Überbrückungs-Infill im Prusa Slicer
moin
Mich stört etwas, am Slicer oder ich bekomme es nicht, in den Griff.
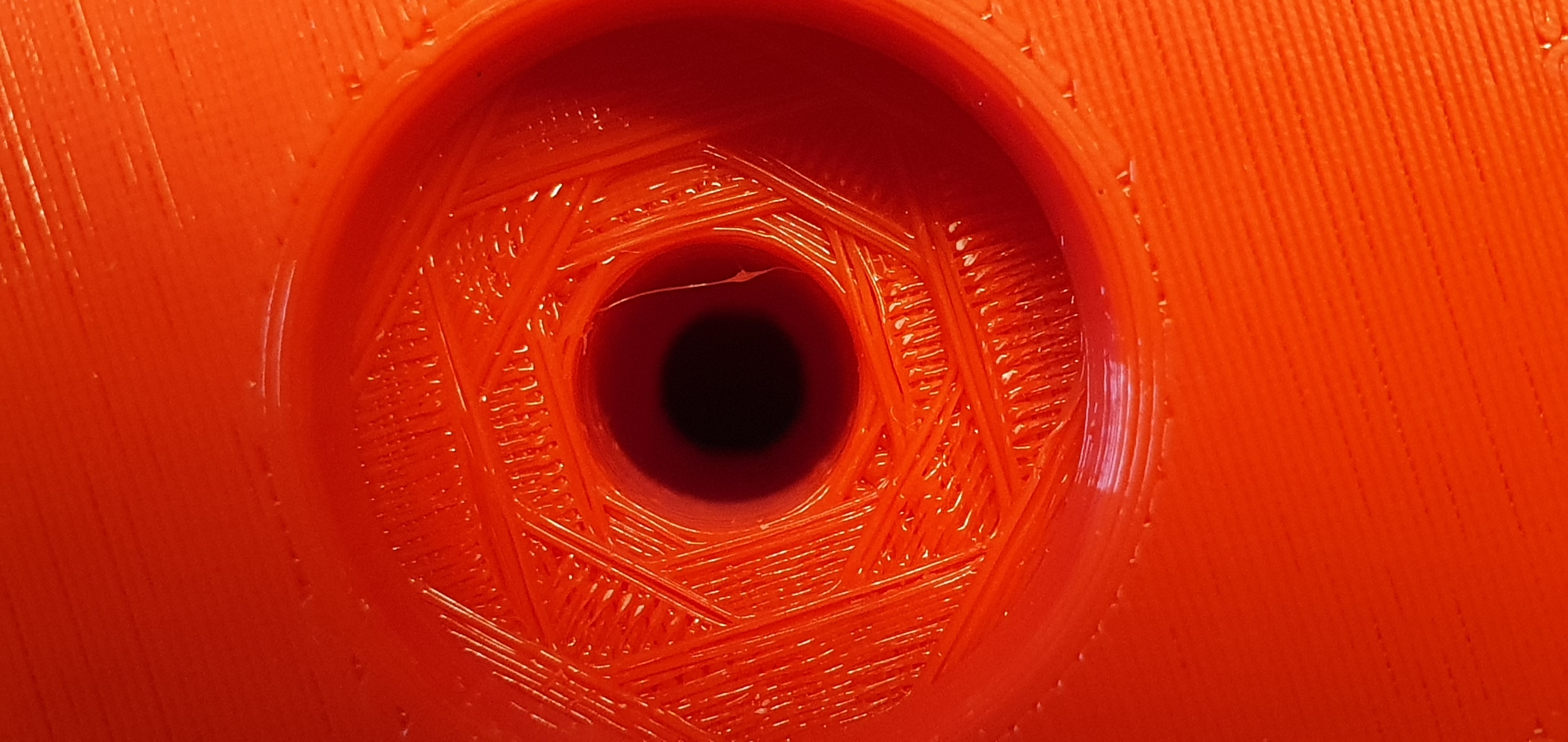
Das Überbrückungs-Infill sieht immer sehr unschön aus. Daher arbeite ich auch lieber mit Support.
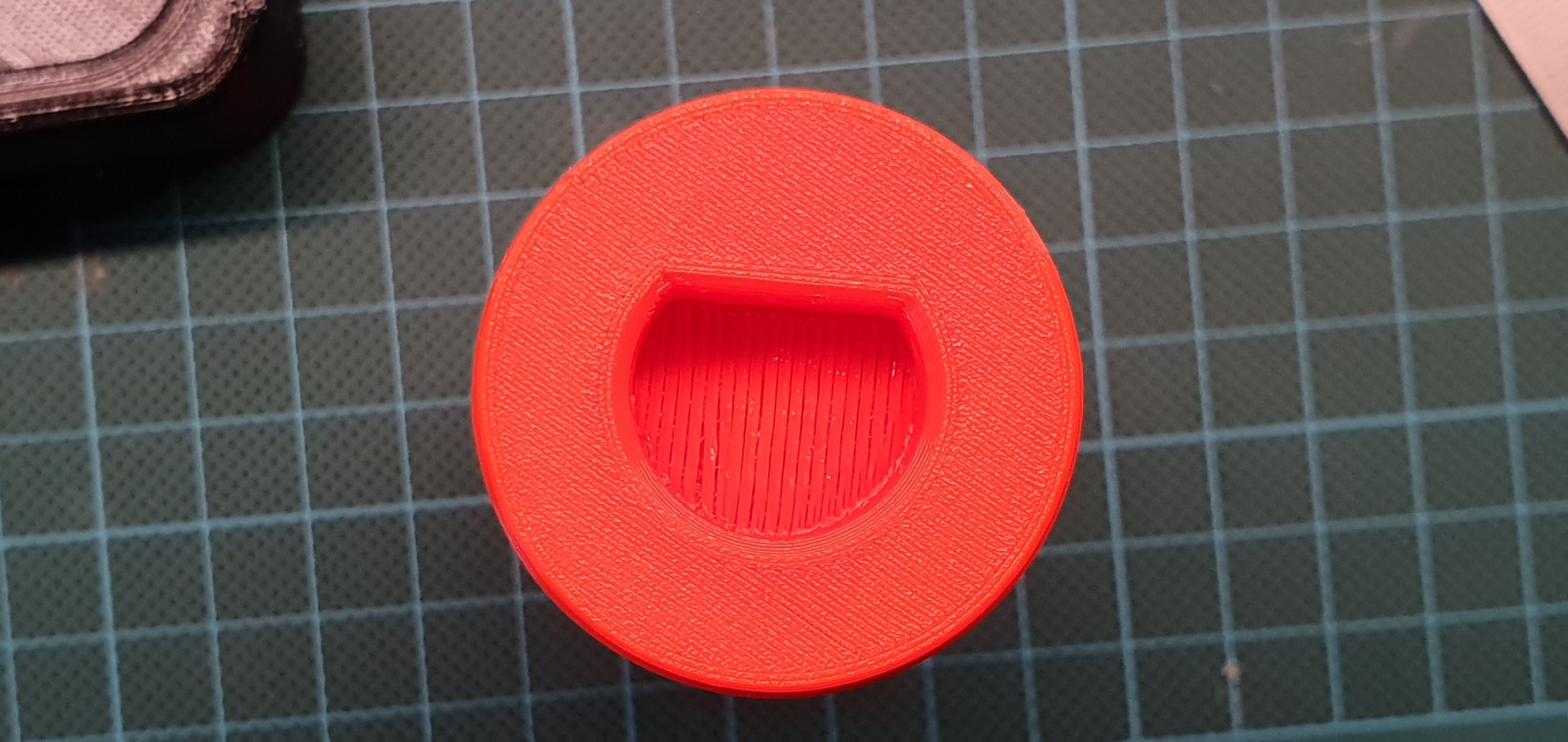
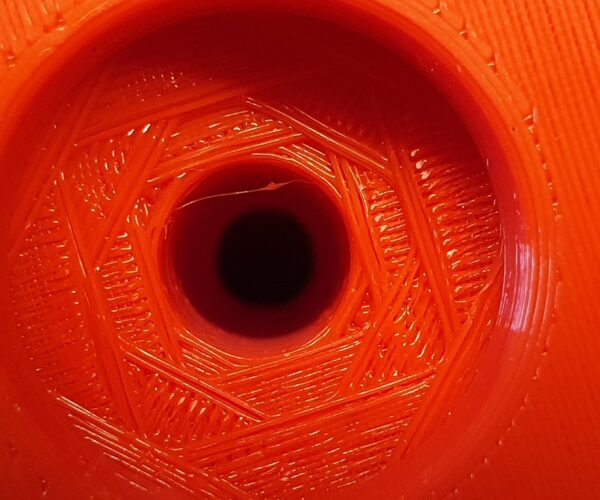
Bei diesem Teil habe ich, die Nut, mit Support, gedruckt. Wozu brauche ich dann noch den Überbrückungs-Infill?
Der sieht echt nie gut aus. Kann ich das irgendwo verhinder, das der gedruckt wird, wenn ich Support verwende ?
Oder ich bin total, auf dem Holzweg und kapier das noch nicht.
Bitte klärt mich mal auf.
Danke schön
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: Überbrückungs-Infill im Prusa Slicer
weiß es wirklich niemand?
An der Stelle, in der Nut, wird das Überbrückungs-Infill gedruckt, trotz Support.
Da das "Überbrückungs-Infill nicht dicht beieinander liegt, sieht das nicht schön aus.
Wenn ich schon mit Support Drucke, hätte ich hier lieber ein Stabiles-Infill
Mit Simplify3D sieht das besser aus. Nur beim Prusa Slicer bekomme ich das noch nicht hin.
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: Überbrückungs-Infill im Prusa Slicer
@dermartin
Mit Simplify3D gesliced und dann gedruckt sieht besser aus, richtig?
Dann sollte das mit dem Prusa Slicer auch gehen. Ich hab die Einstellpunkte grad nicht vor Augen, aber schau doch mal bei den Bridging Parametern. Evtl. ist das dort versteckt.
Möglicherweise macht es ja auch Sinn den Knopf anders herum zu drucken. Dann entfällt das Probieren.
Du hast hier übrigens eine Vertiefung/Sackloch, eine Nut ist was anderes. 😉
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Überbrückungs-Infill im Prusa Slicer
@kai-r3
andere Seite macht leider keinen Sinn, da ist die selbe Vertiefung, da es eine Spindel, für einen Spulenhalter ist.
Kann man, auf dem Foto natürlich nicht erkennen.
Bisher habe ich schon einige Einstellungen, im Slicer durchprobiert. Das Überbrückungs-Infill sieht immer so bescheiden aus.
In meinen Augen, macht das Überbrückungs-Infill, an dieser Stelle auch keinen Sinn, wenn mit Support gedruckt wird.
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: Überbrückungs-Infill im Prusa Slicer
@dermartin
Hast Du evtl. mal die Quelldatei? Dann schaue ich heute Abend mal danach. Kannst Du mir auch per PN schicken. Erinnert mich von der Form etwas an die XYZ-Printing Spulenhalter.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Überbrückungs-Infill im Prusa Slicer
Das ist dieser Spulenhalter
Ich probier grad so viele Spulenhalter Varianten aus. Ich brauch bald mal einen 2. Drucker.
Deine Variante gefällt mir nämlich auch gut. Dann ist der Drucker wieder 40h belegt.
Frau braucht aber auch noch was für Ostern 😉
Egal, das Brücken-Infill sieht jedenfalls bei jedem Druck ähnlich schlecht aus. Auch bei den fertigen gcodes, für den Lack Tisch.
Ich schicke Dir gleich mal meine fertige gcode, Danke schon mal 🙂
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: Überbrückungs-Infill im Prusa Slicer
@dermartin
Schick mir bitte auch die STL mit. Dann brauche ich nicht die passende raus suchen.
Wie hast Du den gcode denn gesliced? Mit oder ohne MMU, und wenn mit MM, dann als single?
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Überbrückungs-Infill im Prusa Slicer
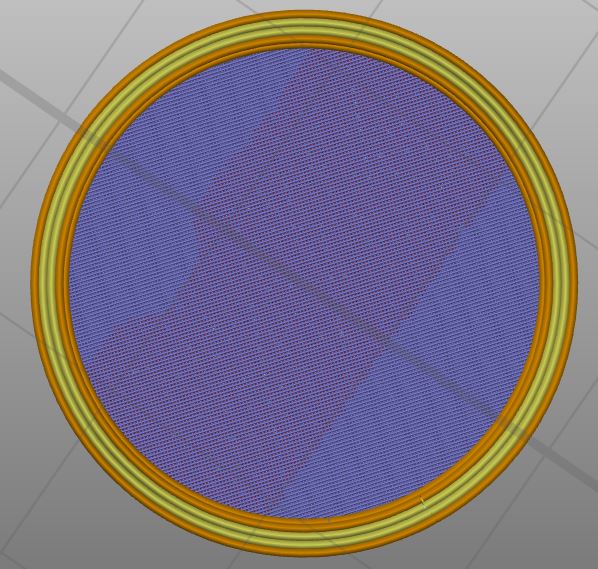
Stell mal das Brückenflussverhältnis in den Druckereinstellungen auf 0.1. Das sollte die Brücke etwas feiner gestalten.
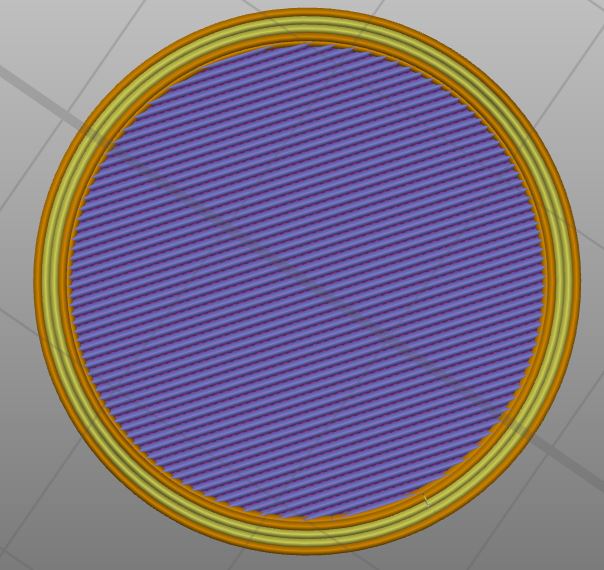
default:
fein:
Vielleicht hilft Dir das.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Überbrückungs-Infill im Prusa Slicer
@karl-herbert
das habe ich so noch nicht probiert, werde ich dann mal ausprobieren.
@kai
habe Dir die Datei geschickt, hoffe es war die richtige.
Eine MMU ist bestellt, da bin ich dann mal gespannt drauf 😉
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: Überbrückungs-Infill im Prusa Slicer
Du musst bloß eine Einstellung ändern.
Druckereinstellungen -> Stützmaterial -> Kontakt Z-Abstand auf 0 (löslich) machen.
Die Supports wird man dann bissen schwerer abmachen aber hast nicht mehr das Überbrückungs-Infill.
RE: Überbrückungs-Infill im Prusa Slicer
@filip-flamaceta
danke, für den Tipp
aber gerade das will ich ja nicht. Die Stützen sollen leicht ab gehen. Vor allem, wenn es sich, um kleine Ecken, Löcher usw handelt, wo ein Nacharbeiten schwierig fällt.
Ich setze diesen Wert meist bewusst sogar, auf 0,3mm
Den Brückenfluss werde ich aber noch mal ausprobieren. Bei 0,1 erhöht sich der Druck allerdings, erheblich.
Bei einer Standard Druckdauer, von 2h können dann schon 8h daraus werden.
Ein Fluss Verhältnis, von 0,5 erhöht den Druck dagegen nur unwesentlich.
Damit muss ich also mal herum spielen 😉
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: Überbrückungs-Infill im Prusa Slicer
@dermartin
Dann bin ich mal gespannt auf Deine Rückmeldungen. Ich verwende meist einen Wert um 0.3. Die Druckzeit ist bei mir eher sekundär, da mir die Qualität wichtiger ist. Den Kontakt Z-Abstand setze ich meistens auf 0.1-0.2. Damit läßt sich das Supportmaterial in der Regel gut entfernen.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Überbrückungs-Infill im Prusa Slicer
@karl-herbert
ich werde die Einstellungen testen und dann berichten, was dabei raus gekommen ist.
Z Abstand, von 0,2 ist ja Standard, da ließ sich aber nicht immer, das Support Material, einwandfrei, ohne Nacharbeit, vom Objekt, lösen.
Ich nutze bisher allerdings auch das gleiche Material, mit dem ich das Objekt drucke.
Wenn die MMU funktionieren sollte, werde ich es dann auch mal mit wasserlöslichen Support Material, probieren.
Das aber auch nur, bei komplexen Bauteilen, da das Support Material, recht teuer ist.
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: Überbrückungs-Infill im Prusa Slicer
hier habe ich jetzt mal ein Teil, mit einem Brückenfluss Verhältnis, von 0,3, gedruckt
zum Vergleich ein Brückebfluss Verhältnis, von 0,94mm
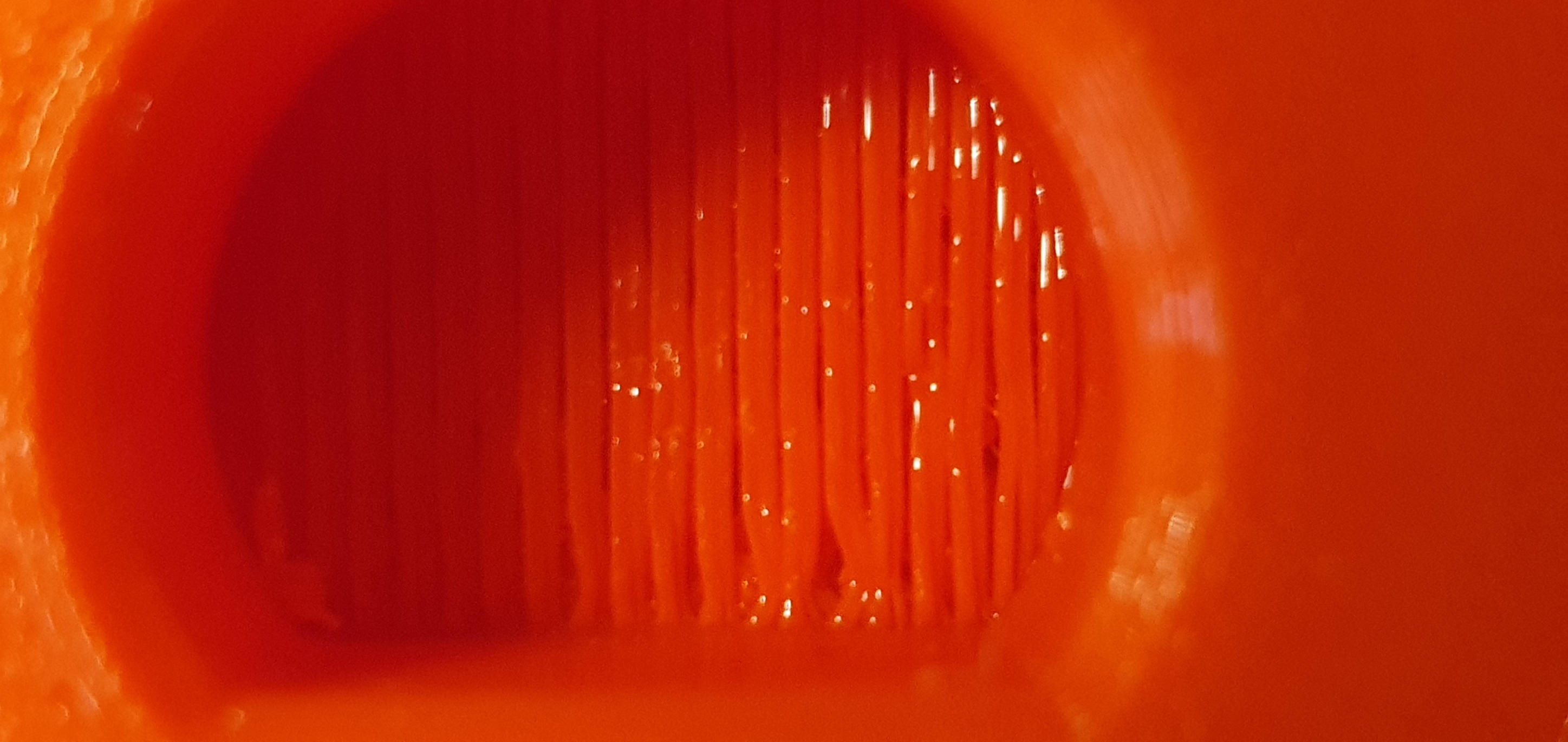
deutlicher Unterschied. Trotzdem finde ich, dass das Überbrückungs-Infill, beim Support, nichts, zu suchen hat.
Aber man bekommt es dann doch etwas feiner hin.
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: Überbrückungs-Infill im Prusa Slicer
@dermartin
Das wäre doch ein Feature welches Du den Prusaentwicklern vorschlagen könntest. Wahlweise stabiles Infill anstatt Überbrückungsinfill. Ich denke, wenn es diese Option in S3D gibt, wird es früher oder später auch im PS integriert sein.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Überbrückungs-Infill im Prusa Slicer
@karl-herbert
danke Dir.
Ich könnte ja so damit leben, da eh noch Lager die Oberfläche verdecken.
Trotzdem glaube ich, der Drucker bekommt das besser hin.
Das scheint mir doch eine Schwäche vom Slicer, zu sein.
Wenn mein Englisch besser wäre, würde ich das ja gerne mal tun. Leider tue ich mich aber mit dem englischen etwas schwer.
Da fällt dann, die eine oder andere Idee, sicherlich unter den Tisch.
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: Überbrückungs-Infill im Prusa Slicer
@dermartin
Ich bin in einer mehrsprachigen CAD community Mitglied und habe "Google sei Dank" weltweit Kontakt mit Anwendern.
Ohne Übersetzungssoftware wäre das nur sehr schwer möglich. Auch wenn die technischen Übersetzungen noch stark ausbaufähig sind, komme ich doch recht gut damit zurecht.
Schade, dass es für den Prusa Slicer noch keine deutsche Benutzeranleitung gibt. Lt. Prusa soll es ja ein Selflearning Projekt sein/bleiben. Zumindest wäre eine Erklärung inkl. Beispielen der wichtigsten Druckparameter für viele schon sehr hilfreich.
Für den Slic3r (ähnlich PS) gibt es derzeit das hier: https://manual.slic3r.org/
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Überbrückungs-Infill im Prusa Slicer
@all
irgend jemand hatte hier mal einen Tipp gegeben, wie man den Top Layer schön glatt drucken kann. Es hatte etwas mit dem Infill zu tun. Leider finde ich den Post nicht mehr. Wer kann helfen?
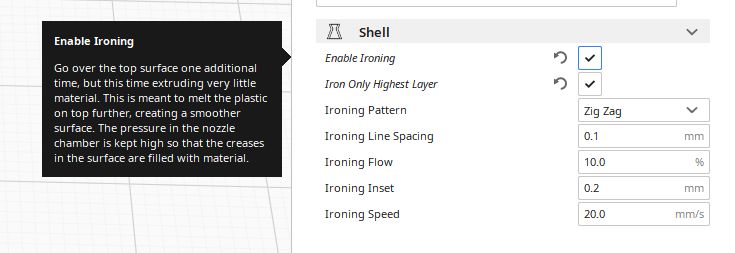
In Cura wird das über die Option "Ironing" erreicht. Vielleicht werde ich mir den mal installieren.
RE: Überbrückungs-Infill im Prusa Slicer
Cura 4.5 wurde soeben installiert. Ganz schön umfangreich im Vergleich zum Prusaslicer.
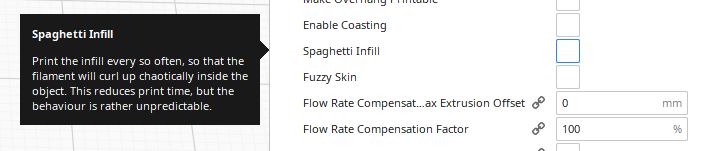
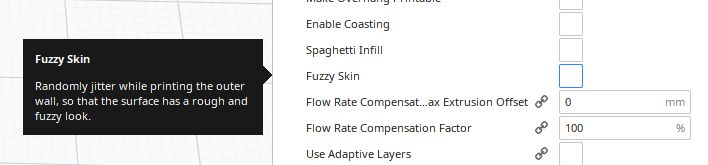
Da gibts so tolle Funktionen wie Fuzzy Skin oder Spaghetti Infill. Die Beschreibungen dazu sind köstlich 😀
Was mir aufgefallen ist, dass im Cura Slicer die Temperaturen der Standardprofile um einige Grad niedriger gewählt wurden, dafür der Speed etwas höher.
Aktuell drucke ich ein neues Heatbed Cover und teste dabei die Funktion Ironing.