RE: Kreischender Drucker?
@karl-herbert
Sorry, aber die Buchsen stehen nicht zum Verkauf. Die werden später auf der Y-Achse eingesetzt. Dort liefen sie testweise nämlich sehr gut.
Ich habe auch nur 6 Stück.
Wie viele brauchst du denn?
Ich hatte meine auf https://www.druckzeug.de bestellt, der Shop ist nur im Moment offline. Vielleicht hilft dir die Mailadresse weiter [email protected].
Hier noch ein Shop in der Schweiz, der auf jeden Fall auch nach DE liefert. https://www.3d-druckerzentrum.ch/shop/product_info.php?products_id=1558
RE: Kreischender Drucker?
@max-distortion
Ich denke, dass die Lager aufgrund unterschiedlicher Bohrungsabstände (8mm Bohrungen für die Führungswellen) klemmen.

Sofern der Achsabstand "nur" um z.B. 0.1mm von dem der Lagerhalterung des Extruders abweicht, werden die Lager in Richtung Endpositionen immer schwergängiger, bis sie dann anschließend verkanten und sich die Achse nicht mehr bewegen lässt. Die Kugellager können dies etwas kompensieren, was aber auf die Dauer auch nicht gut ist, und evtl. für die Riefenbildung an den Führungsstangen verantwortlich ist.
Wie Holger unf Thomas schon erwähnten, die Gleitlager setzen mehr Präzision bzgl. Maßhaltigkeit der Bohrungen, Abstände und Parallelität der Achsführungen voraus damit sie geschmeidig und ruhig laufen.
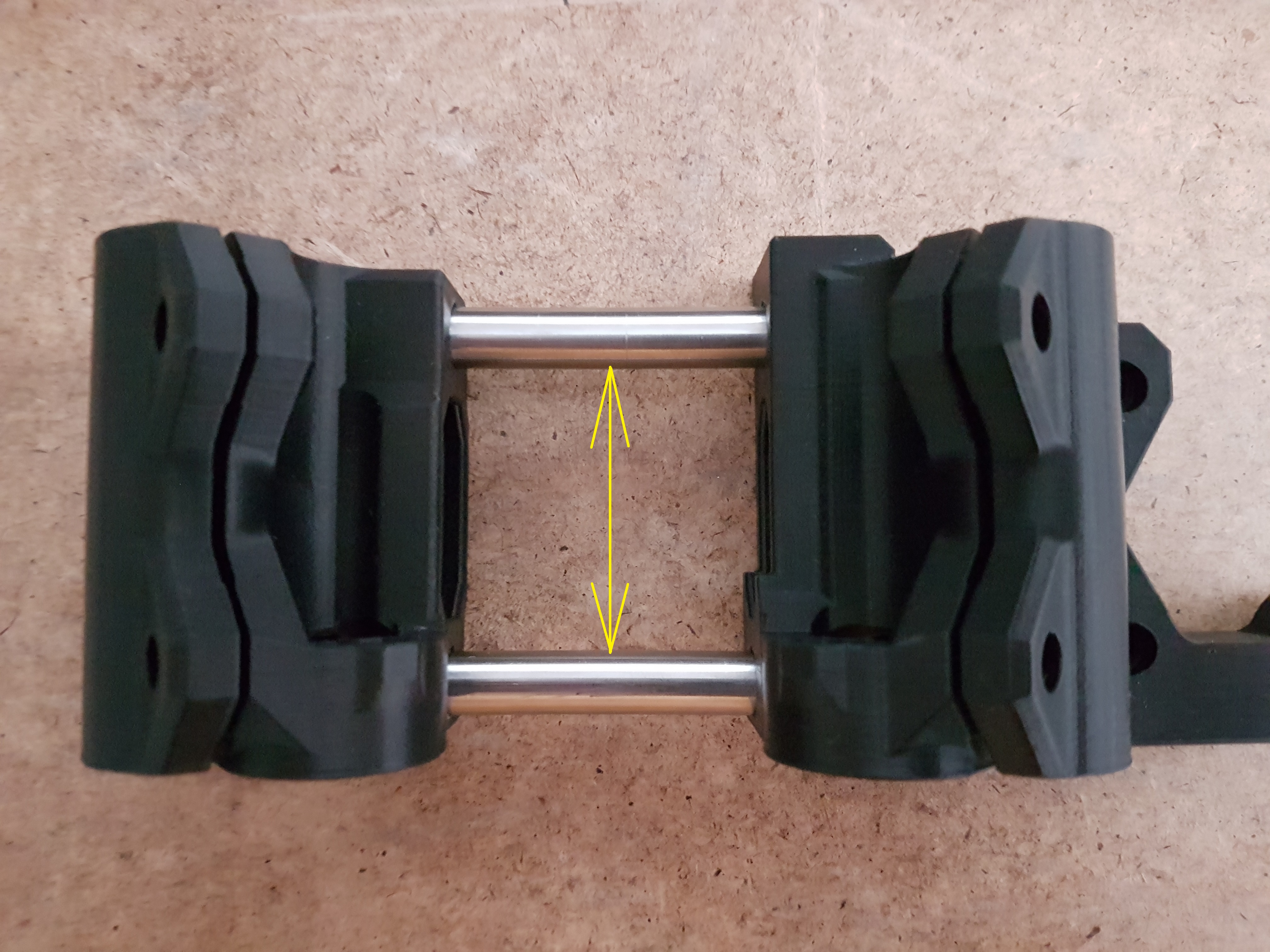
Die Führungshalterungen auf dem oberen Bild habe ich auch nicht nur einmal gedruckt, bis dann der Bohrungsabstand gepaßt hat (mit Parallelendmaßen kontrolliert 45.00mm Bohrungsabstand).
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Kreischender Drucker?
@max-distortion
Danke für die links!
Na, dann hoffe ich, daß das bei der Y-Führung klappt. Bei mir laufen die Buchsen schon seit Wochen und sind inzwischen gut eingelaufen. Wenn alles paßt und der Schmierfilm stabil bleibt, läuft alles geschmeidig und ruhig. Wie gesagt, habe ich Schmiernuten angebracht (vorne und hinten an den Buchsen) und diese mit Fett gefüllt. Das Graphit dient sozusagen als Notschmierung. Zum Thema Lagerschmierung gibt es geteilte Meinungen. Ich habe mich da mehr nach Erfahrungswerten orientiert und habe bislang bei jeder Form von Gleitlagern, je nachdem ob diese radial oder axial Richtung arbeiten, dementsprechend die Nuten geformt, unabhängig von der Art der Schmierung (Öl oder Fett). Beim Öl ist dann halt eine zusätzlich Bohrung für den Kreislauf erforderlich. Die Bronzebuchsen meines Patrol für die Nockenwellenlager sind heute noch intakt, das Auto selber aber bereits im Rosthimmel.
Ich wünsche Dir gutes Gelingen 👍
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Kreischender Drucker?
@max-distortion
Ich denke, dass die Lager aufgrund unterschiedlicher Bohrungsabstände (8mm Bohrungen für die Führungswellen) klemmen.
Das hört sich plausibel an und bestärkt auch meine Vermutung, dass die von mir neu gedruckten X-Halter eine mögliche Fehlerquelle sein könnten. Ich hatte heute nur keine Lust mehr diese wieder durch die von PRUSA auszutauschen.
Zuerst hatte ich die Buchsen in Verdacht. Laut meinem Messschieber sind diese vom Durchmesser aber i.O.
Mit den Mitsumi Lagern läuft erstmal wieder alles prima und auch die Kunststoff (Z) und- Sinterbuchsen (Y) laufen wie sie sollen.
p.s.: Ich hatte vor ein paar Tagen ein Video mit einem rasselten Lüfter hochgeladen. Wie sich rausgestellt hat war nicht nur der Bauteillüfter an diesem Lärm beteiligt, sondern auch der Noctua Hotendlüfter. Der Support hat den Fehler verifiziert und mein Händler hat mir einen Neuen zugeschickt 👍
Im Moment hört man nur noch das PWM Gewinsel 😀
Aktuell werden noch 2 dünne TPU Kappen für die beiden Spindelschrauben gedruckt.
https://www.prusaprinters.org/de/prints/1814-prusa-mk3-z-axis-vibration-damper
Gruss Max
RE: Kreischender Drucker?
@karl-herbert
Werden bei dir die Kunststoffbuchsen auch gefettet/geölt?
RE: Kreischender Drucker?
Hallo Ihr,
stimmt, was Karl-Herbert meinte mit dem Abstand der Führungsstangen. Da ist es echt nötig einen gut kalibrierten Drucker zu haben, auch die X-Ends müssen zum x-Schlitten genau passen. Eine Herausforderung und auch etwas Glück dabei.
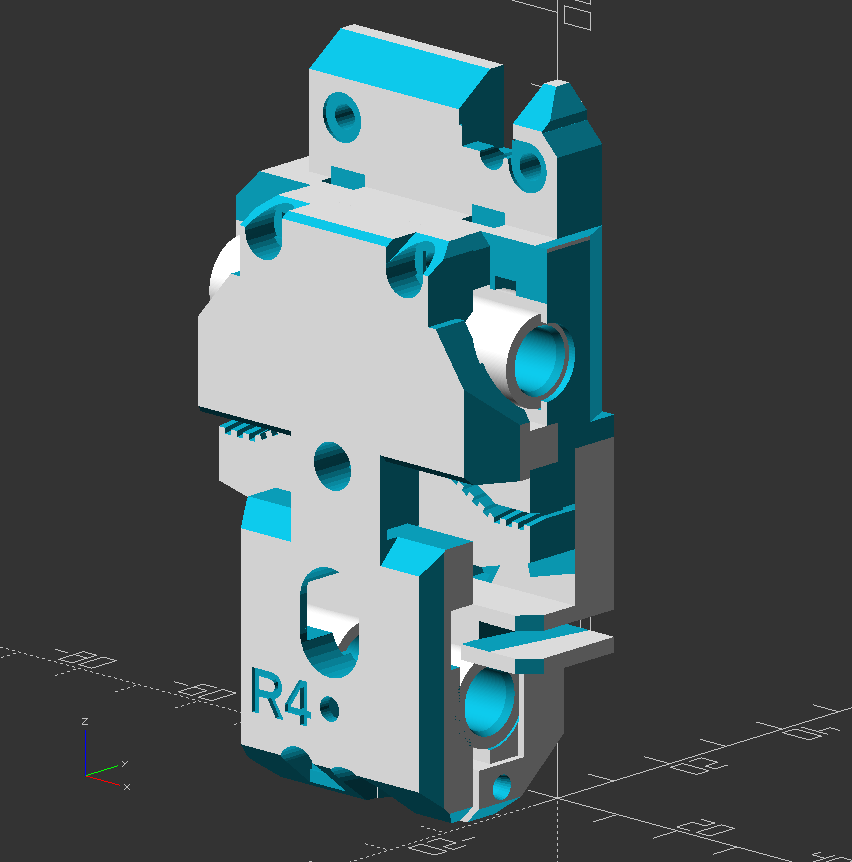
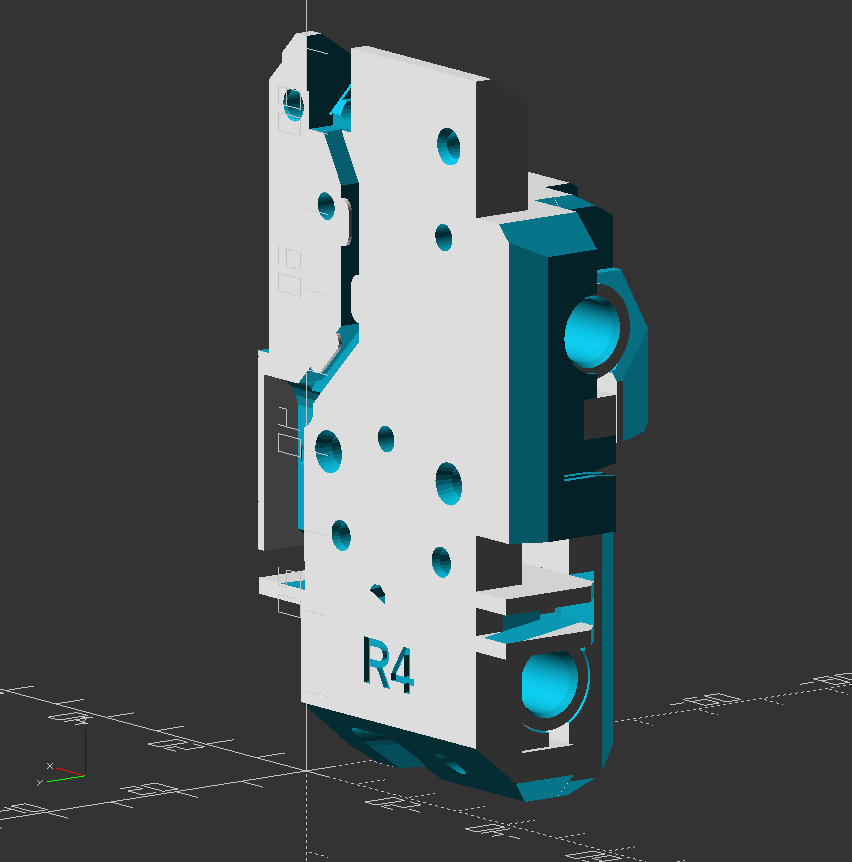
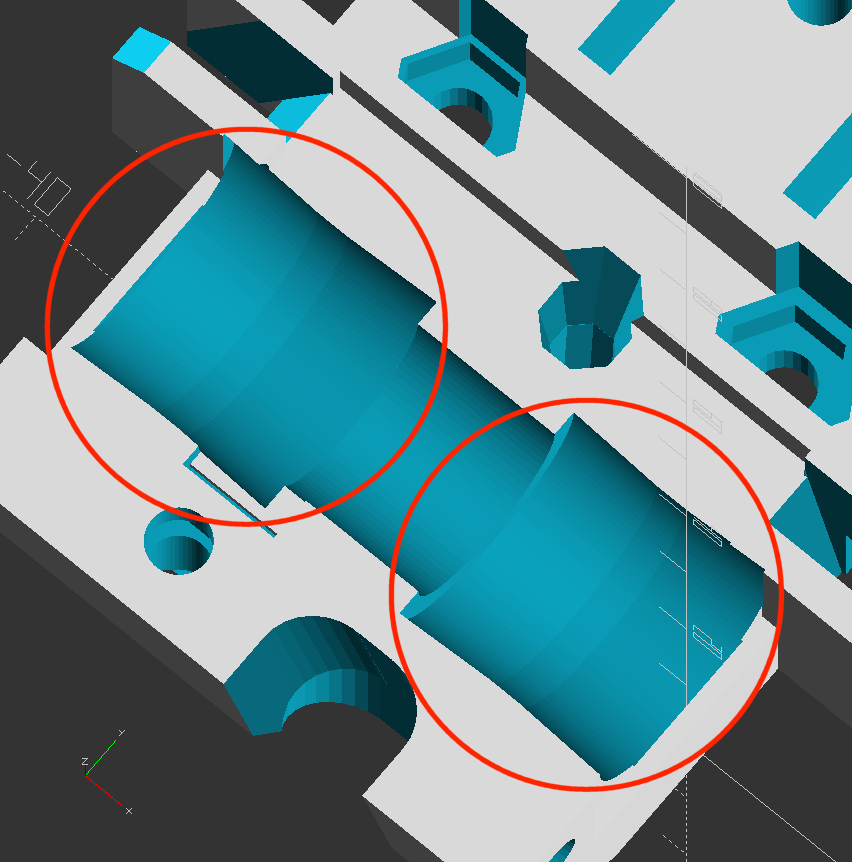
Anbei ein Bild aus dem CAD von dem neuen X-Schlitten (v1.0) für die 8x12x12mm Sinterlager (MK3S-Extruder). Ich drucke es gerade, mal schauen, ob es passt und funktioniert.
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Kreischender Drucker?
@max-distortion
Die Igus Buchsen mit Alumantel habe ich seit jeher an der Z-Achse verbaut. Schmieren musst Du da nichts. Die Z-Achse läuft flüsterleise. Ich habe die Führungswellen mal testweise mit Flunatec beschichtet, bemerke aber keinen Unrerschied bzgl. Leichtgängigkeit und Laufruhe, also würde ich da nichts schmieren. Geschadet hat die Flunatec Beschichtung allerdings auch nicht. Ich wende die Beschichtung inzwischen mehr bei meine alten Schraub- und Parallelzwingen im Bereich der Gewinde und bei sonstigen beweglichen Mechanismen an. Da wirkt das Mittel Wunder und dient zur besseren Kraftübertragung.
Noch eine Frage bzgl. der Messing/Graphit Lager: Hast Du da Schmiernuten reingeschliffen oder hast Du es vorerst ohne versucht? Laufen tun sie theoretisch auch ohne Nuten, jedoch merkt man einen Unterschied wenn die Gleitlager auf einem dünnen Schmierfilm laufen. Ich habe ein Warmlaufprogramm geschrieben und den Drucker mal Fullspeed die Nacht durchlaufen lassen (ohne etwas zu Drucken). Danach waren die Lager schön "eingelaufen" und konstant durchgehend leichtgängig. Von den ca. 50 Gramm mehr Masse ist der Drucker überhaupt nicht beeindruckt, vorausgesetzt man druckt nicht am Limit im Highspeedbereich bei 200mm/s und stellt die Anfahrrampen senkrecht. Die Nema 17 mit den TMC2130 Treibern liefern mehr Kraft als man denkt.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Kreischender Drucker?
@holger-s3
Servus Holger,
Deine Sinterlager werde ich zu gegebener Zeit dann auch mal testen. Derzeit laufen aber die Messing/Graphit Dinger sehr sauber. Der Y-Schlitten ist, was das Anbringen von Gleitlagern betrifft, ja einigermassen gut justierbar. Allerdings besteht bei der X-Achse evtl. das Problem unterschiedlicher Bohrungsabstände beim Extruderelement und den Führungshalterungen. Die Bohrungsabstände der Extruderelemente werden ja auch liegend und nicht stehend gedruckt. Da darf sich jeder freuen, der einen sauber kalibrierten Drucker sein Eigen nennen darf 👍 .
Im Prinzip ist es so, dass man das untere Lager des Extruders als Loslager auslegen könnte. Damit meine ich, dass man dem Lager etwas Raum in Z-Richtung bietet (im Bereich von +-0.1mm). Dementsprechend müsste man natürlich die Druckteile anpassen. Aber wenn es so passt - umso besser.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Kreischender Drucker?
@max-distortion
Ich denke, dass die Lager aufgrund unterschiedlicher Bohrungsabstände (8mm Bohrungen für die Führungswellen) klemmen.
Das hört sich plausibel an und bestärkt auch meine Vermutung, dass die von mir neu gedruckten X-Halter eine mögliche Fehlerquelle sein könnten. Ich hatte heute nur keine Lust mehr diese wieder durch die von PRUSA auszutauschen.
Zuerst hatte ich die Buchsen in Verdacht. Laut meinem Messschieber sind diese vom Durchmesser aber i.O.
Mit den Mitsumi Lagern läuft erstmal wieder alles prima und auch die Kunststoff (Z) und- Sinterbuchsen (Y) laufen wie sie sollen.
p.s.: Ich hatte vor ein paar Tagen ein Video mit einem rasselten Lüfter hochgeladen. Wie sich rausgestellt hat war nicht nur der Bauteillüfter an diesem Lärm beteiligt, sondern auch der Noctua Hotendlüfter. Der Support hat den Fehler verifiziert und mein Händler hat mir einen Neuen zugeschickt 👍
Im Moment hört man nur noch das PWM Gewinsel 😀
Aktuell werden noch 2 dünne TPU Kappen für die beiden Spindelschrauben gedruckt.
https://www.prusaprinters.org/de/prints/1814-prusa-mk3-z-axis-vibration-damperGruss Max
Solche Kappen habe ich auch installiert um eventuelles "scheppern" zu eliminieren. Material Iglidur, Druckzeit ca. 10 Minuten. Das sind Winzigkeiten, die manchmal eine große Wirkung zeigen können. Ich hatte auch schon mal ewig nach einem quietschenden Geräusch gesucht bis ich dann bemerkt habe, dass die Ursache das ASA Filament beim Drucken des oberen Infills war.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Kreischender Drucker?
@max-distortion
Für Dich wieder etwas zum Testen. Toleranz +0.1 ... +0.15 sollte für den Anfang passen, je nach Filament und Drucker Kalibrierung. Die Kabelbinder nur locker anziehen, die Lager brauchen noch leichte Bewegungsfreiheit. Ich habe es mit PETG (Das Filament) 0.15 LH, 0.45LW, 25% Infill und 3 Perimeter gedruckt (Bild).
Schönen Sonntag euch allen, es soll ja endlich wieder wärmer werden hier im Norden.
Grüße, Holger 🙂

2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Kreischender Drucker?
@holger-s3 @karl-herbert
Hi ihr beiden,
klasse Arbeit Holger 👍
Vielen Dank dafür.
Ich hatte schon sehnsüchtig drauf gewartet 🙂
Die letzten Stunden hatte ich damit verbracht den Drucker zu kalibrieren. Angefangen beim Extruder. Den Flow musste ich etwas runterstellen. Der letzte Testwürfel hat soweit gepasst. Ebenso die Extrusionsbreite.
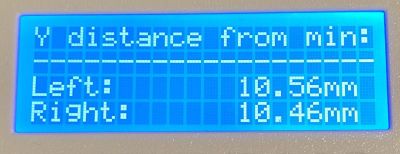
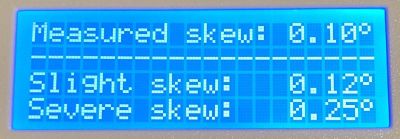
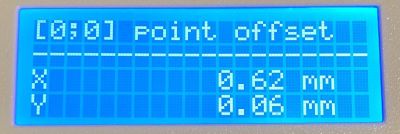
Eine Frage hätte ich aber zur XYZ Kalibrierung. Sind die Werte soweit ok? Die beiden Werte für "Point Offset" die im Screenshot Nr.3 zu sehen sind, weichen stark von einander ab, oder ist das normal? Im Handbuch konnte ich dazu keine Info finden, oder habe sie überlesen.
@karl-herbert
Die Graphitebuchsen hatte ich ohne Nuten verbaut. Ich glaube das überlasse ich lieber den Profis. Könnte mir gut vorstellen, dass diese nach meinem Eingriff ein Fall für den Abfalleimer sind 😆
Ich hätte aber großes Interesse an deinem Warmlaufprogramm, wäre nett wenn du die Datei uploaden könntest.
Grüße Max
p.s.: ich hoffe der Sommer ist bald vorbei 🤣
p.p.s.: wieso wird das Heizbett vor der Kalibrierung eigentlich nicht hochgefahren? Würde es Sinn machen es auf z.B. 100 Grad vorzuheizen und erst dann die Kalibrierung zu starten?
RE: Kreischender Drucker?
@max-distortion
Oha, die Ergebnisse dieser XYZ-Messung ist von Drucker zu Drucker verschieden, ähnlich der Pinda Einstellung. Im Grunde ein eigenes Topic und passt hier nicht ganz zum Thema. Beim Prusa Rahmen lässt sich daran auch nicht viel ändern und ist abhängig von den vorgestanzten Bohrungen und Schrauben. Viele Möglichkeiten der Justierung gibt es nicht. Eine Kleinigkeit z. B.: Die beiden linken Lager im Y-Schlitten lassen sich ca. +/- 1mm vor oder zurück schieben bei der Montage (Y-Endanschläge vorne/hinten). Mit deinen Lagerbuchsen werden sie nun durch die Schrauben in mittlerer Position fixiert. Skew (Schräglauf) kennzeichnet, wie rechtwinklig die X- und Y-Achse zueinander stehen (Trapez, Parallelogramm). Wie Mittig das Druckbett zu den Achsen positioniert ist und die Entfernung der 0,0 Position vom mech. Anschlag. Beim BEAR Rahmen lässt sich durch die Rahmen-Profile einiges verschieben wenn man will, beim Prusa Rahmen wird alles durch die Bohrungen vordefiniert. Da kann man nur hoffen, dass alles passt, Justierung ist schwierig.
Die Temperatur vom Heizbett ist ja keine Konstante, sondern ändert sich je nach Filament, von daher kann man abhängig von der Temperatur eine individuelle Feineinstellung vornehmen, wenn man will (z. B. Nylock Methode).
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Kreischender Drucker?
@karl-herbert
Im Prinzip ist es so, dass man das untere Lager des Extruders als Loslager auslegen könnte. Damit meine ich, dass man dem Lager etwas Raum in Z-Richtung bietet (im Bereich von +-0.1mm). Dementsprechend müsste man natürlich die Druckteile anpassen. Aber wenn es so passt - umso besser.
Jop, so läuft es auch. Die oberen beiden Lager werden durch die Kabelbinder leicht flexibel fixiert. Flexibel, damit sie zueinander in Flucht liegen und nicht verkanten. Die unteren Lager sind innerhalb der Toleranz leicht lose dazu. Bei meinem Muster spürt man die Lose schon mit 0.15mm Toleranz. Ich könnte das Teil wohl auch mit 0.05mm drucken, 0.00 mm ist aber schon etwas arg eng. Als lichte Weite zwischen den Führungsstangen habe ich 37.02 mm gemessen (Dein Bild vom Post oben). Auch in Achsrichtung haben die unteren Lager eine leichte Lose von +/- 0.2mm. Das muss auch so sein damit es nicht klemmt.
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Kreischender Drucker?
@holger-s3
Hi Holger,
danke für die Aufklärung. Dann werde ich erstmal so weiter machen und hoffen, dass alles passt.
Deinen Käfig habe ich auch schon gedruckt. Sieht gut aus 😀. Mit 0,15 mm Spiel schlackern die Buchsen allerdings leicht. Ich drucke noch einen Satz mit 0,10 mm oder gleich 0,05 mm?

Gruss Max
RE: Kreischender Drucker?
@max-distortion
Lol, schon fertig gedruckt 😀 , Du bist crazy.
Ein bisschen Lose ist schon OK, auch wg. Wärmeausdehnung. Man kann zum mech. Ausgleich eine dünne Schicht Moosgummi/Schaumstoff zwischen die Lager und dem Gehäuse bei der Montage legen, oder einen Tropfen Silikon. Es sollte immer etwas Bewegungsfreiheit vorhanden sein, wegen der Wärmeausdehnung, ist ja alles nur Plastik 🤣 . Zu eng sollte es nicht werden, probiere es aus, wenn Du magst.
Grüße, Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Kreischender Drucker?
@max-distortion
p.s. Beachte auch die Maßhaltigkeit zu den X-Ends mit den Führungsstangen, erst wenn es vollständig am Drucker montiert ist wirst Du den Unterschied merken.
Holger 🙂
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Kreischender Drucker?
@max-distortion
Die Graphitebuchsen hatte ich ohne Nuten verbaut. Ich glaube das überlasse ich lieber den Profis. Könnte mir gut vorstellen, dass diese nach meinem Eingriff ein Fall für den Abfalleimer sind 😆
So leicht sind die Messing Buchsen nicht umzubringen. Das Warmlaufprogramm kann ich Dir gerne zur Verfügung stellen. Das macht eigentlich nichts anderes, als alle Achsen ständig, mit relativ hoher Vorschubgeschwindigkeit, zu bewegen, allerding ohne Aktivierung der Düse und des Heizbetts. Ich verwende es gerne zum "Lagereinlaufen". Die Positionierungskoordinaten sind auf meine Druckerdimensionen angepasst, d.h. dass Du diese evtl. anpassen musst. Teste aber vorher einfach mal.
Überprüfe auch mal Deine Anschlagpositionen der X-Achse. Da sollten keine Kabelbinder oder sonstige Leitungen im Weg sein. Der Anschlag beim Homing sollte bei der X/Y Achse Kunststoff auf Kunststoff erfolgen. Notfalls könnte man auch dünne, abgestimmte Distanzscheiben auf die Führungswelle stecken, wenn es nicht anders gehen sollte.
Hier das Warmup, ein mit, einmal ohne Düsen/Bett heizen -> MK3_warmup
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Kreischender Drucker?
Vielleicht noch etwas zum Thema Fest- und Loslager (soll keine Igus Werbung sein): http://www.fix-reparieren.de/technik/3d-drucker-anleitungen/3d-drucker-anet-a8/loesung-warum-verklemmen-verkanten-igus-gleitlager-in-linearfuehrungen-wirklich/
Erst wenn alle Voraussetzungen zum Verkanten eliminiert wurden, laufen die Gleitlager extrem ruhig und präzise. Die vielen Meinungen zu den "unbrauchbaren" Drylin o.Ä. Ausführungen beruhen meist nur darauf, dass die diversen Vorschriften beim Zusammenbau der Baugruppe nicht beachtet werden (Pressmaße, Lagerspiel, Materialwahl, Fest-Loslagerung...). Ich verwende z.B. bei den Kugelumlaufspindeln meine Fräsmaschine sog. Pendellager als Loslager damit die Leichtgängigkeit immer gewährleistet ist.
Im Vergleich dazu werden auch z.B. Brücken, bedingt durch Wärmeausdehnung oder sonstige Verschiebungen immer mind. auf einer Seite "lose" gelagert.
https://ulrich-rapp.de/stoff/maschinenelemente/Los-Festlager_FO_Auflager_einer_Bruecke.pdf
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Kreischender Drucker?
@karl-herbert
Servus Karl,
genauso ist es, das wird bestimmt gerne übersehen. Daher sind die Sinterlager auch ballig in den x-Schlitten eingesetzt. Werden primär nur in der Mitte gehalten und haben so den nötigen Bewegungsspielraum. Man könnte leicht glauben, die sind locker weil sie sich bewegen können, das gehört aber so.
2x Personal MK3IR-BMG09 (Full) BEAR + MMU3 mod., ...
RE: Kreischender Drucker?
@karl-herbert
Hi Karl, danke für die Info bezügl. der Loslager und der Warmup Datei, werde ich bei Gelegenheit testen.
Kein Wunder, dass sich die Graphitebuchsen bei mir sofort verklemmt hatten.
Ich habe nur leider keine Ahnung wie so eine Schmiertnut aussehen könnte und wie ich die sauber mit einem Proxxon Feinbohrschleifer umsetzen könnte.
@holger-s3
Hi Holger,
saubere Arbeit, deine balligen Lagerhalterungen! Würde es denn Sinn machen diese Konstruktion auch für die Y Halter umzusetzen?
Grüße Max