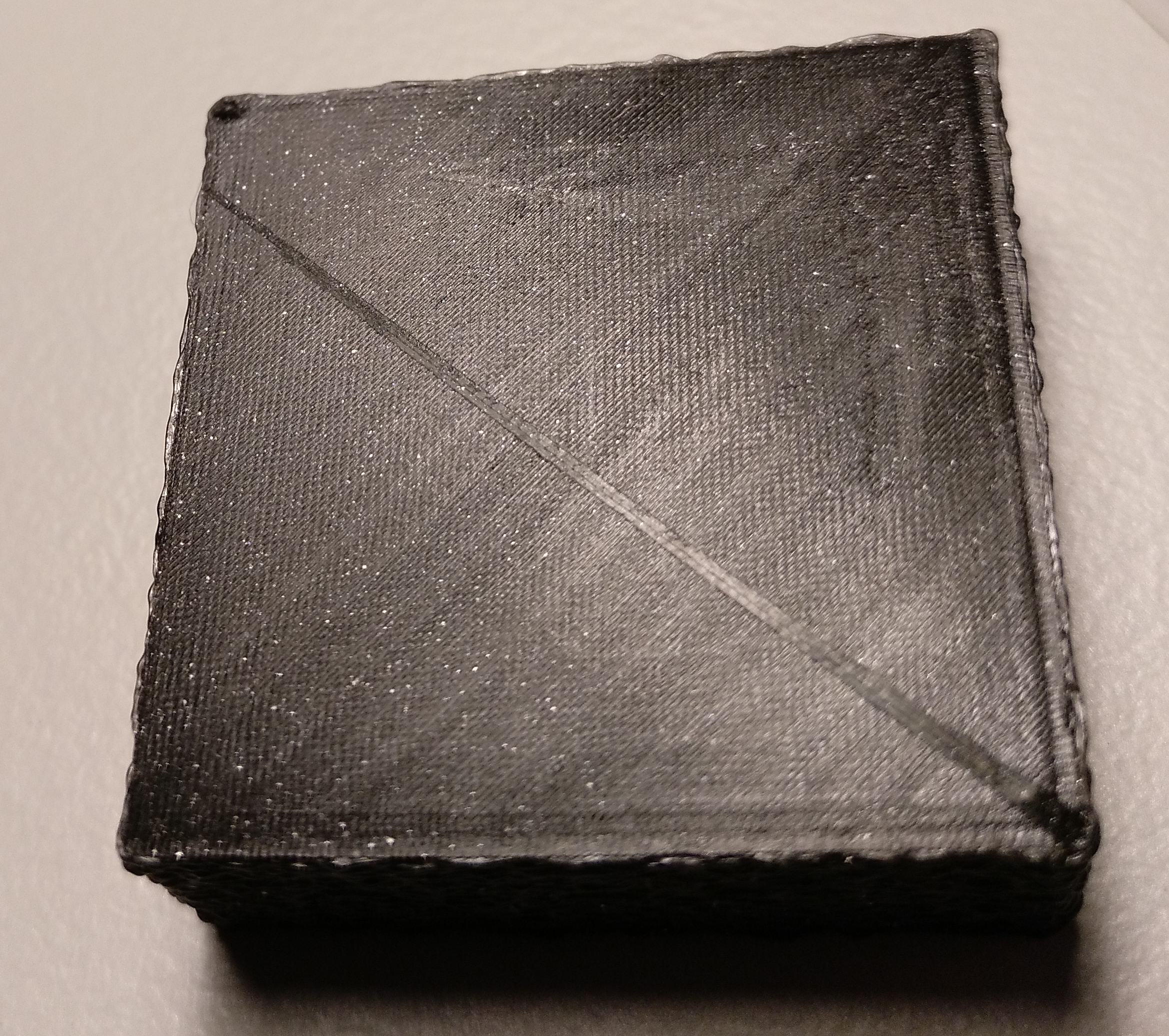
Na klar. Auf die Schnelle habe ich eben noch die Fuzzy Option ausprobiert. Verleiht dem Druckobjekt ein wenig Charakter und die Festigkeit wird auch erhöht. Das Ironing hat bei diesem Testobjekt (30 x 30 x 10mm) in der Mitte einen Striemen hinterlassen. Keine Ahnung warum. Da wäre noch etwas Feintuning angesagt. Mit den Ironing Einstellungen hatte ich mich bisher aber noch nicht befasst.


RE: Überbrückungs-Infill im Prusa Slicer
@dermartin
Danke für den "Tungsten" link. Das Hartmetall hat zwar nicht die besten Eigenschaften was die Wärmeleitfähigkeit betrifft, lässt sich aber bei entsprechender Erhöhung der Düsentemperatur sicherlich gut für Carbonhaltige Materialien einsetzen. Die Olson Ruby hatte ich auch schon im Einsatz und brachte keine nennenswerten Besserungen beim Druck von Carbonhaltigem. Inzwischen arbeite ich hauptsächlich mit qualitativ hochwertigen Messingdüsen und tausche diese hin und wieder. Ein europäischer Hersteller von Hartmetall Düsen ist mir leider nicht bekannt.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.