Filament Zufuhrprobleme
Hallo Zusammen,
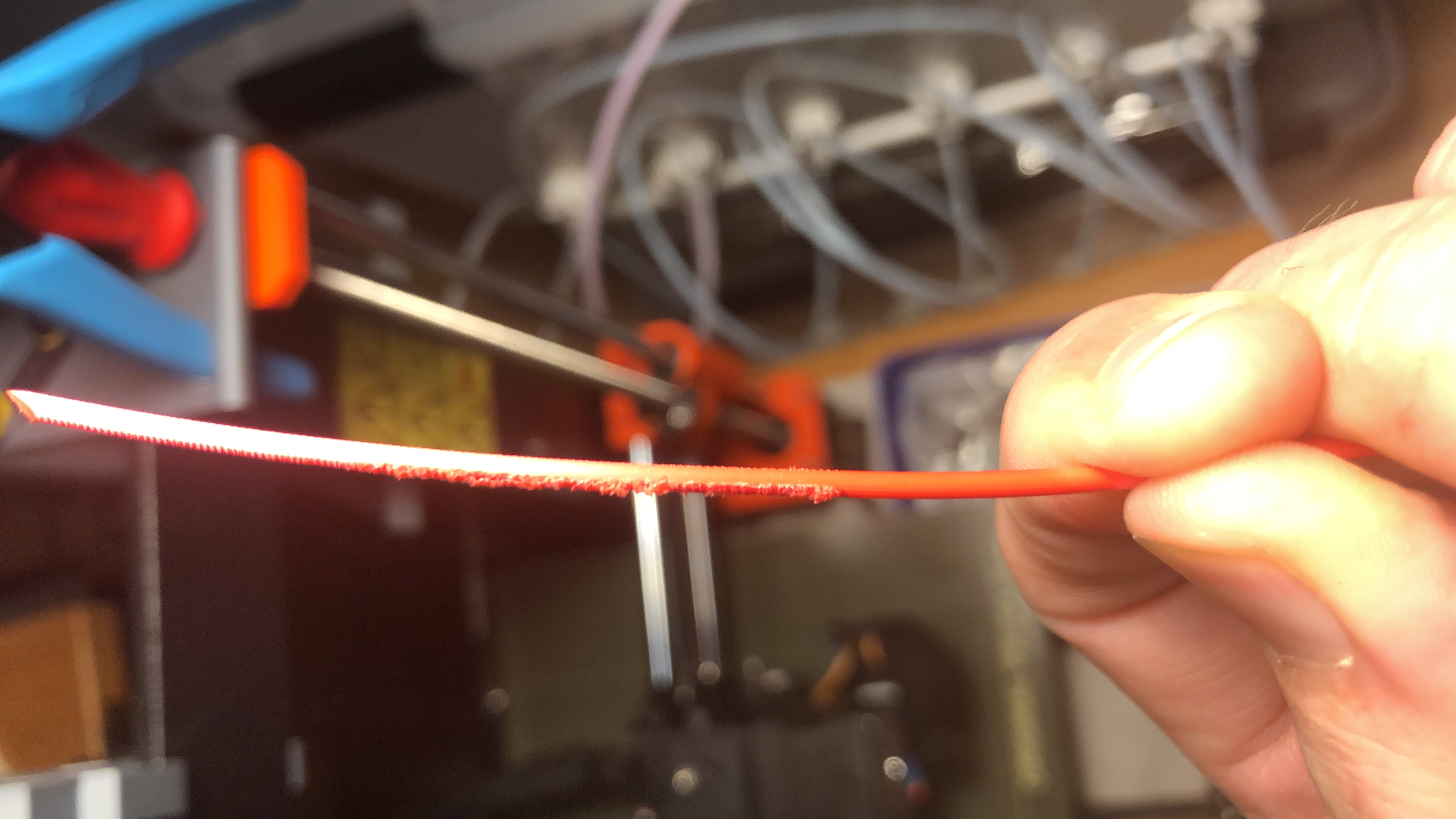
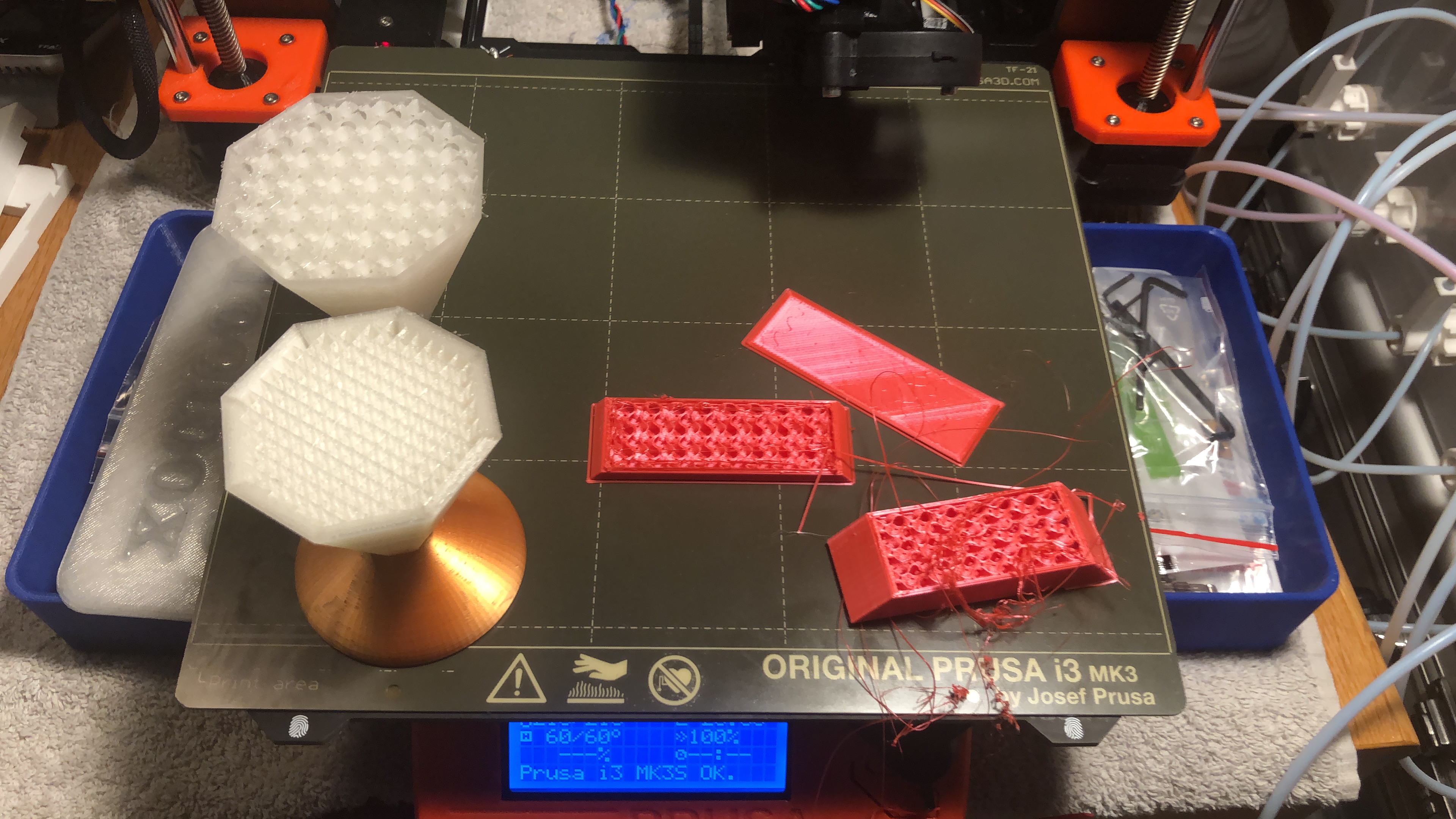
Habe schon mehrere Kilo Filament verschiedenster PLA Farben gedruckt. Leider habe ich nun seit knapp einer Woche das Problem, dass die Drucke abgebrochen werden müssen. Teils nach wenigen Minuten teils nach einigen Stunden.
Was habe ich bereits versucht:
- Nozzel ausgebaut und gereinigt
- Heizkörper ausgebaut Filament lief ohne Wiederstand durch
- seiten Klappe zu den Förderräder ausgebaut, jene sauber gemacht waren auch noch sehr 'scharf' also kaum Abnutzung
- Teflonschlauch auf aus und wieder eingebaut. Auch da keine auffälligkeiten
- Temperatur auf 205 runter und auf 215 hochgestellt.
meshbett Leveling und einige Fotos im Anhang, wäre froh wenn jemand einen Rat hat.
RE: Filament Zufuhrprobleme
Hallo,
Wie hast du die Düse im ausgebauten Zustand gereinigt?
ich würde es mal einige Cold Pulls versuchen. Am besten eignet sich dafür Nylon. Als Farbe solltest du transparent oder weiß nehmen, damit du siehst was sich in der Düse/Heatbreak angelegt hat. Die Cold Pulls so oft wiederholen, bis alles sauber ist.
Schau dir auch mal die Spitze der Düse genauer an, ob diese noch ok ist.
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Filament Zufuhrprobleme
@manfred
Danke Manfred,
Ich bekam heute den Tipp -> Heat Creep schau sehr danach aus.
Zu deiner Frage? Naja nicht so professionell wie in deinem Link. Eher gesagt brachial, mit ausbauen Sturmfeuerzeug, Reinigungsnadel und Pinzette.
RE: Filament Zufuhrprobleme
@pyrat
Prusa stellt auf deren Help Seiten eine Menge Tipps zur Verfügung:
https://help.prusa3d.com/de/article/extrusion-mitten-im-druck-gestoppt-warmekriechen_1948
https://help.prusa3d.com/de/article/verstopfte-duse-hotend-mk3s-mk2-5s_2008
Da findest Du sicherlich den einen oder anderen Ratschlag zur Fehlerbeseitigung.
Gutes Gelingen!
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Filament Zufuhrprobleme
@manfred
Danke Manfred,
Ich bekam heute den Tipp -> Heat Creep schau sehr danach aus.
Zu deiner Frage? Naja nicht so professionell wie in deinem Link. Eher gesagt brachial, mit ausbauen Sturmfeuerzeug, Reinigungsnadel und Pinzette.
die beinahe Verstopfung kann natürlich auch durch Wärmekriechen entstehen. Man darf aber auch nicht vernachlässigen, das sich selbst im Normalfall immer wieder mal etwas Material an den Wänden der Düse bzw. Heatbreak ablegen kann, was den Querschnitt verändert. Ich für meinen Teil mache relativ oft einen ColdPull, auch wenn sich dieser noch nicht auf das Druckergebnis etc. auswirkt. Dein aktuelles Problem ist meiner Meinung die Vorstufe einer totalen Verstopfung.
Vom Düsen "Ausbrennen" bin ich überhaupt kein Freund, da man die Temp. nicht kontrollieren kann und das Teil mal schnell auf zu höhe Temperaturen bringt. Weiters besteht die Gefahr, das ich das Material in der Düse noch mehr verbrenne und dieses sich noch fester an der Düseninnenseite ansetzt (Rauheit).
Der beste Weg ist hierfür immer noch der ColdPull, welchen man natürlich korrekt durchführen und so oft machen muss bis das "Reinigungsfilament" sauber ist. Ich verwende hierfür wie bereits geschrieben transparentes Nylon. Obwohl ich zwar immer auf Prusas ColdPull verlinke, habe ich meine eigene Technik wie wahrscheinlich viele hier etwas anders vorgehen. Wichtig ist, das die Düse/Heatbreak wieder sauber wird 😉
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Filament Zufuhrprobleme
@karl-herbert
danke dir,
habe einige versucht und sogar schon wieder einen Druck hinbekommen!!
danke dir
RE: Filament Zufuhrprobleme
@manfred
Ich danke dir vielmals, ich nehme mir den Ratschlag mit dem Ausbrennen und dem Coldpull gerne zu Herzen.
Habe seit etwas mehr als 2 Wochen entlich wieder einen Druck hinbekommen!!
Danke nochmals!
RE: Filament Zufuhrprobleme
bis auf einen Schönheitsfehler auf der linken Seite, super Druck geworden!

Thema kann geschlossen werden.
RE: Filament Zufuhrprobleme
@pyrat
Nachdem auch mein Mini nach einer längerer Session mit 3DKTOP und einer 0.25er Düse anschl. kein PETG mehr sauber drucken wollte, bin ich einfach hergegangen, habe die Düse entfernt und einige male mit einer Drehbewegung eine 2mm Wolframelektrode bei 260 Grad durchs hotend geschoben, das hängengebliebene Restmaterial abgewischt und die Elektrode wieder rausgezogen. Anschl. rundum alles gereinigt, Düse wieder montiert und weiter gings wieder auf gewohnte Art und Weise mit PETG. - Meine Alternative zum coldpull.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.