RE: Bed Level Correction
@tomstar
So wie ich das sehe, läuft die X-Achse nicht parallel zum Bett. Außerdem hängt auch die rechte Y-Achse (rod) nach hinten. Aber im Großen und Ganzen siehst relativ gut aus.
Da die Z-Achse durch 2 Motoren angetrieben wird, kann es vorkommen, dass diese unterschiedliche Höhen aufweisen. Bei der Z-Kalibrierung fährt die Z-Achse zum oberen Anschlag, was aber noch lange nicht bedeuten muss, dass dann die Achse perfekt ausgelevelt ist. Ich habe zu diesem Zweck an den Z-Motorenhalterungen zwei Anschläge montiert und abgestimmt und zwar so, dass beim Fahren auf diese Anschläge die X-Achse möglichst genau parallel zum Bett verläuft. Aus Stabilitätsgründen habe ich alle Führungen und Halterungen durch Metallvarianten ersetzt (eloxiertes Alu), muss aber nicht unbedingt sein, wenn Du darauf achtest die Anschläge möglichst soft anzufahren.
Versuche mal, so gut es geht, in den Bereich von ca. 0.1mm, noch besser 0.05mm auszuloten. Dann hast Du schon mal eine gute Basis.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Bed Level Correction
@tomstar
Daran das Du im oberen linken Bereich komplett durch den Druck schauen kannst.
Das sieht für mich so aus als würde er da etwas "stottern".
Es sei denn ich hab einen auf dem Auge. Das möchte ich grundsätzlich nicht ausschließen......
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Bed Level Correction
Evtl. ist es der Farbe und den Bildern geschuldet, aber es sieht auch so aus als würde er an anderen Stellen zu viel Filament hinterlassen.
Auf den Bildern schaut es aus als wären da im Druck kleine "Zipfel". Könnte aber auch sein das Du an den Stellen schon zu nah am Bett bist. Das schaut bei mir dann ähnlich aus. Aber gepaart damit, das direkt daneben scheinbar die Drucklinien keinen Kontakt haben, scheint die Extrusion, und/oder die Höhe nicht zu passen. Ist aber bei Schwarz mit Licht/Blitz nicht ganz einfach zu sehen.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Bed Level Correction
Hallo meine beiden Helferlein.
@ kai:
Ich sehe das eher so, dass das an der Live Z Calibration liegt, bzw. nahm/nehme ich an, dass das Bett irgend wo verzogen ist. Deshalb auch super der Einwurf von karl-herbert, dass die Achsen nicht parallel zueinander laufen.
Bis her hatte ich immer mit der manuellen Bed Level Correction gegengesteuert (L/R/F/R). Das hat sich auch dramatisch auf das Druckbild ausgeübt. Wenn ja der Abstand Nozzle/Bett zu groß ist, bekomme ich die einzelnen Fäden, ist er zu knapp kommen die "Zipfel" und die raue Oberfläche, weil das Filament weggedrückt wird. Aber vielleicht bin ich auch auf der falschen Spur?!
Es ist ja auch bei dem 9er Quadrat so, dass nich das ganze Quadrat auf einmal gedruckt wird, sondern auf drei Schritte. Aber ja, du hast recht, es sollte trotz der drei Druckabschnitte ein einheitliches Druckbild entstehen, was echt für ein Problem beim Vorschub spricht.
Ich habe das ABS jetzt wieder weg gelegt und PLA her genommen. Das haftet jetzt auch sehr gut am rauen Sheet. Ich bekomme super Quadrate von 75x75x0.2mm zusammen. Auch der Würfel mit 20x20x20 und 10mm Bohrung (vertikal) ist bis auf 0.2mm in der Höhe und der Bohrung perfekt. Aber das alles mittig am Bett.
Wenn ich die 9er Quadrate ausdrucke, habe ich die außenliegenden Quadrate perfekt gefüllt, das innere aber noch leicht löchrig. Klar, ich könnte mit der Nozzle etwas runter fahren, aber das kompensiert nur einen Fehler. Ich möchte ja bei einer Z Einstellung überall das gleiche Druckbild haben.
Auf jeden Fall ist irgend was noch nicht ganz sauber. Wie gehe ich jetzt weiter vor? Wie kann ich den Extruder/Durchlauft testen?
Nach dieser Anleitung hab ich schon mal korrigiert und da scheint alles zu passen. Ich sehe auch mechanisch kein Problem. BondTech Getriebe fluchtet perfekt. Zähne sind sauber. Einzig hatte ich mal beim ABS das Gefühl, dass das Filament nicht ganz leicht von der Spule abrollt. Gibts dazu was zu beachten?
@ karl-herbert
Danke für deine Erkenntnis. Kannst du mich noch auf die Spur bringen, wie ich das mit den Z-Anschlägen löse, damit die auch auf gleicher Höhe sind? Liest du da die Motorenwerte aus und stellst den Anschlag danach ein? Fotos wären toll : )
Und zur Y-Achse und der rechten Führungsstange, einfach die hintere Auflage etwas anheben oder unter die Stange was Beilegen?
Messuhr hab ich gerade nicht zur Hand aber in der Wekstatt. Soll ich da immer wieder die PINDA Werte auslesen und so lange anheben/ bis die halbwegs gleich sind?
Und wegen dem Bett und den 0.1mm / 0.05mm, das geht dann wohl nur mit der Nyloc oder Federn Methode, richtig?
Huiuiui,... das ich den Drucker gleich aus der Box so modifizieren muss, wollte ich eigentlich vermeiden, aber was solls.
So viele kleine Parameter, ich hoffe ich verlaufe mich nicht. Danke euch beiden, ich bin zwar nicht ungeschickt und habe technisches Verständnis, aber alles selber rausfinden, da wäre mir der Spaß schnell vergangen.
RE: Bed Level Correction
Ok... hab das alles noch mal reflektiert. Ich bin mir ziemlich sicher, dass sich beim ABS zumindest eine Zeit lange das Filament verlegt hatte. Ende quasi unter der obersten gerollten Lage durch.
Für die Y Achse hab ich auch schon einen Plan : ) Vorerst bleibt das eine Kunststoffkonstruktion, ich habe Reste von Analogfilmmaterial aus Polyester, da hat eine Schicht genau 0.1mm Stärke. Es wird quasi unterlegt.
Bleibt dann nur mehr das Bett in sich. Nyloc oder Federn... Mal sehen, erst mal Y Achse.
RE: Bed Level Correction
@tomstar
"Danke für deine Erkenntnis. Kannst du mich noch auf die Spur bringen, wie ich das mit den Z-Anschlägen löse, damit die auch auf gleicher Höhe sind? Liest du da die Motorenwerte aus und stellst den Anschlag danach ein? Fotos wären toll : )
Und zur Y-Achse und der rechten Führungsstange, einfach die hintere Auflage etwas anheben oder unter die Stange was Beilegen?
Messuhr hab ich gerade nicht zur Hand aber in der Wekstatt. Soll ich da immer wieder die PINDA Werte auslesen und so lange anheben/ bis die halbwegs gleich sind?
Und wegen dem Bett und den 0.1mm / 0.05mm, das geht dann wohl nur mit der Nyloc oder Federn Methode, richtig?"
Vorerst einmal: Wenn Du das Bett exakter nivellieren möchtest, muss Du eine Möglichkeit schaffen die Höhe zu justieren. Aus diesem Grund habe ich das Bett auf starke Druckfedern gesetzt (natürlich an allen 9 Punkten, mit ca. 2mm Vorspannung) und habe somit theoretisch einige mm zur Justierung zur Verfügung, was aber nicht notwendig ist.
Zur Justierung: Fahre mit der Z-Achse/Düse zum ersten Kalibrierpunkt und fahre vorsichtig bis auf 0.1mm ans Bett (ohne Druckplatte) heran. Am besten ein Blatt Papier oder besser, wenn vorhanden, eine 0.1mm Fühlerlehre verwenden. Jetzt misst Du den Abstand von der linken Motoraufhängung zur Z-Achsenführung (siehe Bild):
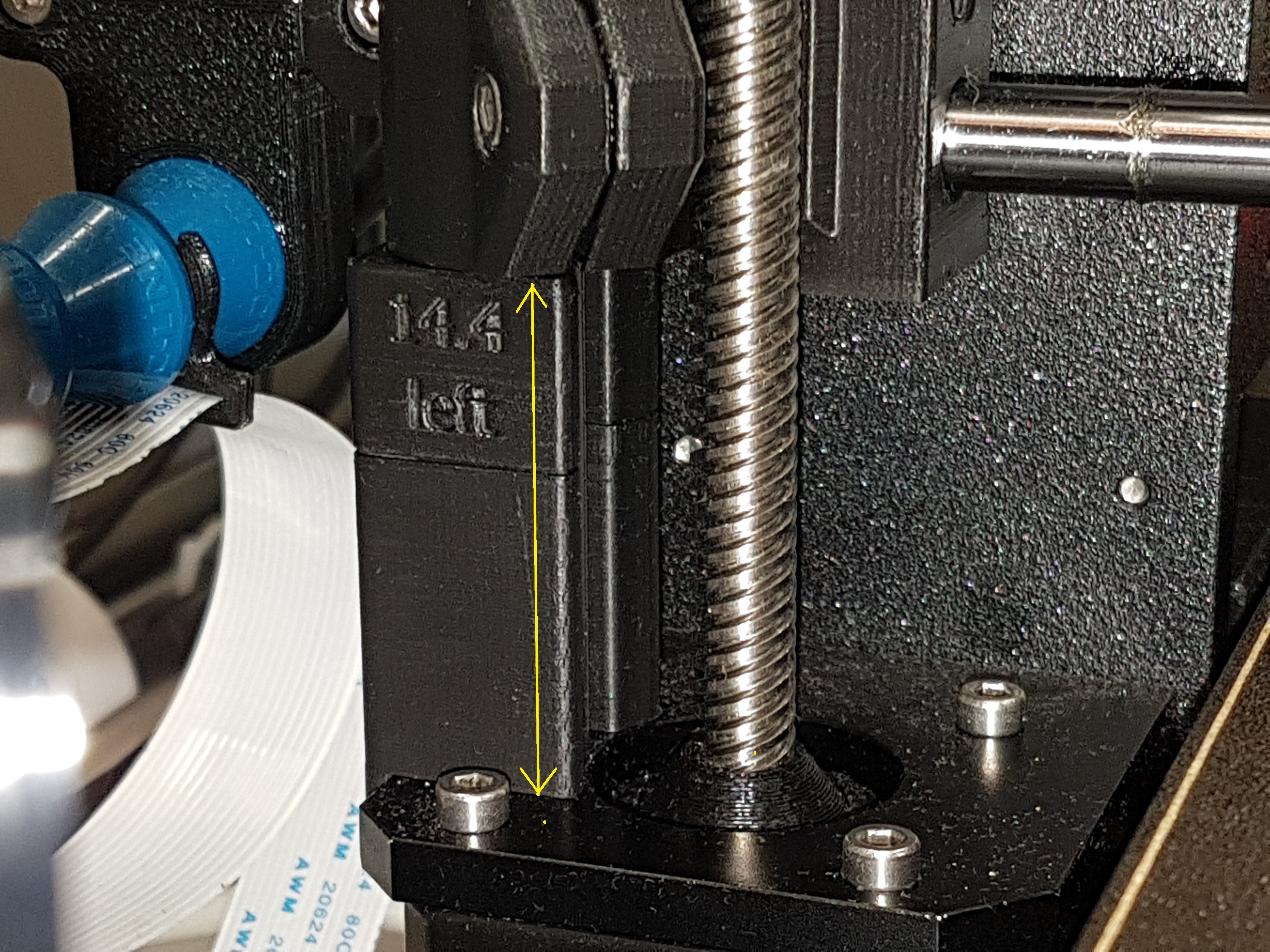
Wert notieren (für den späteren Druck). Auf dieser Höhe bleiben und zum 3. Punkt fahren. Durch drehen an der Trapezgewindspindel ebenfalls auf 0.1mm Distanz einstellen. Jetzt misst Du den Abstand von der rechten Motoraufhängung zur Z-Achsenführung (siehe Bild):
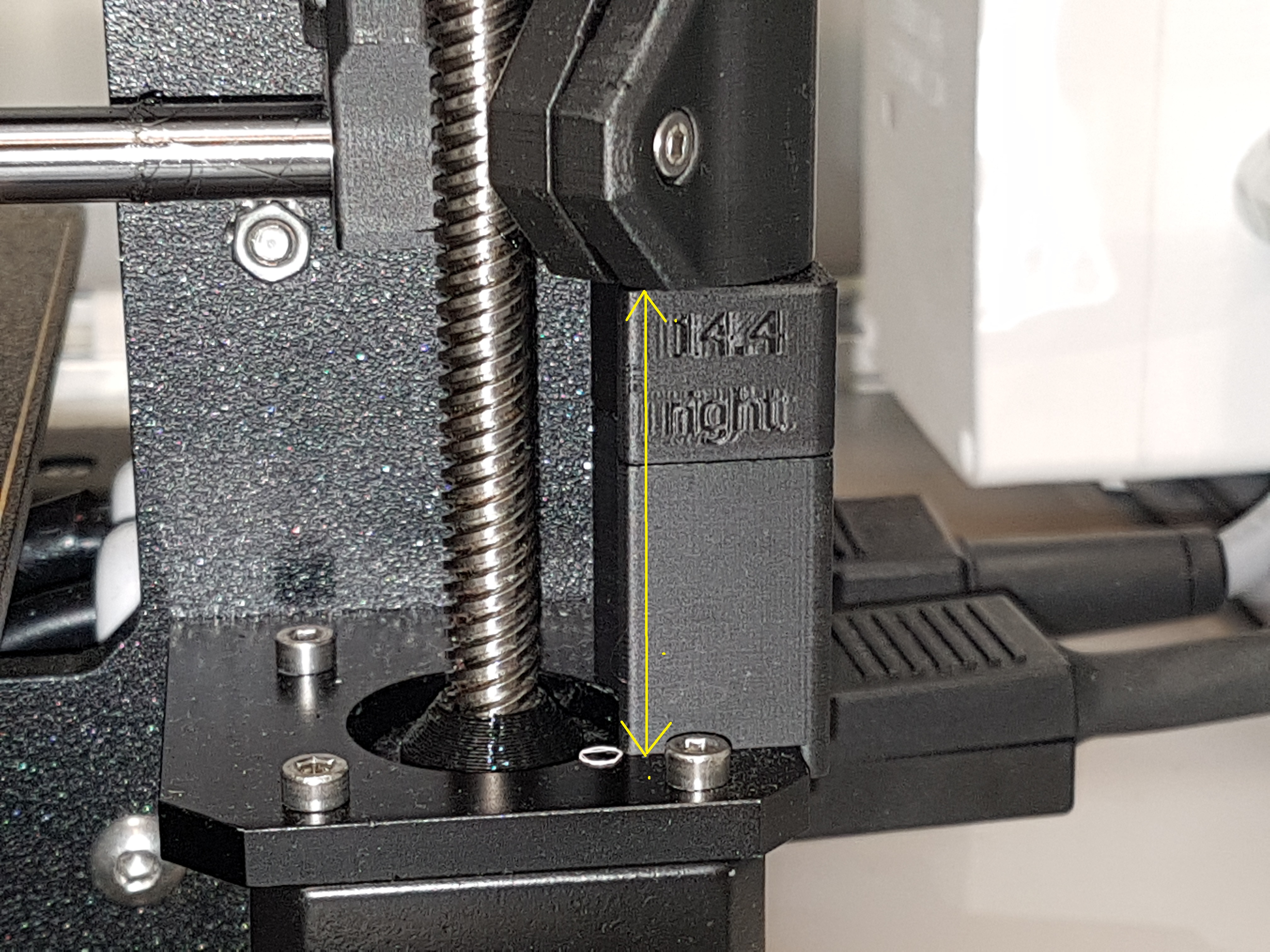
Wert notieren (für den späteren Druck). Das Ganze nochmals wiederholen und gegebenenfalls nachjustieren.
Für die Y-Achse musst Du die Führungswellen beidseitig (links/rechts hinten) bei unveränderter Z-Achsenposition vorsichtig Höhenkorrigieren soweit dies bei der originalen Prusakonstruktion möglich ist (Schrauben lösen, nachjustieren oder irgendwie Wellen unterlegen). Bei allen Einstellungen bleibst Du konstant auf derselben Z-Höhe und justierst die Inbusschrauben solange nach bis sich die Fühlerlehre einwandfrei und leicht durchschieben lässt.
Jetzt der Abschnitt mit der Schrauben Feinjustage:
Strukturierte Platte auflegen, Pronterface "anwerfen", 9-Punktekal. durchführen, Punkte checken und gegebenenfalls Platte entfernen und gefühlsmässig nachjustieren. Dabei brauchst Du an den Senkkopfschrauben nur minimalst drehen (1 Umdrehung bedeutet bei einem metrischen M3 Gewinde 0.5mm Höhenveränderung, also für 0.05mm nur eine zehntel Umdrehung). Das wiederholst Du solange, bis Du mit Deiner gewünschten Solltoleranz (z.B. 0.05 oder 0.1mm max. Abweichung), zufrieden bist. Bei der 0.4er Düse bist Du mit 0.1mm in einem guten Bereich, da die Prusafirmware diesen Bereich theoretisch ausgleichen sollte (habe ich noch nie überprüft ob dies tatsächlich passiert).
Wenn dann alles passt, druckst Du Dir die zweigeteilten Distanzblöcke (PETG oder ähnliches). Die unteren Teile kannst Du z.B. 20mm hoch drucken. Von den notierten Werten die 20mm abziehen und für die oberen Teile links/rechts musst Du zum Restwert jeweils die Dicke des strukturieren Druckplatte addieren. Ebenso bei der glatten Platte, d.h., für jede Platte wechselst Du die oberen Blöcke aus. So oft wirst Du die Platte wahrscheinlich nicht wechseln.
Wie Du in den Bildern siehst, haben meine beiden oberen Distanzblöcke für die strukturierte Platte einen Wert von 14.4mm (notierter Wert -20mm +Dicke der strukturierten Druckplatte). Die oberen Blöcke der glatten Platte sind ca. 0.35mm höher. Die Höhe der oberen Blöcke musst Du gegebenenfalls mehrermale drucken (kleine Nachjustierungen im Bereich von 0.05 bis 0.1mm) bis diese passen. Bei mir hat auch erst der dritte Versuch ein zufriedenstellendes Ergebnis geliefert.
Ich hoffe ich habe es einigermassen verständlich rübergebracht. Wie gesagt, ich arbeite seit zwei Jahren crashlos mit dieser Lösung.
Gutes Gelingen!
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Bed Level Correction
Kleiner Nachtrag: Zum Messen der Höhe zwischen Z-Motorhalterung und Z-Achsenführung habe ich Parallelendmaße verwendet. Wahrscheinlich verfügen die Wenigsten über solche Mittel und deshalb versuchst Du so gut es geht mit einem Digitalmessschieber zu messen.
Zur Kalibrierung benutze ich seit längerer Zeit Octoprint inkl. einem Mesh Leveling Plugin, was mir die Arbeit wesentlich erleichtert. Am Rande bemerkt: Beim Erhitzen der Druckplatte auf ca. 90Grad wölbt sich diese in der Mitte bis zu 0.15mm, deshalb führe ich die Kalibirerung auch immer bei warmer Umgebung durch. Dies würde ich aber an Deiner Stelle erst prüfen wenn Du die Kal. bei kalter Umgebung durch hast. Vielleicht verhält es sich bei Dir ja anders.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Bed Level Correction
Hallo. Wenn ichs halb so gut hin bekomme wie du ist es schon ziemlich perfekt, würd ich sagen. Das nenn ich mal eine Anleitung. Danke, dass du dein Wissen mit mir/uns teilst. 👍
Also erst mal, kannst du mir bitte eine PN schicken, wo in Wien ich diese Federn bekomme? Ich sehe auch, da führt kein Weg dran vorbei.
Natürlich hab ich jetzt wieder Fragen.
1) Die Blöcke die ich drucken werde dienen später als Anschlag für die Z-Kalibrierung, richtig? Bei mir sind es 0.5mm Differenz. Wenn ich die Z-Achse kalibriere, fährt der Schlitten aber oben gegen den Anschlag. Ganz versteh ich das nicht, mir fehlen auch sicher ein paar Grundlagen zum besseren Verständniss. Muss ich dafür denPronterface her nehmen? Ich kenn noch sehr wenig Befehle, wie ich mit dem Interface ansteuere.
2) Die 0.1mm Fühlerleere habe ich. Stelle den Spalt Bett/Düse beim 1. Messpunkt, dann beim dritten ein. Jetzt fahre ich mit der Düse und dem Bett so hin und her, dass ich jeweils über einer der 9 Schrauben stehe. Schraube so lange justieren, bis 0.1mm Spalt zur Düse. Richtig?
3) Ich habe deine geniale Anleitung erst gesehen, als ich schon selber am werken war. Da hatte ich schon die beiden Y Rods zueinender so hin bekommen, dass ich bei 80° Bett-Temperatur eine Abweichung von max. 0,05mm zueinander hatte (vorne, hinten, links, rechts, jeweils die äußersten Messpunkte bei der 7x7 Messung). Das ist jetzt warscheinlich "relativ", weil die Z-Achse ja noch die gemessene Differenz aufweist, richtig?
Aber trotz allem, ich habe nur mal die beiden Rods zueinender niveuliert und bekomme gleich ein ganz anderes Druckbild zusammen. Dabei habe ich mit der manuellen Bed Level Correction noch gar nichts eingestellt (0/0/0/0)
Ich habe das Gefühl, dass ich bald auf Schiene bin. Übrigens habe ich bei warmer und kalter Platte auch ganz unterschiedeliche Werte bekommen, weshalb ich dann logischerweise auch "warm" justiert habe.
lg Tom
RE: Bed Level Correction
@ Kai: auch du dürftest recht gehabt haben mit der ungleichmäßigen Filamentversorgung.
RE: Bed Level Correction
@tomstar
Guten Morgen,
ich hab mich mit dem Thema Nozzle auch mal wieder etwas eingehender beschäftigt. Das ganz im Rahmen der Hilfestellung in einem anderen Thread. https://forum.prusa3d.com/forum/original-prusa-i3-mk3-hilfe-zur-hardware-firmware-und-software/mk3s-eryone-pla-jamed-immer/
Die wesentlichen Sachen sind dort beschrieben. Was mich aber tatsächlich zu einem zukünftig häufigeren Düsenwechseln bringt ist die Tatsache, das die Düse/Nozzle augenscheinlich und von außen noch gut aussah, innen aber ziemlich übel aussah. Als wenn sich die Fläche des Bohrlochs mit den letzten Kilometern Filament aufgeraut hat. Ich habe mir die Düse nach dem Ausbau natürlich vorgenommen und etwaige Filamentreste entfernt. Die ließen sich an einem Rest Filament einigermaßen "rausreißen". Das sah ernüchternd aus. Trotz Pflege hat sich entweder Filament abgelagert, oder die Oberfläche der Düse wurde aufgrund der Temperatur und der verwendeten Filamente angegriffen. Ohne gute Lupe bzw. Mikroskop allerdings schlecht zu erkennen. Was man aber gut merkt ist der Widerstand beim manuellen durchschieben. Der ist bei der "alten" Düse erheblich höher. Das Druckbild muss ich noch testen, bei der "FirstLayerCalibration" war der erste Versuch verdammt nah an der Perfektion. Soll heißen die zuletzt gedruckte Fläche hatte eine perfekte Oberfläche.
Mein Fazit: Ich werde in Zukunft früher die Düse wechseln. Und ich beobachte ganz genau wie gut meine Chinadüsen sich im Vergleich zu den originalen verhalten.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Bed Level Correction
Ach ja, ergänzend noch der Hinweis das ich mit der Chinadüse maximal ASA gedruckt haben.
Kein Carbonfilament und auch kein "Glow in the Dark" Filament.
Das sind auch schon die einzigen Filamente in meinem Bestand die sich abrasiv verhalten.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Bed Level Correction
@ kai
Ich hab die Sorge noch nicht weil erst 40m Filament durch gejagt wurden. Hab aber dieses hochinteressante Video gefunden, vielleicht kennst due es ja eh. https://hackaday.com/2019/06/06/assessing-nozzle-wear-in-3d-printers/
Carbon Fiber Filament wird bei mir sicher ein Thema werden, da ich Teile für RC Modellautos drucke.
RE: Bed Level Correction
@tomstar
Schön langsam geht es in die richtige Richtung. Da braucht es eben etwas Geduld. Die Blöcke dienen in erster Linie als Crashschutz und können natürlich auch zum Ausrichten der X-Achse verwendet werden indem Du bei eventueller Schrägstellung der X-Achse mit beiden Spindeln auf den Z-Anschlag (beide Blöcke) fährst (händisch bei deaktivierten Motoren). Wenn die Höhe beider Blöcke im Vorhinein korrekt angepasst wurde, sollte zumindest die X-Achse jetzt parallel zum Druckbett verlaufen. Die Feinkalibrierung musst Du sowieso gelegentlich überprüfen und gegebenenfalls die Schrauben nachjustieren. Wie gesagt, die 0.4er Düse ist da nicht sehr heikel, wenn Du aber mit kleinen und kleineren Düsen druckst, spiegelt sich jede Ungenauigkeit sofort am Ergebnis wider.
Diese Art der Nivellierung ist natürlich eine Möglichkeit von Vielen. Wenn Du das auf Deine Art machst, ist das natürlich auch perfekt. Hilfreich wäre es jedenfalls, wenn Du Deine Problemlösung kurz im Forum rückmelden würdest, damit andere Benutzer auch davon profitieren können.
Viel Erfolg!
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Bed Level Correction
Hallo.
Also erst mal zum Feedbeck, sonst macht ja ein Forum keinen Sinn : )
Die größte Verbesserung im Druckbild brachte das Vermessen der Grundplatte mit aufgelegtem Steel Sheet. Nach dem ich die PINDA Sonde mit Pronterface ausgelesen hatte (G80 zum Messen, G81 zum Auslesen) habe ich mich erst mal nur für die Messpunkte an den Ecken interessiert.
Das bracht die Erkenntnis, dass die rechte hintere Führungsstangenaufhängung um knapp 0.2mm zu tief gehaben ist. Das ist wohl den "Toleranzen" der Druckteile geschuldet.
Nach dem ich in die Schienenaufnahme dünne Streifen aus Polyester untergelegt hatte (vom 35mm Analogilm) war das Niveu grundsätzlich okay. Den restlichen Abgleich konnte ich nur mit lösen der Befestigungsschrauben, gegenhalten und wieder anziehen, bewerkstelligen.
Nun habe ich einmal eine ziemlich gleichmäßige Ausgangsbasis. Drucken mit der 0.4mm Düse ist überhaupt kein Problem und ich kann jetzt mal arbeiten.
Der nächste Schritt wird das tauschen der Aluspacer gegen Druckfedern, um das Heizbett in sich zu niveulieren. Dazu werde ich später einmal berichten.
@ karl-herbert: Noch zu den zweiteiligen Anschlag-Blöcken. Wenn ich das recht verstanden habe, bleibt die Nozzel dann 0.1mm vor dem Steelsheet gezwungener maßen stehen, richtig?
RE: Bed Level Correction
@tomstar
Ja, das Video bzw. den Beitrag kenne ich. Es ist schon nicht falsch auf gutes Material zu setzen. Sicher ist ein Unterschied ob ich für deine Düse 7€ bezahle, oder für 10Stück in China 5@ inkl. Versand. Trotzdem bin ich, zumindest bei den Chinadüsen die ich habe, der Meinung das ich mit der e3d Düse ein gleichmäßigeres Druckbild habe. Ich verwende zusätzlich noch die gehärtete Düse (0,4) für das Carbonfilament. Allerdings recht selten. Viele der Teile für RC Cars kannst Du übrigens auch sehr gut aus ASA drucken. Ich lade aktuell immer mal das ein oder andere hoch was so auf meiner Platte schlummert. Falls Dich das interessiert findest Du die Sachen hier. https://www.prusaprinters.org/social/2752-kairo/prints Ich aktualisiere das immer mal wieder zwischendurch.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Bed Level Correction
Ich verarbeite da übrigens das XT-CF20 von colorFabb. Nicht ganz günstig, aber sehr gut zu drucken. Ist auf PET Basis mit kurzen Carbonfasern versetzt. Aber Obacht, viele Indoorbahnen erwarten dann bei offenliegenden Carbonteilen einen Schutz darüber. Also quasi nen zusätzlichen PET Schutz über der Carbon Dämpferbrücke. Im Freien natürlich ganz egal.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Bed Level Correction
@ karl-herbert: Noch zu den zweiteiligen Anschlag-Blöcken. Wenn ich das recht verstanden habe, bleibt die Nozzel dann 0.1mm vor dem Steelsheet gezwungener maßen stehen, richtig?
Wenn Du alles richtig gemacht hast, Ja!
Diese Federn würden sich eignen, aber Gutekunst ist teuer. Vielleicht findest Du ähnliche Dimensionen auf ebay oder Aliexpress:
https://www.federnshop.com/de/produkte/druckfedern/d-117a.html
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Bed Level Correction
@karl-herbert
Ich würde hier auch eher auf qualitativ hochwertiges Material setzen. Bei dem Preis für den Drucker, den Folgekosten, und dem was wir so in Verbesserungen stecken würde ich keinen billigen Kram kaufen. Das rächt sich früher oder später.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Bed Level Correction
@kai-r3
ist auch mein Motto. Aus diesem Grund erspare ich mir im Endeffekt meist Geld, Arbeit und Ärger.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Bed Level Correction
Ich hab mal 18 Federn bestellt, wegen dem Preis. Wenn wer 9 haben will bitte PM.
lgT