Premières impression
Bonjour,
Nouveau venu après l’acquisition d’une mk3s : montage terminé sans problèmes le week end dernier et bien sûr premiers tests dans la foulée avec les fichiers de la carte SD fournie.
Les tests au premier démarrage sont tous OK et mes axes X et Y sont détectés bien perpendiculaires
Quelques tâtonnements au calibrage de l’axe Z comme tout débutant je pense.
J’ai voulu tenter l’impression du vase. La qualité (en utilisant le PLA gris fourni) est nickel ... sauf à l’intérieur du vase où on voit nettement des petits manques de matière, grosse modo toujours au même endroit sur la circonférence ( je pense là où l’extrudeur s’arrête de tracer un cercle pour démarrer les petites ailettes)
Quelqu’un d’expérimenté peut m’aider à déterminer l’origine de ces manques de matière ? (sur quoi puis-je agir pour améliorer, si c’est possible bien sûr)
Merci !
Prusa MK3S, Fusion 360
RE: Premières impression
Bonjour et bienvenue.
Au vu de la photo ton imprimante est bien réglée.
C'est un phénomène du a la rétraction du filament dans l'extrudeur.
Chaque bobine ne réagit pas pareil avec le même G-code.
Avec la mienne, je l'ai eu mais beaucoup moins flagrant.
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: Premières impression
Bonjour
Je viens de terminer la calibration de mon imprimante PRUSA i3 MK3 achetée il y a plus d'un an, mais d'autres occupations ont retardé son utilisation
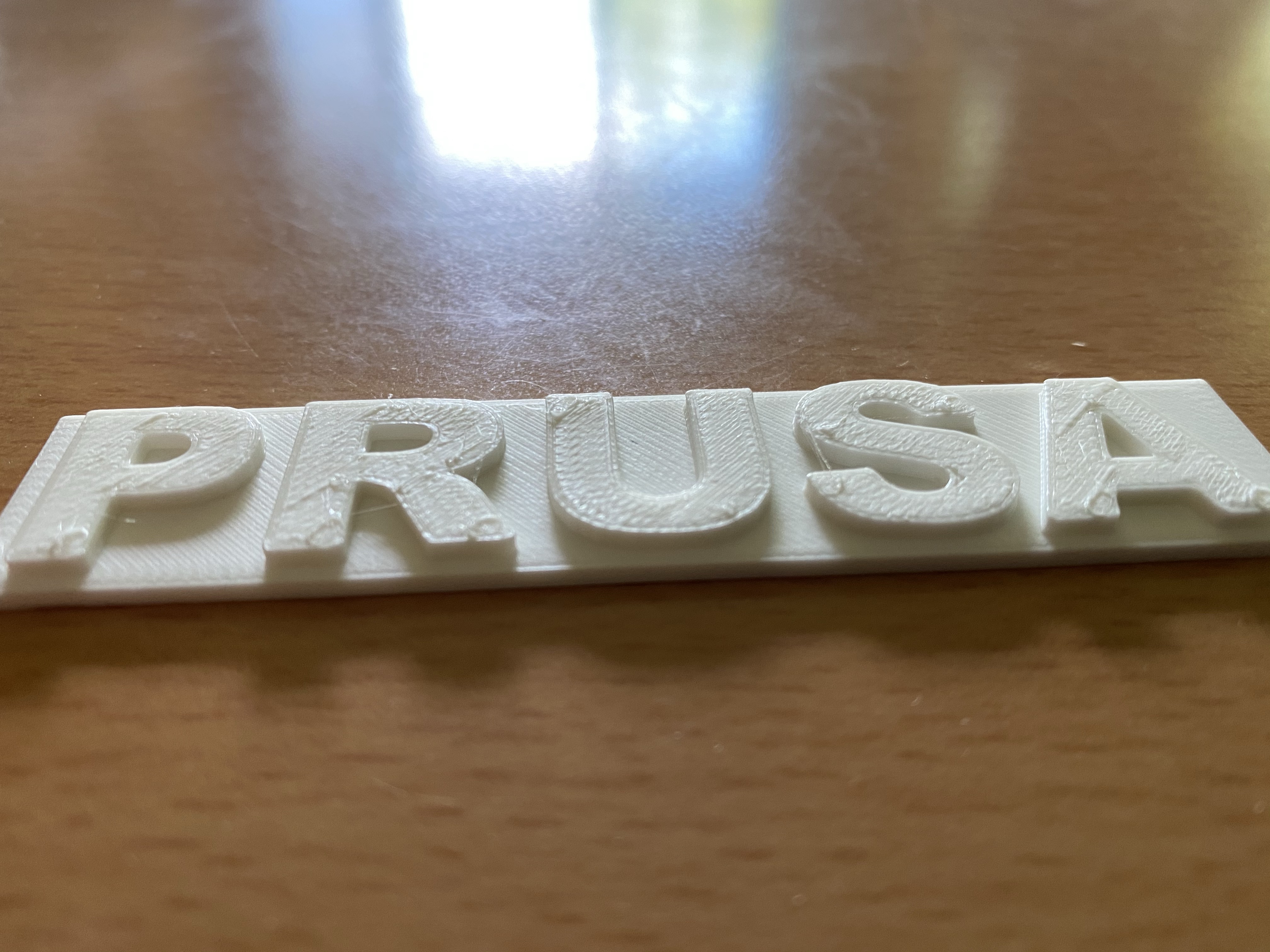
J'ai imprimé le logo PRUSA (je joins les photos)
La première couche a l'air ok (le dessous de la pièce)
Par contre la couche finale (le dessus) a l'air de poser problème
Est-ce que doit modifier la hauteur Z ?
Merci pour votre aide
Louis Joly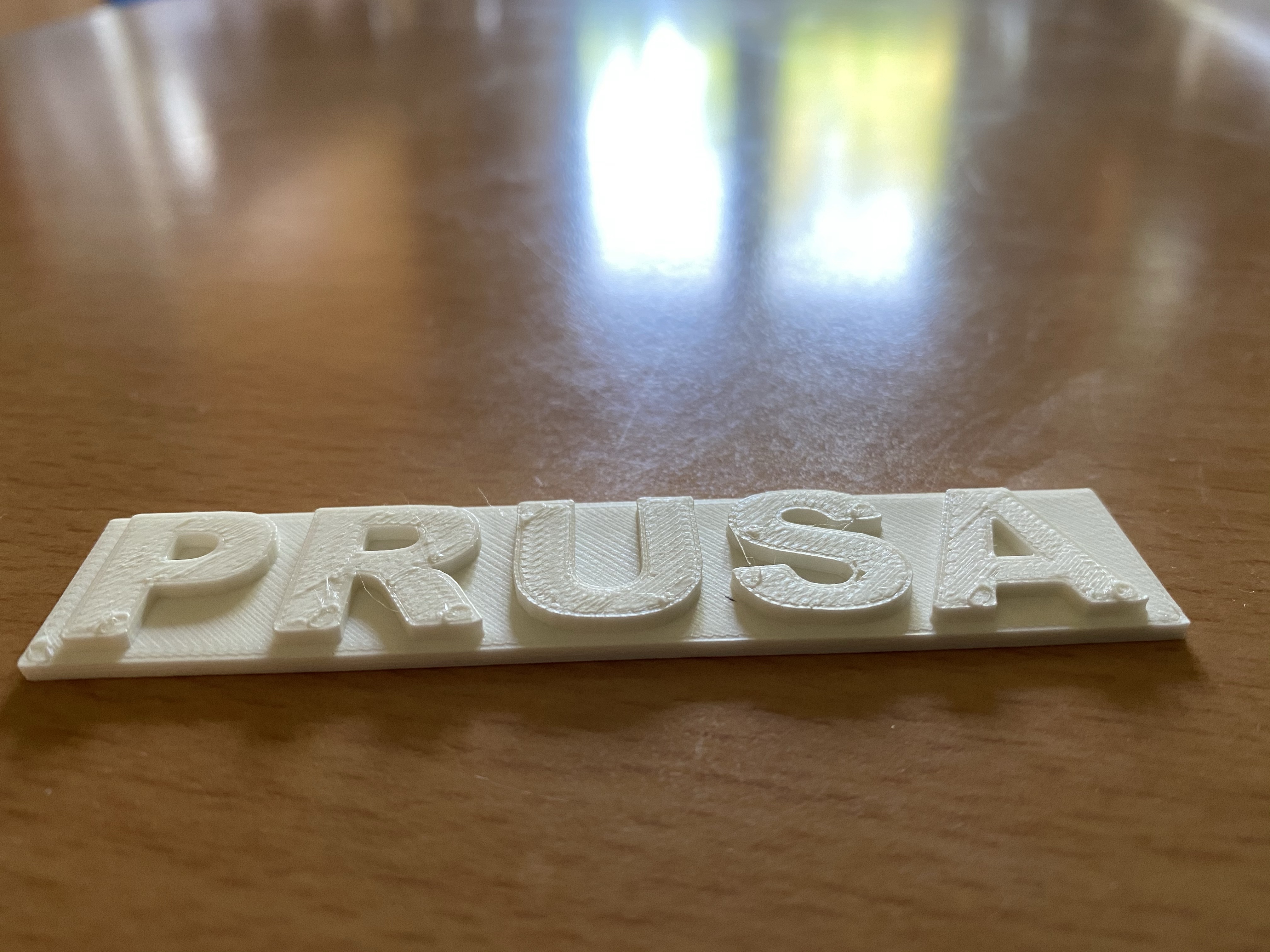

RE: Premières impression
le Z offset n'agit que sur la première couche.
le dessous de ta pièce est bien et propre. Légèrement plus bas (à mon avis perso) mais d'un poil de filament!
Pour le dessus, c'est plus un phénomène de Flowrate (J'ai eu la même lors de ma première impression). Effectue une calibration d'extrusion.
https://help.prusa3d.com/en/article/extrusion-multiplier-calibration_2257 est un bon départ pour calculer le multiplicateur d'extrusion.
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: Premières impression
Merci, je regarde cela
Louis
RE: Premières impression
Hello
D'après la lecture de l'article ce serait un problème d'overextrusion
Mais il est dit qu'avec l'utilisation de filament Prusament (ce qui est mon cas) la calibration n'est pas nécessaire, et que le problème est autre
Ok, mais lequel ?
Louis
RE: Premières impression
Salut
Tu aurais du ouvrir un nouveau post.
Comme dit jollyjn tu peux baisser d’un poil ton Z. Pour le dessus cela semble être de l’overextrusion.
Tous les fils se calibrent, chaque bobine peu être testée.
Fait le cube en mode vase spirale et mesure l’épaisseur de la parole qui doit être exactement de 0,45mm SI tu as un bon pied à coulisse. Sinon essaye en baissant de 2p100 (0,98).
MK3S & Fusion 360
RE: Premières impression
Merci pour ces infos, je vais tester
Louis
RE: Premières impression
Hello
J'ai pas ouvert de nouveau post puisque c'est le même sujet, mais s'il le faut je le ferais
Pour Z j'ai une valeur de -0,650
De combien je dois l'abaisser à votre avis ?
Louis
RE: Premières impression
Je vais pas te donner une valeur exacte car c'est plus en voyant la première couche se construire que l'on sent que c'est bon. C'est assez au feeling. Descends de 0.005 / 0.005. il ne faut surtout pas avoir l'impression visuelle que ta couche est raclée (car trop bas). Par contre tu peux prendre un peu comme référence visuelle le remplissage de la 2ème voire 3ème couche.
là l'imprimante monte de 0.2mm et donc la couche est censée être de bonne conception (pour une couche de slicer de 0.20).
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: Premières impression
Merci pour ces infos, je vais tester par pas de 0,05 valeur de la résolution de l'imprimante
Louis
RE: Premières impression
Hello
Test avec Z à -0,62
Par rapport avec Z à -0,65
La première couche est moins lisse
Le dessus est identique
Est-ce qu'il faudrait que je passe avec Z à -0,63 pour avoir le dessous plus lisse ?
Est-ce qu'il faut que je change la valeur de "Flow rate" dans le firmware pour avoir supprimer le problème de la dernière couche qui me paraît être de l'overextrusion (par exemple 98) ?
Merci pour votre aide
Louis Joly

RE: Premières impression
T'es parti dans le mauvais sens. Il faut rapprocher la buse (-0.66 par exemple) et profite pour faire la modification du coefficient d'extrusion dans le même temps.
Par contre tu pars avec le fichier sur la carte? si oui, tu ne peux le modifier car c'est déjà les instructions imprimante.
Le coefficient se modifie dans le slicer depuis un fichier STL (Image en 3 dimensions), et sert à l’écriture du G-code (fichier que tu transfère sur la carte pour l'imprimer).
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: Premières impression
Confusion de ma part pour le Z
Sinon pour le coefficient d'extrusion on peut modifier le flow rate dans le firmware de l'imprimante
Encore merci pour ton aide
Louis
RE: Premières impression
Alors, ca donne quoi ? tu en es où ?
RE: Premières impression
Je ne vais pas te dire des idioties, mais je ne crois pas que l'on puisse modifier le flow rate dans le firmware. C'est basé sur une unité metrique au même titre que les coordonnées de placement de ton imprimante.
Le coefficient d'extrusion fixé dans le slicer modifie le Gcode de type E (extrusion en mm). cela correspond à la longueur de filament à faire entrer dans la chambre de chauffe.
pour un même tracé seul la coordonnée E sera modifiée.
exemple pour le même tracé de l'imprimante, pour 1 ligne d'instructions (je te fais grâce de la totalité du fichier)
pour un coeff de 1 : G1 X112.081 Y100.134 E0.03031
Pour un coeff de 0.98 : G1 X112.081 Y100.134 E0.02970
0.03031 * 0.98 = 0.02970
CQFD.
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: Premières impression
Salut,
À travers une interface avec une ligne de commande genre Pronterface, on doit pouvoir passer un M92 E quelquechose qui serait une nouvelle valeur de step par mm pour le moteur de l'extrudeur et qui modifierait le flow. Suivi d'un M500 pour sauvegarder la nouvelle valeur dans l'EEPROM et le réglage devrait rester après redémarrage.
Testé par mes soins sur un chinoise mais jamais sur une Prusa ... à voir
Mais je pense que c'est plus souple dans le slicer parce qu'on peut adapter ce flow à chaque type de filament.
MK3s Stock, PS2.3, Fusion360, Debian, Windows 10.
RE: Premières impression
Je suis d'accord, c'est possible et j'avais vu un post sur le forum anglais, mais perso, je préfère calibrer chaque filament et qu'ils aient chacun leur profil. Avec cela je sors de très belle impression et pas de soucis de filaments (en 1 mois j'ai passé plus d'1Km de filament divers : PLA ABS ASA PETG)
C'est même bien car tu peux ajuster le température en plus et la rétraction.
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: Premières impression
chuis bien d'accord avec toi (j'ai édité mon message précédent), mais c'est faisable dans le firmware si la question se posait.
MK3s Stock, PS2.3, Fusion360, Debian, Windows 10.
RE: Premières impression
La procédure "standard" de calibration d'une imprimante c'est :
- Faire extruder 100mm de fil (mesuré avant la buse) et ajuster à coup de M92 Exx jusqu'à avoir exactement 100mm passé pour 100 mm demandés
- Faire un cube en mode vase et ajuster le flow dans le slicer pour avoir 0.45 mm de périmètre (si 0.45 mm demandés dans le slicer bien sûr)
Dans mon cas j'ai pas de modifs à faire, sur la mienne PETG ou PLA, je suis à 0.44mm ou 0.45 mm d'origine. Le réglage d'usine me semble bon et je suis pas psychopathe au point de vouloir ajuster un centième de millimètre avec du plastique fondu. 😀
MK3s Stock, PS2.3, Fusion360, Debian, Windows 10.