très légère différence de qualité : une explication ?
Bonjour,
Je viens de finir d'assembler une deuxième MK3S venue prêter main forte à un premier kit mis en service début octobre, et qui tourne quasiment sans relâche depuis pour produire des maquettes schématiques de bâtiment au 1/100e destinées à une exposition scientifique. Il s'agit dans les deux cas de MK3S (pas "+"), la deuxième étant cependant venue avec une SuperPINDA (et un firmware 3.9.2 pré-installé, la première étant en 3.9.1).
J'ai noté une très légère différence de qualité (en moins bien selon mes critères) sur les surfaces verticales produites par la nouvelle venue :

Il s'agit du même modèle (même GCode) imprimé en même temps, les deux machines étant côte à côte. Les couches sont en 0.20mm dans cette partie de l'objet. La photo montre les façades imprimées le long de l'axe X. Le modèle de gauche a été imprimé par la nouvelle, et on peut y noter un effet "peau d'orange" inexistant sur l'autre. OK, on pourrait dire que c'est le crépi de la façade, mais ce n'est pas le but 😉
A noter que les micro-décallages aux angles ne sont pas des décallages de couche, mais les endroits où le infill gyroïd (à 3%) est plaqué sur la face interne de la peau de l'objet. J'ai noté cela sur toutes les impressions des deux machines, et bien entendu il est fonction du pattern utilisé pour l'infill. De toute manière, ça ne représente pas un défaut pour moi.
La photo ci-dessous montre les façades sur l'autre axe (Y pas conséquent), avec la nouvelle imprimante toujours à gauche :

On peut noter que l'alignement vertical est un peu moins bon. Je tiens à préciser que l'éclairage utilisé est rasant pour accentuer les défauts. A 50 cm à l'oeil nu, c'est quasiment imperceptible.
Les différents réglages de l'imprimante sont à priori OK, y compris la tension des courroies X et Y. La pression du galet idler de l'entraîneur devrait être identique, la tête du boulon affleurant de la même manière sur les deux machines.
A votre avis, qu'est ce qui peut expliquer les différences d'aspect constatées ? Sur quoi puis-je jouer pour tenter d'obtenir les mêmes résultats qu'avec la permière machine ?
MK3S, OpenSCAD, Blender, SolveSpace, Linux, electronics, robotics, software
RE: très légère différence de qualité : une explication ?
On dirait des vibrations, si les tensions de courroie sont OK, regarde la stabilité de la machine, les serrages. Tu peux essayer d'en imprimer un a 50% de vitesse tu verras a quoi cela ressemble après.
MK3S & Fusion 360
RE: très légère différence de qualité : une explication ?
@flo4print
Merci Flo pour ta réponse.
Je me suis fait la même remarque, mais les vibrations qu'on perçoit (prinicpalement relativement haute fréquence et générée par les moteurs pàp) se traduisent par des stries beaucoup plus fines et resserrées. On les remarque d'ailleurs sur toutes les impressions, perpendiculaires aux plans des filaments. Ca fait d'ailleurs de jolis effets de moirure sur les flancs de la coque de Benchy 😉
Ca donne l'impression de venir de la courroie crantée, car l'ordre de grandeur de la répétition du motif est semblable au module des dents. Par ailleurs, j'ai remarqué qu'elle n'arrive pas à rester centrée sur la poulie, et si on décalle la poulie sur l'axe, la courroie semble venir frotter contre les parois internes de la pièce orange sur laquelle est monté le moteur. C'est comme si l'axe moteur n'était pas rigoureusement perpandiculaire à l'axe X.
Je vais essayer à l'occasion de glisser une cale entre le moteur et le support, du bon côté pour faire légèrement basculer l'axe dans la bonne direction. Il se peut que la face de la pièce sur laquelle il est monté ne soit pas rigoureusement parallèle à l'axe X.
Le problème c'est que la première imprimante m'a produit des résultats d'une telle qualité, et ce directement dès le premier print et sans galérer (je suis un total novice dans le domaine de l'impression 3D), que ça a placé la barre très haut pour ses suivantes 😀
MK3S, OpenSCAD, Blender, SolveSpace, Linux, electronics, robotics, software
RE: très légère différence de qualité : une explication ?
Ne modifie rien pour le moment, si ce n’est pas centré il faut retirer la courroie et la remettre bien droite. Ce doit être sa position dans la tête d’extrusion.
Et graisse les axes aussi si nécessaire.
MK3S & Fusion 360
RE: très légère différence de qualité : une explication ?
@epas
perso l'un comme l'autre sont moyen certes un + que l'autre...je sais je sais je critique mais c ce qui fait avancer.. tu es en 0.20mm..t'as calibré comment et tension courroie comment et test filament calibration et calibration imprimante ....enfin bref ça fait pas mal je sais sorry mais faut y passer... 😎
RE: très légère différence de qualité : une explication ?
@patrick-b-2
je sais je sais je critique mais c ce qui fait avancer
Je suis bien d'accord. Tant qu'elle est constructive, une critique est toujours bonne à prendre.
Les calibrage des tensions de courroies sont dans la fourchette préconisée dans la doc. Faut-il s'y fier ? J'ai de toute manière fait tous les tests et calibrages indiqués dans la doc, et tout s'est bien passé. Le seul "défaut" notifié a été un skew très légèrement au-dessus du seuil en-dessous duquel la perpendicularité est considérée comme parfaite. La première avait eu tout bon direct.
Quels sont les "tests filament" dont tu parles ? Ta phrase n'est pas très claire. Je ne me souviens pas avoir vu cela dans toutes les fonctions proposées (et pourtant je me suis baladé partout 😉
Comme je le précisais, les photos sont prises en très gros plan et avec un éclairage rasant pour accentuer les défauts. Par ailleurs, compte tenu du volume que j'ai à produire et qu'il s'agit d'éléments d'une maquette qui va être regardé au plus près à au moins 50cm, j'ai slicé avec le profile ".20mm SPEED".
J'ai imprimé une bonne partie des fichiers fournis sur la SD et la coque du Benchy par exemple est nickel sur la première imprimante (celle qui a produit les objets en partie droite des photos). Je n'ai pas eu le temps de tester le Benchy sur la nouvelle.
Selon toi, quels sont les points à regarder de plus près pour améliorer les choses, sur l'une comme sur l'autre ? Je dois de toute manière revoir la nouvelle car l'axe Y est parfois bruyant, alors que sa soeur est on ne peut plus discrète. Je peux facilement les comparer car elles sont installées côte à côte et travaillent en tandem la plupart du temps sur plusieurs exemplaires du même modèle (je les démarre quasiment ensemble).
MK3S, OpenSCAD, Blender, SolveSpace, Linux, electronics, robotics, software
RE: très légère différence de qualité : une explication ?
@epas
Question bruit j'en ai plein par ci par là sur mon extrudeur!! je trouve pas et ça ne modifie en rien la qualité dc on verra un autre jour..
pour les courroies et tout le reste euhhh le livre c'est une base c bien mais pas suffisant et surtout pour la gestion courroie et calibration.
pour courroie : Tension test avec un chiffre de 90Hz ..enfin aux alentours quoi tu le mets dessous le plateau pour la Y et fait bien bouger ton plato av ar et la courroie du dessous celle qui n'est pas accroché par le tendeur.. Idem pour la X et la tu descends ton extrudeur a qqs cm du plateau et bing un petit coup pas trop fort sur la courroie que ton plato soit au centre , faire qqs aller retour pour plusieurs tests et pas de bruit ds la salle cela va de soit
pour calibration : fichier joint calibration..tu as les 3 pla, abs petg au cas ou..et là tu gères ton Z parfaitement ..fais photo et regarde bien qu'il soit lisse et joint au extrémité du carré pas d'accros au touché = sur extrusion, pas d'éventail = sous extrusion..et surtout à la fin = à 0.20 ou presque..
pour le filament : c'est un peu + compliqué il te fait faire une tour de T° et modifier le Gcode..je t'enverrai un profil tu n'auras plus qu'a le modifié suivant ton filament ..et bien sûr ton X d'extrusion pour les maquettes , même si je crois peu important la précision mais bon tjs mieux il te faudra imprimer un carré en mode vase mais sans fond et calcul des 4 côtes et division ..je te passe tout ça ..
Si tu as un de tes fichiers STL de maquette pas tout juste 1 que je fasse un test j'ai du blanc prusa..que j'aime pas mais ça ira..
et happy printing... 🤣 🤣
RE: très légère différence de qualité : une explication ?
Il faudrait essayer en diminuant le débit, on dirait que ca sur-extrude un peu. (celui de gauche)
CR20 Custom - Photon mono X - Ratrig Vcore3
https://www.thingiverse.com/Sulfu/makes
RE: très légère différence de qualité : une explication ?
Bonsoir,
J'ai refait une vérif hier soir des courroies et les valeurs sont toujours dans les clous (je n'ai pas fait le test du diapason pour le moment, car if faudrait que j'installe un accordeur sur mon téléphone, mais je suis assez réticent à ajouter des applis dont on ne sait pas ce qui a été mis dedans :/).
Comme l'axe Y avait tendance à chahuter par moment, j'ai déposé la courroie pour vérifier que le chariot roule bien sur ses rails. Du coup belt test once again.
Toujours est-il qu'il me semble que les impressions faites aujourd'hui sont moins "marquées". J'ai par ailleurs trouvé l'origine du bruit sur "l'axe Y". Il s'agissait en fait du boulon inférieur qui fixe l'alim sur la frame. L'aurais-je mal serré au montage ? Toujours est-il que ça entrait en résonance parfois avec les mouvements en Y.
Le support Prusa m'a fait imprimer le cube de test et je leur en ai envoyé les photos. Je dois dire qu'ils sont super réactifs et ce depuis les tous premiers contacts lors du montage du premier kit car il y manquait la courroie de l'axe X. Je suis en contact avec la même personne depuis, alors du coup ça crée des liens 😉
Concernant la suggestion du débit, j'ai remarqué qu'il est à 95. Je n'y ai jamais touché : je n'avais même pas repéré qu'on pouvait jouer dessus, car ce réglage n'est accessible qu'en mode "tune" pendant l'impression. Je suppose que la valeur est conservée en permanence.Y'a-t-il une méthode pour le régler correctement (du genre un pattern et une procédure spécifiques comme pour le Z et la première couche) ?
MK3S, OpenSCAD, Blender, SolveSpace, Linux, electronics, robotics, software
RE: très légère différence de qualité : une explication ?
Oui. Il est toujours à 95 là et tu peux jouer dessus pour ajuster en live comme le Z offset. Mais il se règle dans le profil du filament. Le coefficient de base est 1. Tu imprimes un cube (40 mm de coté) en mode vase spirale et l’épaisseur de la paroi doit être de 0,45mm. Il faut absolument un appareil de mesure performant (exit le pied à coulisse en plastique). Sinon il faut ajuster. Exemple : mesure réelle 0,43mm. 0,45/0,43 = 1,05 tu passes le coef du fil à 1,05 tu redécoupe le cube et le réimprime. Mesure de nouveau.
En l’occurrence ici on s’attendrait à avoir une mesure supérieur à 0,45 (surextrusion) exemple. 0,46. Ça donne 0,45/0,46=0,98. Tu changes to coef pour 0,98 et tu recommences.
MK3S & Fusion 360
RE: très légère différence de qualité : une explication ?
@epas
Une série de questions vraiment bêtes, dans la mesure où tu as du mal à centrer tes courroies.
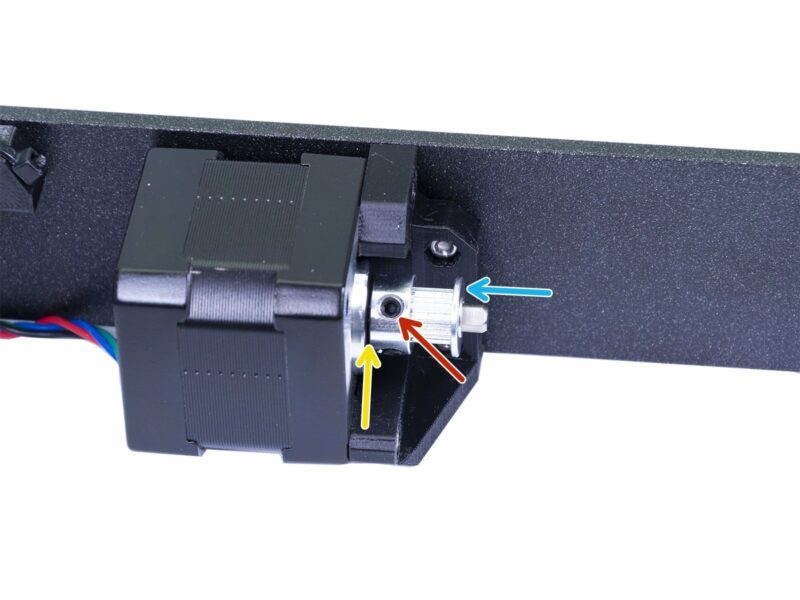
Peux-tu t'assurer que la poulie est montée dans la bonne position?
As-tu respecté le petit espace sans que celui-ci ne soit manquant ou exagéré?
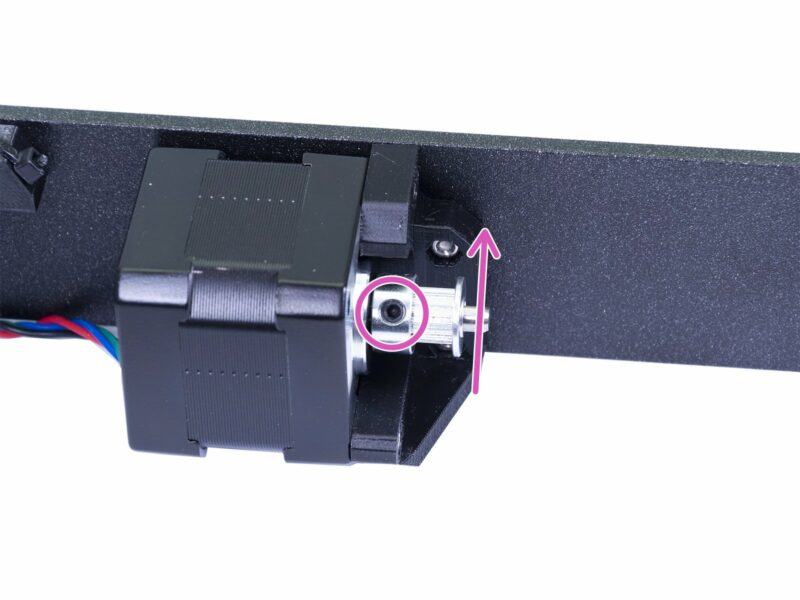
Tu as vissé la 6-pans creuses d'abord sur le méplat, puis ensuite sur le corps lisse?
Désolé d'en revenir aux bases, ne le prends pas mal, surtout, hein? 🙄
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: très légère différence de qualité : une explication ?
+1 Tout a fait olivier, a la place de la bordure pour un effet moins marqué sur la pièce ou pour une partie délicate (pointe) poser un disque de 0.2
est parfait.
Je vous recommande cette méthode :
1-Partir d'une page vierge dans le slicer et sur le plateau bouton droit ajouter une forme cylindre. A droite (manipulation de l'objet) cliquer sur le cadenas pour permettre la modification des valeurs XYZ différenciées, puis saisir (exemple) X=15 Y=15 Z=0.2. Sélectionner le disque bouton droit exporter comme STL.
2- Lorsque vous devez maintenir une pièce ajouter le STL créé en 1- qui se posera alors directement en Z0 (Z zero, a plat sur le lit donc) il suffit de le deplacer contre la partie a maintenir. Car sinon créer le cylindre et le déplacer vers la pièce a maintenir peut etre difficile lorsqu'il faut l'amener au Z0 et qu'une pièce est déjà présente sur le lit. J'ignore pourquoi mais cela à tendance a soulever la pièce pour mettre le disque dessous... (et là vous allez me dire que non vous cela ne vous fait pas ca, mdr ! Apparemment sur la 2.3.0 je n'ai plus le problème pour la glisser en Z0)
MK3S & Fusion 360
RE: très légère différence de qualité : une explication ?
Ce 0.95, c'est pas cette ligne de gcode de début qui le fixe? : "M221 S{if layer_height<0.075}100{else}95{endif}"
Le coefficient d'extrusion, lui, intervient sur le calcul de l'avance de l'extrudeur pour un trajet donné.
J'avais créé 2 gcodes avec un coefficient d'extrusion différent, pour voir, et seules les valeurs de E étaient modifiées.
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: très légère différence de qualité : une explication ?
oui c'est ca, mais ce 0.95 est un paliatif à une overextrusion générale de la MK3 pour les couches <0.075 qui n'a rien a voir avec le calibrage du fil.
Voir : https://help.prusa3d.com/en/article/extrusion-multiplier-calibration_2257
Hi, our developers had decided this is the best approach for the MK3 overextrusion problem (initially caused by Slic3r PE). I'm sure you'll find several issues related to it on our GitHub where we have explained it in more detail, it could also be covered in some older blog posts (post-MK3 release).
MK3S & Fusion 360
RE: très légère différence de qualité : une explication ?
@flo4print
Je vais faire le test du vase. Et pour ce qui est du pied à coulisse, pas de pb : celui que je traîne depuis des lustres est un tout métal au 1/50e 😉
@olivier-saraja
Les poulies sont tout comme il faut, et la méthode de serrage est celle que tu indiques. J'ajoute même que pendant le serrage d'approche de la vis sur le méplat, je fais légèrement tourner la poulie en va et vient pour être certain que la vis de pression soit perpendiculaire au plan du méplat. Il y a quelques années, j'ai fait de la compétition de robotique (4ème en Coupe e=M6 en 2006 par exemple 😉 et ai eu l'occasion de faire pas mal joujou avec les moteurs pas à pas et ce qui va avec (et avec des électroniques faites 100% maison, i.e. sans Arduino et consorts).
J'ai amélioré la situation sur la Prusa #2 à force de bidouiller le réglage des courroies et aussi grâce à Viktor du support Prusa qui m'a suggéré d'utiliser l'option "aligned" pour le seam. Ca a carrément fait disparaître la très légère marque qui apparaissait aux arêtes tous les 8mm environ dans le cas d'un infill gyroïd à 3% et correspondait aux endroits où les "ondes" du pattern sont collées à la face intérieure de la peau de l'objet. Ca devrait être l'option par défaut pour ce pattern.
Pour ce qui est du coefficient d'extrusion, je pense le laisser en paix pour le moment car j'ai encore pas mal d'exemplaires à produire, et "un bon 'tiens' vaut mieux que deux 'tu l'auras'" 🙂 De toute manière la qualité actuelle est largement suffisante pour l'utilisation prévue (observation de la maquette à une distance minimale de l'ordre du mètre au plus proche, avec projection d'animations sur la maquette). Les premiers exemplaires imprimés l'étaient d'ailleurs en 0.15mm sur la totalité, mais le passage en 0.20mm pour les murs a permis de gagner un temps significatif tout en donnant un résultat de qualité lors des projections de test. Je reste quand même en 0.15mm pour les toitures, car les constructions étant d'inspiration méditerranéenne (normal vue la localisation de la future expo) les toits sont plutôt plats et le 0.20mm produisait un état de surface beaucoup plus strié. D'un autre coté, ça pouvait passer pour les rangs de tuiles 😉
Merci à vous pour vos tuyaux dans tous les cas. Ca permet d'apprendre beaucoup plus vite (je n'ai pas encore 2 mois d'ancienneté dans l'activité "impression 3D" 🙂 Et promis, je jouerai avec l'extrusion dès que possible, ne serait-ce que par curiosité intellectuelle.
MK3S, OpenSCAD, Blender, SolveSpace, Linux, electronics, robotics, software