Bed Level Correction
Hi Leute,
ich melde mich als frischer in der Druckerwelt hier mal mit meinem ersten Post. Und auch mal ein freundliches Hallo in die Runde: )
Also ich musste bei meinem MK3s ordentlich am Bed Level herum korrigieren und bin nun bei:
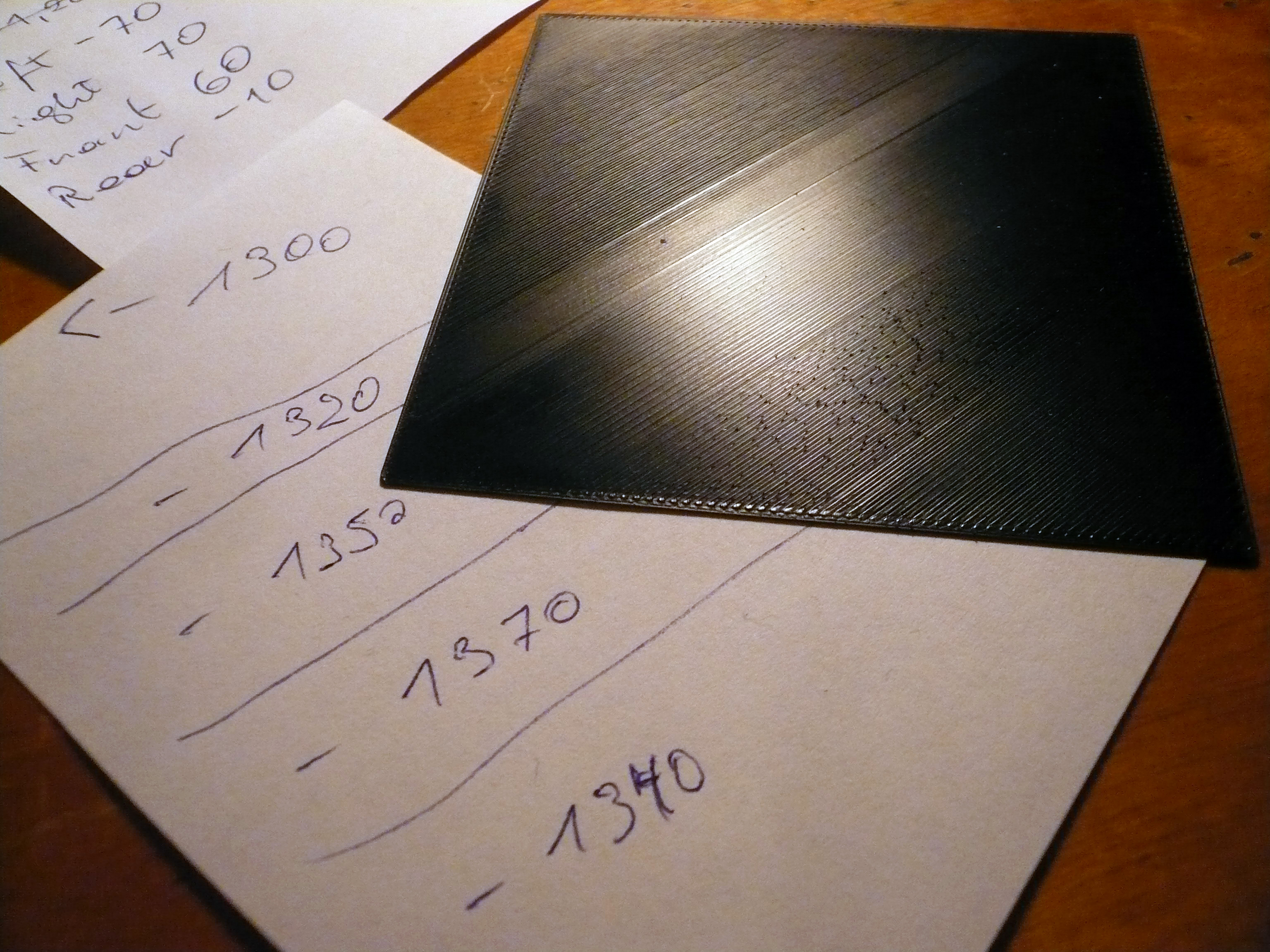
Left -70
Right 70
Front 60
Rear -10
Also im Links/Rechts Gefälle schon bald an den Maximalwerten. Wollte jetzt mal von euch wissen, wie sehr ihr euer Bett noch nachtäglich justieren musstet. Die PINDA Sonde scheint das ja nicht zu packen.
Besten Gruß,
Tom
Best Answer by karl-herbert:
@tomstar
"Danke für deine Erkenntnis. Kannst du mich noch auf die Spur bringen, wie ich das mit den Z-Anschlägen löse, damit die auch auf gleicher Höhe sind? Liest du da die Motorenwerte aus und stellst den Anschlag danach ein? Fotos wären toll : )
Und zur Y-Achse und der rechten Führungsstange, einfach die hintere Auflage etwas anheben oder unter die Stange was Beilegen?
Messuhr hab ich gerade nicht zur Hand aber in der Wekstatt. Soll ich da immer wieder die PINDA Werte auslesen und so lange anheben/ bis die halbwegs gleich sind?
Und wegen dem Bett und den 0.1mm / 0.05mm, das geht dann wohl nur mit der Nyloc oder Federn Methode, richtig?"
Vorerst einmal: Wenn Du das Bett exakter nivellieren möchtest, muss Du eine Möglichkeit schaffen die Höhe zu justieren. Aus diesem Grund habe ich das Bett auf starke Druckfedern gesetzt (natürlich an allen 9 Punkten, mit ca. 2mm Vorspannung) und habe somit theoretisch einige mm zur Justierung zur Verfügung, was aber nicht notwendig ist.
Zur Justierung: Fahre mit der Z-Achse/Düse zum ersten Kalibrierpunkt und fahre vorsichtig bis auf 0.1mm ans Bett (ohne Druckplatte) heran. Am besten ein Blatt Papier oder besser, wenn vorhanden, eine 0.1mm Fühlerlehre verwenden. Jetzt misst Du den Abstand von der linken Motoraufhängung zur Z-Achsenführung (siehe Bild):
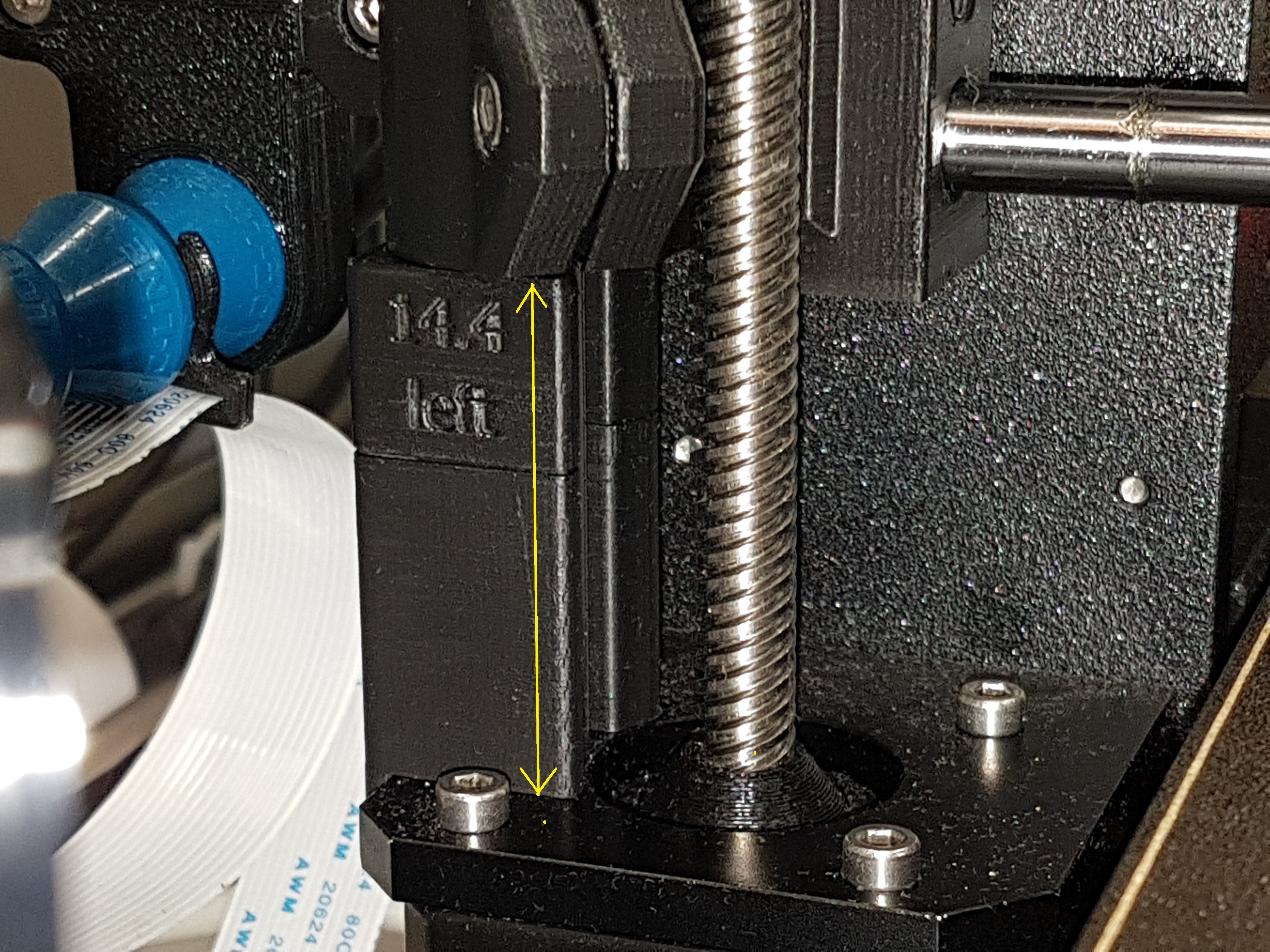
Wert notieren (für den späteren Druck). Auf dieser Höhe bleiben und zum 3. Punkt fahren. Durch drehen an der Trapezgewindspindel ebenfalls auf 0.1mm Distanz einstellen. Jetzt misst Du den Abstand von der rechten Motoraufhängung zur Z-Achsenführung (siehe Bild):
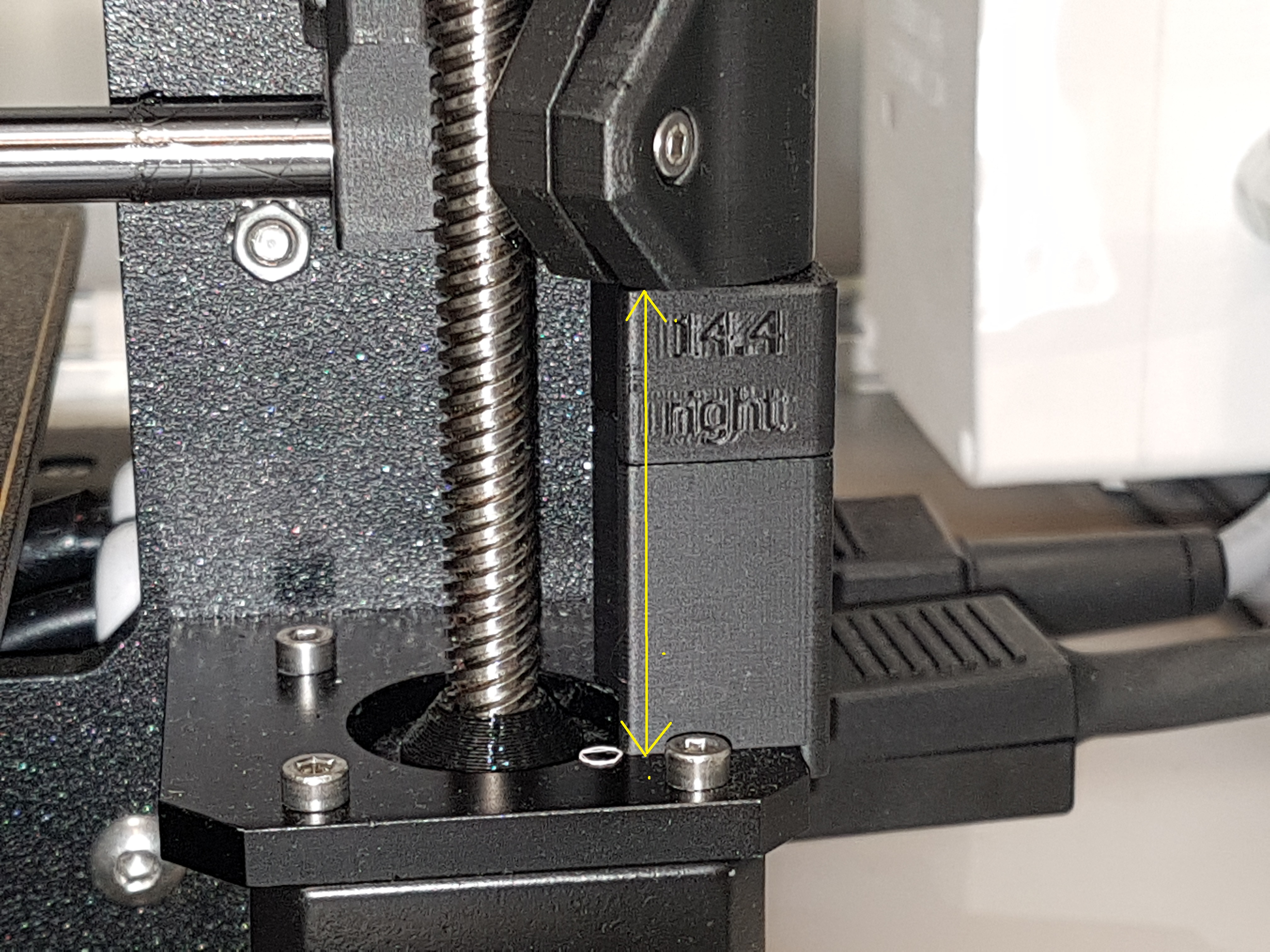
Wert notieren (für den späteren Druck). Das Ganze nochmals wiederholen und gegebenenfalls nachjustieren.
Für die Y-Achse musst Du die Führungswellen beidseitig (links/rechts hinten) bei unveränderter Z-Achsenposition vorsichtig Höhenkorrigieren soweit dies bei der originalen Prusakonstruktion möglich ist (Schrauben lösen, nachjustieren oder irgendwie Wellen unterlegen). Bei allen Einstellungen bleibst Du konstant auf derselben Z-Höhe und justierst die Inbusschrauben solange nach bis sich die Fühlerlehre einwandfrei und leicht durchschieben lässt.
Jetzt der Abschnitt mit der Schrauben Feinjustage:
Strukturierte Platte auflegen, Pronterface "anwerfen", 9-Punktekal. durchführen, Punkte checken und gegebenenfalls Platte entfernen und gefühlsmässig nachjustieren. Dabei brauchst Du an den Senkkopfschrauben nur minimalst drehen (1 Umdrehung bedeutet bei einem metrischen M3 Gewinde 0.5mm Höhenveränderung, also für 0.05mm nur eine zehntel Umdrehung). Das wiederholst Du solange, bis Du mit Deiner gewünschten Solltoleranz (z.B. 0.05 oder 0.1mm max. Abweichung), zufrieden bist. Bei der 0.4er Düse bist Du mit 0.1mm in einem guten Bereich, da die Prusafirmware diesen Bereich theoretisch ausgleichen sollte (habe ich noch nie überprüft ob dies tatsächlich passiert).
Wenn dann alles passt, druckst Du Dir die zweigeteilten Distanzblöcke (PETG oder ähnliches). Die unteren Teile kannst Du z.B. 20mm hoch drucken. Von den notierten Werten die 20mm abziehen und für die oberen Teile links/rechts musst Du zum Restwert jeweils die Dicke des strukturieren Druckplatte addieren. Ebenso bei der glatten Platte, d.h., für jede Platte wechselst Du die oberen Blöcke aus. So oft wirst Du die Platte wahrscheinlich nicht wechseln.
Wie Du in den Bildern siehst, haben meine beiden oberen Distanzblöcke für die strukturierte Platte einen Wert von 14.4mm (notierter Wert -20mm +Dicke der strukturierten Druckplatte). Die oberen Blöcke der glatten Platte sind ca. 0.35mm höher. Die Höhe der oberen Blöcke musst Du gegebenenfalls mehrermale drucken (kleine Nachjustierungen im Bereich von 0.05 bis 0.1mm) bis diese passen. Bei mir hat auch erst der dritte Versuch ein zufriedenstellendes Ergebnis geliefert.
Ich hoffe ich habe es einigermassen verständlich rübergebracht. Wie gesagt, ich arbeite seit zwei Jahren crashlos mit dieser Lösung.
Gutes Gelingen!
RE: Bed Level Correction
Hallo Tom,
Ich habe das mit der Korrektur auch ausprobiert. Allerdings hat sich bei mir rausgestellt das es wenig bis gar keine Auswirkungen hat. Im Gegenteil, es hat entweder nichts gebracht, oder es war nach der Korrektur schlimmer.
Was aber in jedem Fall geholfen hat war das Druckbett ordentlich zu reinigen (heißes Wasser und Spüli). Ich kalibriere auch gelegentlich mal Z oder eher selten dann auch mal xyz.
Schau doch mal mit einem Haarlineal und Gegenlicht (Taschenlampe etc.) ob sich Dein Druckbett NACH dem aufheizen verzieht.
Mit Licht ist das sehr gut zu erkennen.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Bed Level Correction
Hi Kai,
also bei mir hat es enorm geholfen. Hab jetzt ca. 15 quadrate (75x75x0.2) gedruckt und konnte die so weit optimieren, dass es wie eine gleichmäßige Folie aussieht.
Spalt messen am Heizbett mit oder ohne dem Steel Sheet?
lg tom
RE: Bed Level Correction
Hi Tom,
wenn es geholfen hat ist ja alles gut. Messen mit dem Steelsheet. Quasi so wie Du damit nachher auch arbeitest. Wenn Dein Bett so verzogen wäre das Du es ohne sheet messen solltest, hält da auch nichts mehr drauf. Das hab ich durch. Ich habe direkt nach ein paar Tagen ein Austausch Heizbett bekommen. Dafür war der Prusa Support super!
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Bed Level Correction
Ich hab deinen Thread über das verzogenen Bett gelesen. Ja, der Support ist großartig!
Mir geht es nur darum das alles ins Gefühl zu bekommen, wie mein Printer kalibriert ist und wie andere so tun. Ohne der manuellen Anpassung waren die ersten Druckversuche einfach nur zum weinen.
RE: Bed Level Correction
Setz doch mal ein Bild von einem Druckobjekt rein wo man den First Layer gut erkennen kann. Am Anfang ist es mitunter schwer ein Gefühl dafür zu entwickeln wann der First Layer tatsächlich gut eingestellt ist. Du bist ja zum Glück nicht beratungsresistent. Das hatten wir hier leider auch schon "par excellence"..... Für die saubere Ausrichtung des Druckbetts gibt es auch noch einige weitere Ansätze neben der Correction. Stichwort Octoprint Plugin, oder Federn unter dem Heatbed. Alles probate Mittel wenn das Ergebnis nachher passt. Ich habe das Glück das mein Bett weitesgehend plan ist, oder meine persöhnliche Leidensgrenze noch nicht erreicht ist. 🤣
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Bed Level Correction
Also das Brett (mit/ohne Steelsheet) hab ich gestern mal mit dem Stahllineal unter die Lupe genommen. Ich habs glaube ich sehr gut erwischt. In der Mitte zwar eine Schüssel, aber sehr sehr gleichmäßig und ganz wenig. Ich bekomme keine meiner Spaltleeren darunter, die dünnste ist 0.05mm.
Zum maunellen Leveln (korrektur L/R/F/R) drucke ich erst mal 75x76x0.2mm Quadrate. Die hab ich nun fast perfekt. Anfangs hatte ich links Fäden und rechts gutes Gebinde. Nun passt das mal so "grob". Jetzt gerade drucke ich übers ganze Bett die verbundenen 9 Rechtecke. Zum Ende wirds halt ein Mittelwert werden.
Ich glau ich erwart mir auch manchmal zu viel. Der MK3 ist toll, keine Frage, aber halt dann doch ein Hobbygerät. 😊
Fotos reiche ich in kürze nach, druckt gerade noch...
RE: Bed Level Correction
So und hier das Resultat vom 9 Square Test.
Linke Seite: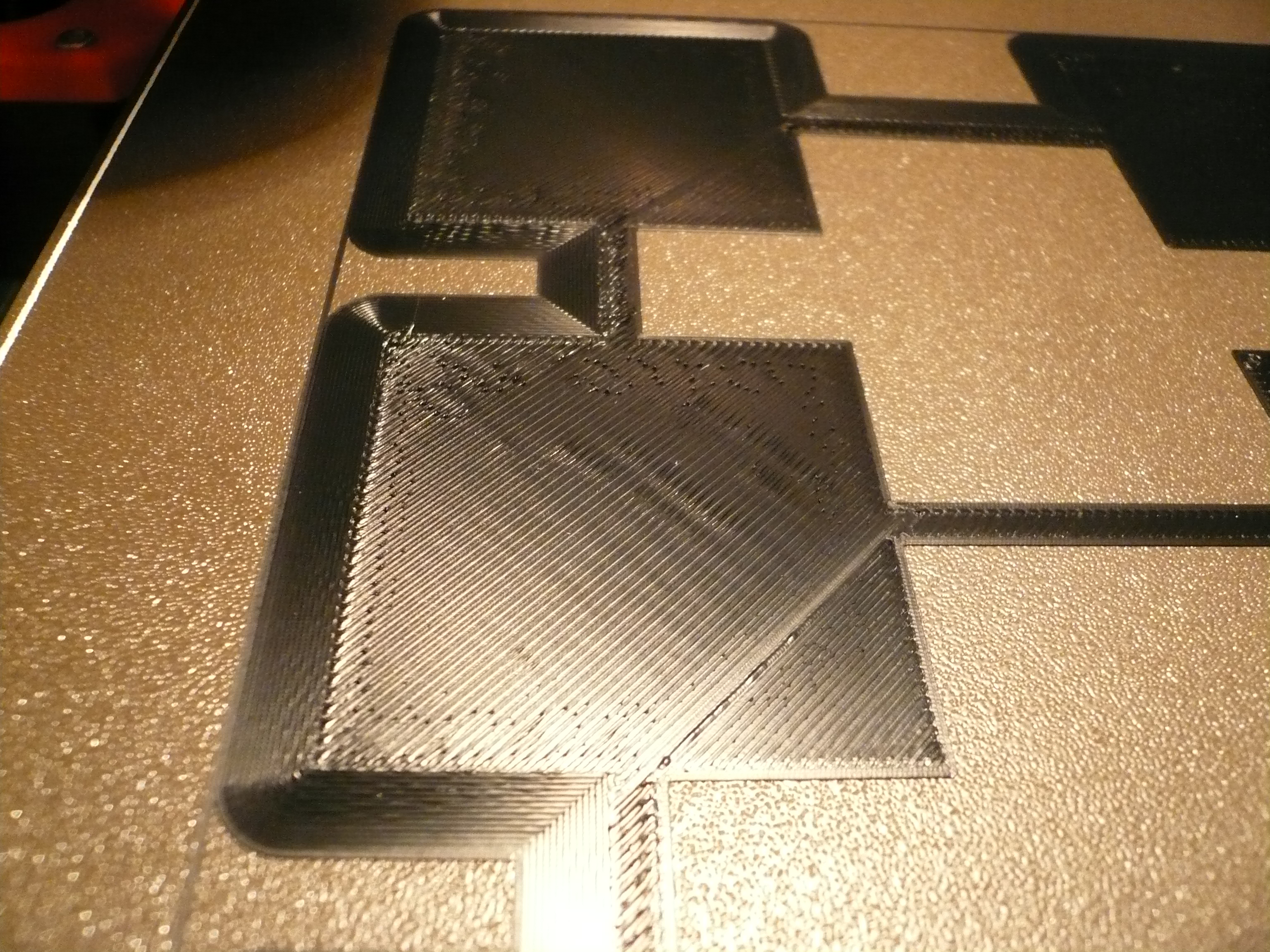
Links vorne: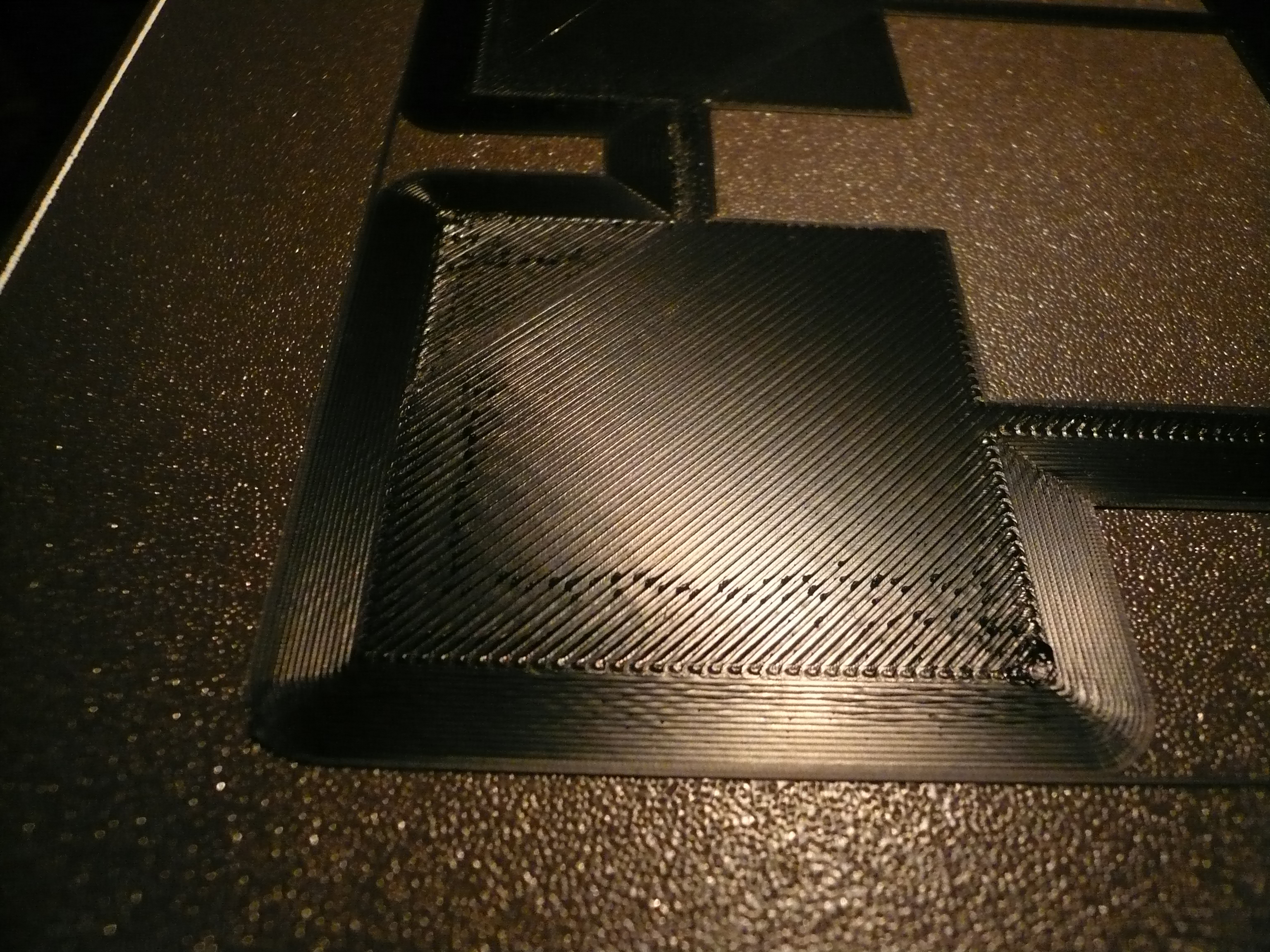
Links hinten:
Rechts hinten:
{kind=link}
RE: Bed Level Correction
Rechts vorne:
Ich lese das Bild so, vorne rechts ist es perfekt, nach hinte und links bin ich zu nahe an der Nozzle. Das werde ich jetzt mit dem manuellen Bed Leveling korrigieren.
Wie siehst du das, Kai?
RE: Bed Level Correction
@tomstar
Richtig spannend wird es erst bei den kleinen Düsen 0.25, 0.15 oder gar 0.1mm Durchmesser. Wenn du es geschafft hast, Extruder und Bett auf ein erfolgreiches Drucken mit einer dieser kleinen Düsen einzustellen, wirst Du mit der 0.4er keine Probleme in dieser Hinsicht haben. Ich habe ein Zeit lang mit diesen kleinen Düsen experimentiert und fühle mich mit der 0.4er wieder sichtlich wohl. Jede kleine Änderung an Parametern und der Druckerpräzision vervielfacht sich bei den kleinen Düsen (Betthaftung, Über- Unterextrusion, Layerhaftung, Maßhaltigkeit). Derzeit pendle ich regelmäßig zwischen 0.4er und 0.25er Düsen, vorzugsweise E3D oder ähnlich wertige Ware..
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Bed Level Correction
Hier noch das 75x75x0.2mm Square.
Bei -1.320 siehts super aus und mit der Schiebeleere messe ich ca. 0.22mm Schichtstärke.


RE: Bed Level Correction
@tomstar
Richtig spannend wird es erst bei den kleinen Düsen 0.25, 0.15 oder gar 0.1mm Durchmesser. Wenn du es geschafft hast, Extruder und Bett auf ein erfolgreiches Drucken mit einer dieser kleinen Düsen einzustellen, wirst Du mit der 0.4er keine Probleme in dieser Hinsicht haben. Ich habe ein Zeit lang mit diesen kleinen Düsen experimentiert und fühle mich mit der 0.4er wieder sichtlich wohl. Jede kleine Änderung an Parametern und der Druckerpräzision vervielfacht sich bei den kleinen Düsen (Betthaftung, Über- Unterextrusion, Layerhaftung, Maßhaltigkeit). Derzeit pendle ich regelmäßig zwischen 0.4er und 0.25er Düsen, vorzugsweise E3D oder ähnlich wertige Ware..
Glaub ich gerne, aber ich bleibe jetzt mal bei 0.4mm.
RE: Bed Level Correction
Übrigens habe ich mein Druckbett auf Druckfedern gelagert, welche eine sehr feine Höhenjustierung zulassen und ich somit schon in den Bereich von 0.02mm max. Z-Abweichung gewandert bin (Messuhrgeprüft). dies ist beim Druck mit Layerhöhe von 0.05mm auch vorteilhaft.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Bed Level Correction
Klingt toll! Was für Federn hast du genau verwendet? Sind die einfach statt den Alu Spacern drinnen? Schraubst du die mit den 9 Montageschrauben mit? Keine Angst, dass die Vorspannung mal nachlässt und das Ganze ständing "wandert"?
Ich mag das jetzt mal mit meinen Mitteln gebacken bekommen, damit ich mal sauber in die Höhe gehen kann : )
RE: Bed Level Correction
@tomstar
Genau, ich habe die Alu Spacer entfernt und durch relativ starke Druckfedern ersetzt. Die Schrauben haben sich dadurch nicht verändert (Senkopf-Innensechskant-M3-10 oder etwas länger). Durch die Federkraft halten sich die Schrauben recht gut in Position. Ich überprüfe das Level des Druckbettes ohnehin vor jedem Druck und sobald ich ausserhalb eines Bereiches von 0.05mm liege, justiere ich etwas nach. Das ist inzwischen Routinearbeit und dauert nur einige Minuten. Im Vergleich zu mancher Druckdauer eine Kleinigkeit und auch ein Garant für Layerhaftung. Bei den Spacern hast Du kaum eine Justierrahmen, bei den Federn jedoch schon. Es handelt sich hier ohnehin nur um Zehntel Millimeter. Das war übrigens meine erste Änderung beim Zusammenbau des MK3 vor ca. 2 Jahren und hat sich bis heute gut bewährt.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Bed Level Correction
Wie sieht's denn mit den Führungen aus? Laufen die leicht und mit wenig Spiel? Gerade die Y-Achsen-Bügel/Kabelbinder Konstruktion birgt viele Tücken in sich, was Parallelität und Planlauf betrifft. Vielleicht kannst Du da etwas nachjustieren um eine Gleichmässigkeit bei Deinen Druckergebnissen zu erzielen. Beim Bedleveling kann man übrigens mit Pronterface (G81) die Ergebnisse auslesen um mal Klartextzahlen vor Augen zu haben. Einen interessanten Beitrag findest Du hier (englisch):
https://github.com/PrusaOwners/prusaowners/wiki/Bed_Leveling_without_Wave_Springs
oder
Ich habe qualitativ hochwertige Federn von Gutekunst verwendet. Solltest Du diese Modifikation vielleicht irgendwann in Betracht ziehen, kann ich gerne die Quelle mit den Daten hervorrufen.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: Bed Level Correction
Hehe, ja so wie die beiden Führungsstäbe montiert sind, da hatte ich schon so meine Gedanken beim Zusammenbau.
Der Schlitten fährt aber sauber hin und her, hat kein ungewöhnliches Spiel. Vom mechanischen her sollte das alles so gut als möglich passen.
Danke für die Links, vor allem das mit den Messpunkten auslesengefällt mir. Endlich wieder Tabellen schreiben : D
Ansonsten gefällt mir die Idee mit den Federn schon besser als die mit den Nyloc Muttern. Irgend wo muß ja der Gegendruck her kommen. Ich werds jetzt mal so probieren und wenns nicht anders geht, komme ich gerne auf dein Angebot bez. Quelle zurück.
lg aus Wien, nach Wien. 🍺
RE: Bed Level Correction
@tomstar
So richtig gut schaut das aber noch nicht aus. Ich kann mir icht helfen, aber es schaut aus als wenn das Filament nicht suaber durch die Düse gepresst/gefördert wird. Und zwar nicht regelmäßig. Ich habe ein solches Bild ab und an wenn ich versehentlich mit zu niedrigen Temperaturen arbeite.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Bed Level Correction
Kannst du mir sagen an welchen "artefakten" du das erkennst? Ich habe das Fördergetriebe heute extra gereinigt und auch die Vorschub korrekt eingestellt. Auch die Zeit mehrmals mitgestoppt. 10cm in 40 sek.
Das insgesamte Bild stimmt sicher noch nicht, aber wenn alles mal gleichmäßig aussieht, kann ich den Rest mit der live z correction machen.
Da bin ich auch gerade dabei. Bilder gibts dann aber morgen.
RE: Bed Level Correction
Hab mal die PINDA Sonde ausgelesen. Irgendwie laufen die Werte schon arg auseinander, oder täusche ich mich da?
0.23250 0.20500 0.18667 0.18333 0.17417 0.17417 0.18000
0.22667 0.22167 0.18833 0.15667 0.17083 0.17000 0.15667
0.17917 0.16083 0.12500 0.12167 0.11000 0.10167 0.09250
0.18250 0.14667 0.09917 0.09500 0.10458 0.07667 0.04750
0.18667 0.17167 0.13583 0.12688 0.13667 0.10250 0.04417
0.21333 0.19250 0.15250 0.14000 0.18750 0.10333 0.01750
0.22583 0.18250 0.14000 0.10667 0.10917 0.05750 -0.00417