PLA Orange difficile à imprimer
Bonjour la communauté !
J'ai besoin d'aide pour réussir à imprimer avec un PLA orange de la boutique PRUSA.
Voici mes symptômes. En gros, les premières couches d'impression se passent plutôt bien, jusqu'à arriver sur des parties de pièces plus détaillés (pas de vis, motif de infill 15%). A ce moment là, le filament se bloque dans la buse et l'extrudeur commence à cliquer. Par moment, l'extrusion repart, mais la pièce est ratée du fait du manque de filament sur quelques couches. Je dois être à environ 85-90% de taux d'échecs avec ce filament.
En prenant la même pièce, même réglages et en utilisant les PLA Galaxy Siver ou Gentleman's Grey de Prusa, l'impression se déroule sans aucun problème. J'ai également imprimé du PETG sans soucis entre temps. J'ai effectué 4 "cold pull" sans jamais ressortir de particules brulées, le filament sorti est toujours propre.
A noter qu'en tentant d'imprimer 6-7 pièces orange d'un coup, je me suis retrouvé avec un amoncellement de pièces et de filament sur le plateau et autour de la buse, en revenant après 20 minutes d'impression sans surveillance. En revanche, je ne parviens pas à me souvenir du taux d'échecs de ce filament avant cet échec.
J'ai tenté d'augmenter la température de la buse jusqu'à 225 degrés en espérant prévenir un éventuel blocage du fait d'un filament qui se mettrait à refroidir dans la buse, sans succès.
Je commence un peu à désespérer de pouvoir utiliser correctement ce filament. Je vois dans la boutique que le filament vient avec une page de description de ses caractéristiques physiques, il y a peut-être des modifications à effectuer par rapport au profil d'impression par défaut du PLA dans PrusaSlicer.
Étant encore débutant dans le domaine, je suis donc preneur de toutes suggestions concernant l'impression de PLA récalcitrant.
MK3S
RE: PLA Orange difficile à imprimer
Salut,
Si je comprends bien, tu imprimes le PETG orange avec un profil de PLA. Ne cherche pas plus loin ton soucis vient de là. Si tu as déjà pu imprimer du PETG avec ce profil là dis toi que tu as eu de la chance. PrusaSlicer te propose un profil spécifique à ce filament "PETG Prusament" qui sera bien mieux adapté.
MK3s Stock, PS2.3, Fusion360, Debian, Windows 10.
RE: PLA Orange difficile à imprimer
Oops, désolé, j'ai lu trop vite, ton lien pointe vers du PLA, alors je ne sais pas
J'ai vu "orange" pour moi chez Prusa, orange c'est du PETG 😀
MK3s Stock, PS2.3, Fusion360, Debian, Windows 10.
RE: PLA Orange difficile à imprimer
Salut,
vérifie tout de même que la bobine ne soit pas du PETG (erreur de livraison) 😉
Tu peux nous faire une photos de ta buse avec le bloc de chauffe ? Tu peux vérifier le serrage de la fenetre de l'idler ? Tu vois si les dents de l'idel on grignoté le filalement lorsque cela a patiné apres avoir retiré le fil ?
MK3S & Fusion 360
RE: PLA Orange difficile à imprimer
Je pense aussi que c'est peut-être l'iddle qui est trop serré et ronge le filament... Il faudrait retirer le filament (photographier son état), ouvrir la fenêtre (photographier la "chambre" pour constater sa propreté et celle des pignons), souffler/nettoyer le tout, éventuellement graisser les dents (attention à ne pas mettre huile graisse sur le passage du filament ni à l'entrée du tube PTFE) et refermer l'iddler (le bout de la vis doit normalement sortir de son écrou d'environ un ou deux filets, pas plus). On est bien sur une Mk3s, hein?
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: PLA Orange difficile à imprimer
Voici 2 photos du bloc de chauffe.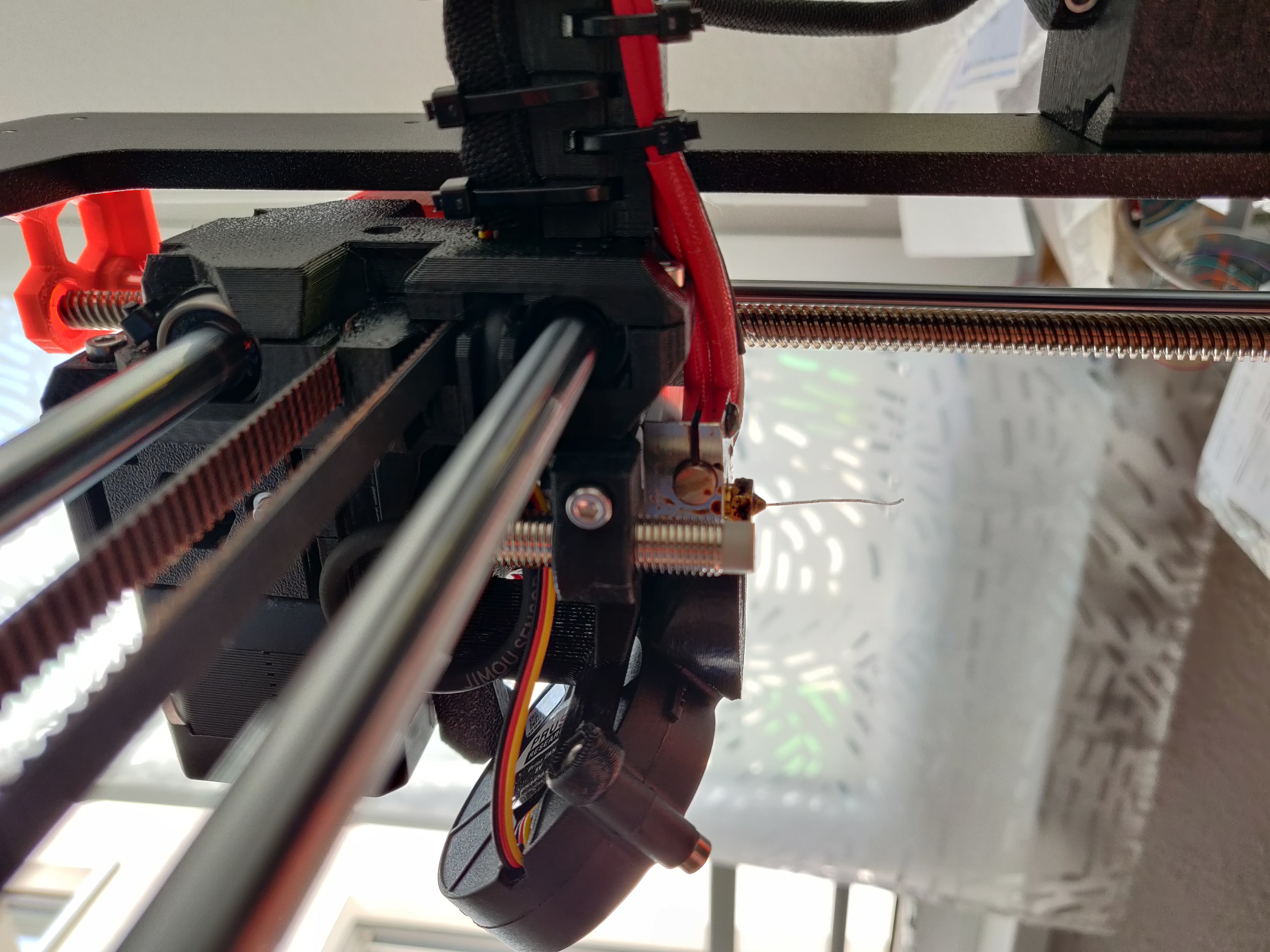

Le filament est légèrement strié en surface et un peu plus juste avant la fin des marques.
Côté serrage de la fenêtre de l'idler, c'est effectivement peut-être un peu serré, la tête de la vis étant un peu plus enfoncé que sur l'image.
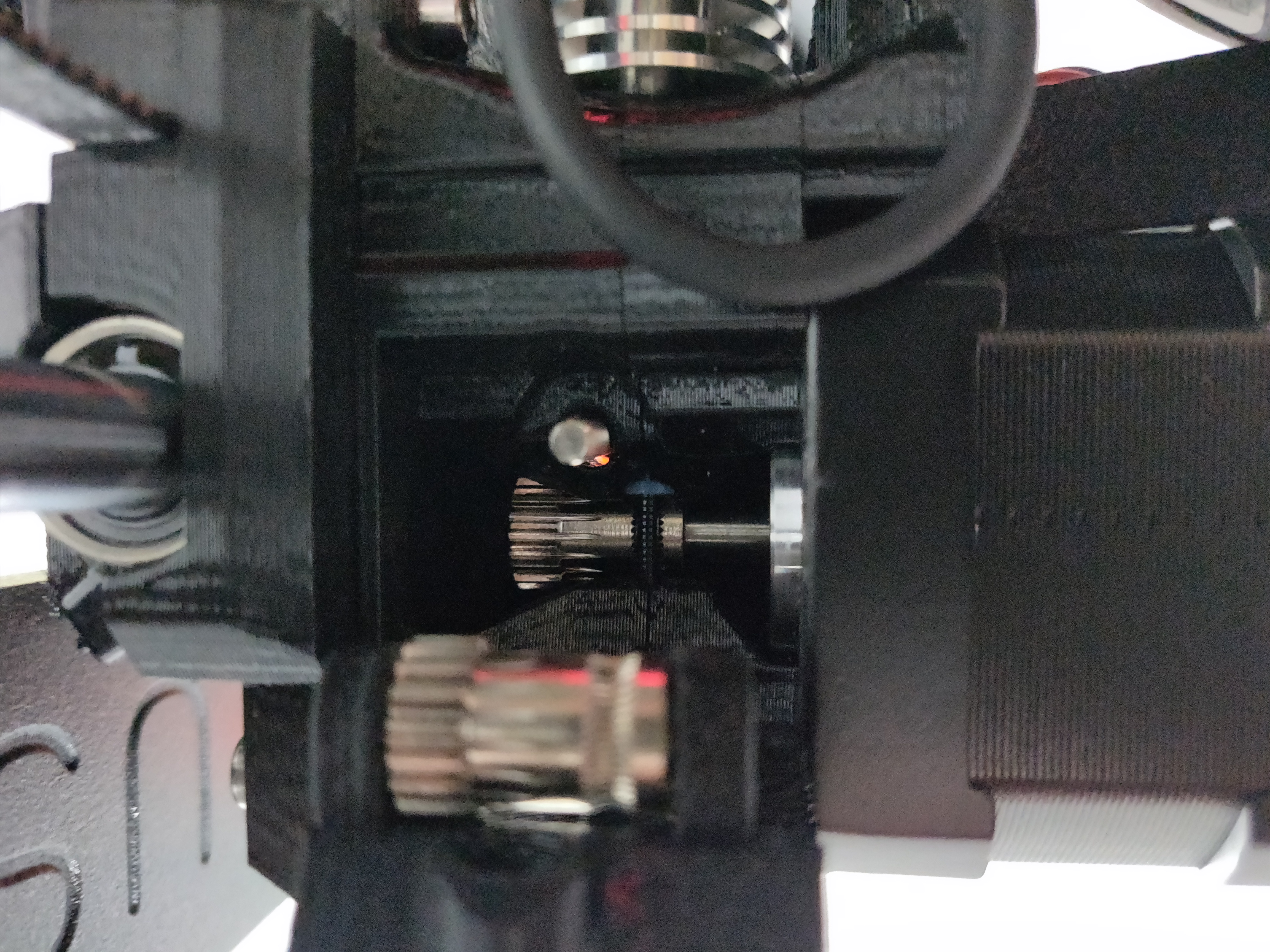
Je n'ai pas constaté de poussière dans l'idler en l'ouvrant hier soir.
J'y jette un œil demain ou ce soir dès que l'impression en cours est terminée.
C'est bien une Mk3s.
MK3S
RE: PLA Orange difficile à imprimer
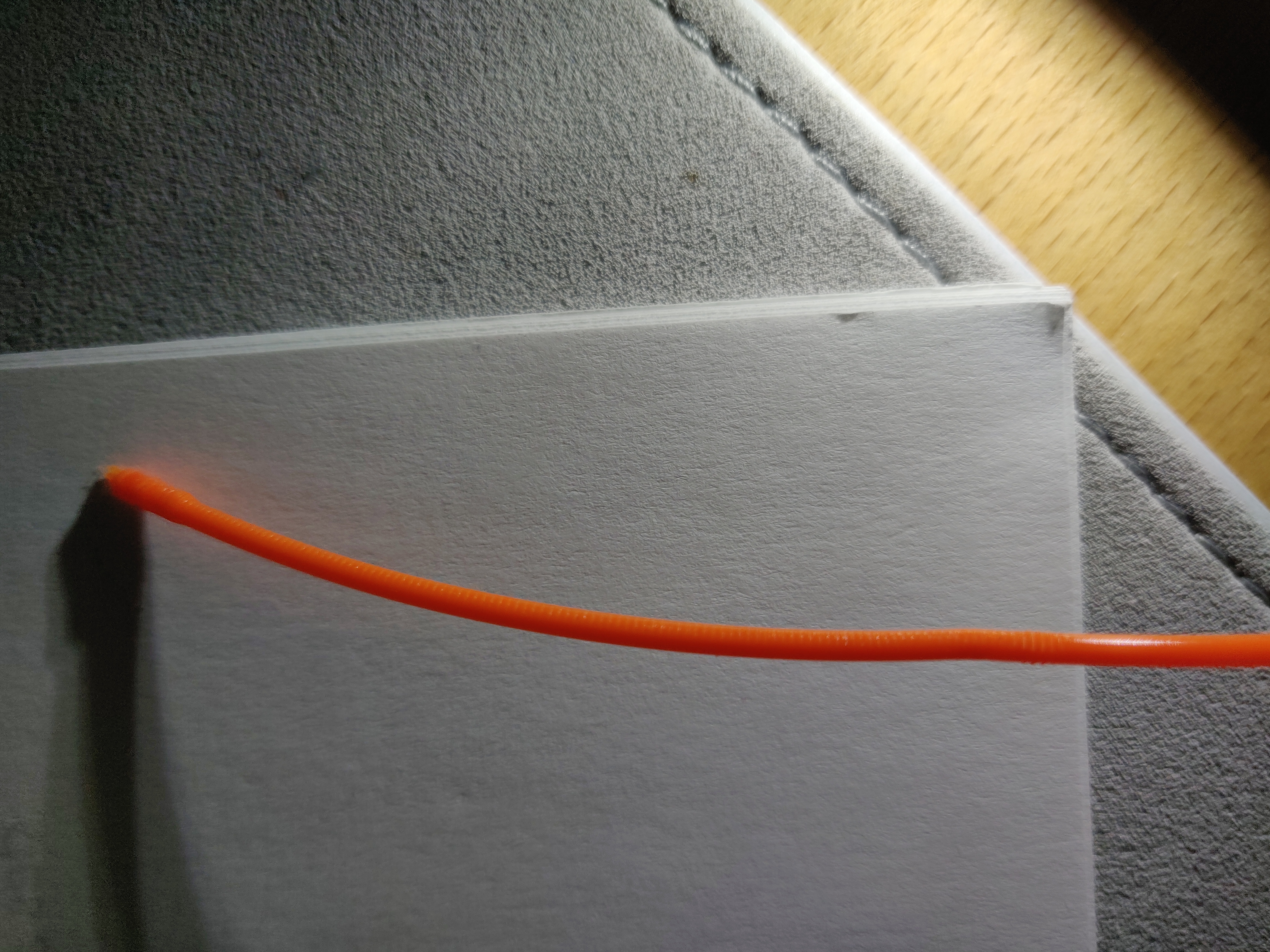
Et un aperçu du filament. La partie coudée est dû au trou de blocage du filament sur la bobine pour le rangement.
MK3S
RE: PLA Orange difficile à imprimer
Et l'intérieur de la chambre.
MK3S
RE: PLA Orange difficile à imprimer
Une sur-épaisseur au bout du filament ...
RE: PLA Orange difficile à imprimer
La sur-épaisseur peut être normale, le filament fait 1,75 et l’intérieur du tube de la hot-end ainsi que l’intérieur d'une E3D v6 font 2mm (cf ici), du coup près de la buse ça peut être un poil plus large.
MK3s Stock, PS2.3, Fusion360, Debian, Windows 10.
RE: PLA Orange difficile à imprimer
Ok C’est plutôt pas mal, mais pour moi la buse ressort un peu trop, signe que le heatbreak est un peu trop enfoncé (j’exclus le cas de la buse pas assez serrée car le plastique coulerai) ce qui fait qu’il pompe trop de chaleur et la buse est un peu plus froide. Pour autant le décalage est faible et cela ne devrait pas conduire à un blocage du filament surtout que cela le fait toujours à 225.
Je recommande tout de même l’ouverture de la tête pour desserrer un peu le hearbreak.
Si tu ralentit la vitesse de 50% sur le LCD de l’imprimante tu as toujours le phénomène ?
MK3S & Fusion 360
RE: PLA Orange difficile à imprimer
Tu peux aussi essayer de réduire la vitesse du ventilateur et mettre une chaussette silicone, tout ça pour augmenter la température de la buse et éviter son refroidissement
et fait une calibration PID aussi c’est le calibrage de la montée de température de la buse.
MK3S & Fusion 360
RE: PLA Orange difficile à imprimer
Merci pour ces conseils !
J'en ai profité pour faire des vérifications supplémentaires et procéder à quelques ajustements. J'ai donc resserré les fixations des roulements du Y carriage en douceur et sans forcer (il m'a semblé entendre le plateau vibrer pendant l'impression de ce soir et j'avais l'impression de déceler un peu de jeu), calibration XYZ dans la foulée et ajustement de Z pour la première couche. J'ai ensuite procédé à la calibration PID recommandée pour une température de 210 degrés.
Ensuite, impression du logo rectangulaire Prusa avec le filament PLA orange. L'impression s'est terminée sans blocage.
J'essayerai demain matin d'imprimer l'une des pièces comportant un pas de vis et qui déclenchait systématiquement un blocage.
P.S. : J'ai également dé-serré légèrement la vis de serrage de la fenêtre de l'idler.
MK3S
RE: PLA Orange difficile à imprimer
Salut,
Est ce que l'ensemble hotend est d'origine ? As tu changé la buse ou resserré la hotend?
RE: PLA Orange difficile à imprimer
Si tu as resserré les écrous des roulements Y refait un test de courroie voir si la valeur baisse signifiant que le plateau est plus dur à actionner. Il ne faut pas trop les serrer même s’il y a un peu de jeu (tout étant dans le un peu)
MK3S & Fusion 360
RE: PLA Orange difficile à imprimer
Salut @nabil-m
Tout est d'origine. Je n'ai pas changé la buse ni resserré la hotend.
@flo-r
La valeur sur Y a baissé de 2 unités à 272; ce qui reste dans l'intervalle sans être trop proche de la borne inférieure.
MK3S
RE: PLA Orange difficile à imprimer
J'ai imprimé ce matin une vis de 2,5cm sans problème.
Sur la pièce suivante, j'ai entendu l'extrudeur qui commençait à peiner, j'ai diminué la vitesse d'impression à 50% pour finir et je n'ai pas eu de blocage. On voit quand même sur la pièce le moment où la sous-extrusion s'est produite.
Le filament est sorti comme ça au "déchargement".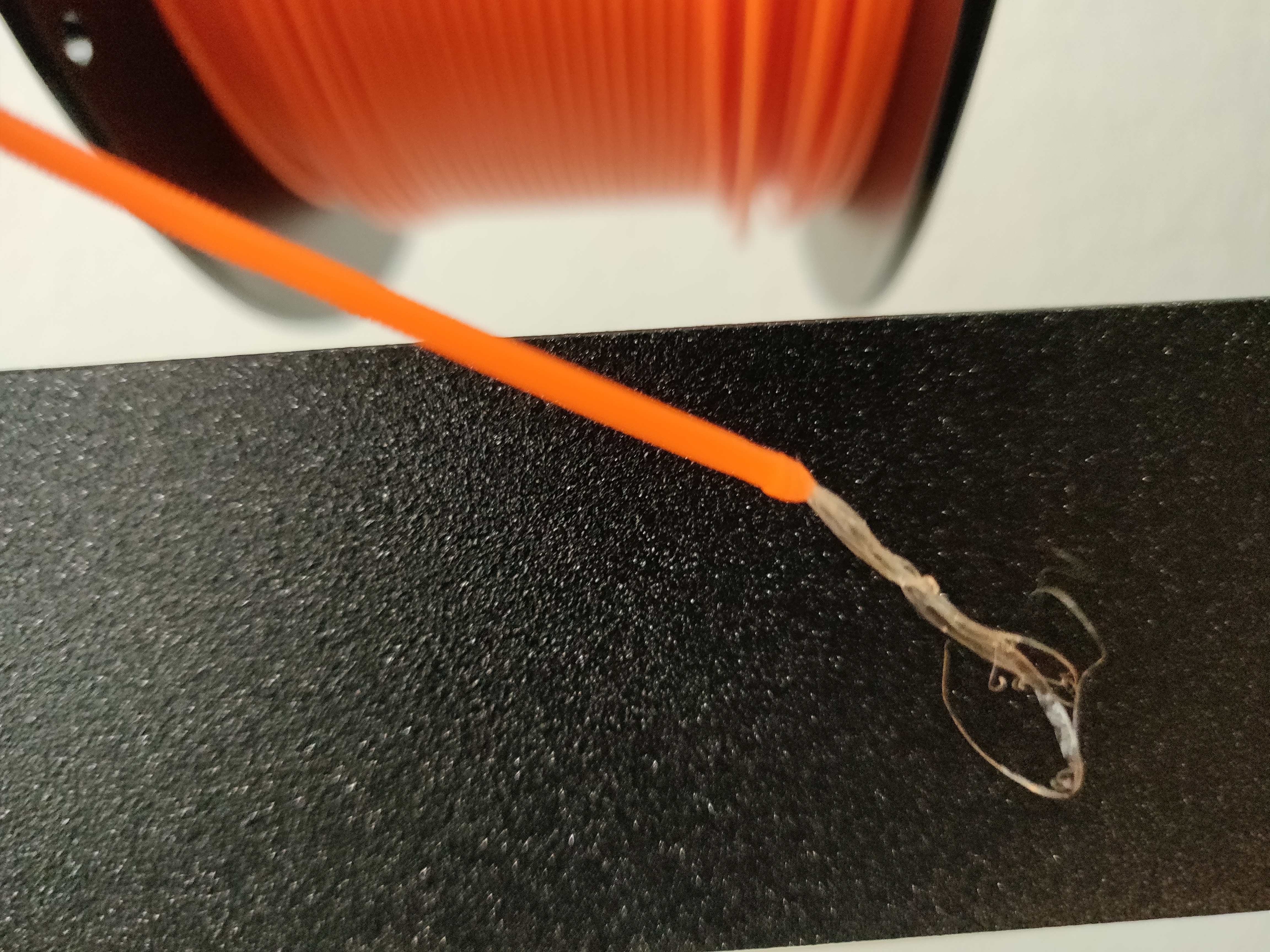
Filament que je trouve plutôt mou à la découpe, comparé aux autres qui produisent un clac en coupant, celui-ci à plutôt tendance à s'écraser.
MK3S
RE: PLA Orange difficile à imprimer
Du PLA mou c'est curieux, en tous cas le probleme vient bien d'une lenteur de montée en temperature du fil, et probablement un probleme lié au fil. Si tu as encore la boite la date de fabrication est notée dessus, il a du se dégrader avec le temps, peu être l'humidité, tu peux essayer de le sécher a 40 - 45 degres dans ton four pendant quelques heures (mini 2h, ideal dans les 4h).
Tu peux pour le moment utiliser la vitesse 50% pour imprimer avec.
MK3S & Fusion 360
RE: PLA Orange difficile à imprimer
C'est un PLA du 15 janvier de cette année. Par mou, j'entends dur/solide, mais une résistance moindre, ou un écrasement plus prononcé sous contrainte (en comparaison des autres filaments).
Je retiens la technique du séchage au four. Ça se tente à 50 degrés? Mon four ne me propose pas plus bas.
Je vais continuer de faire des tests dans les prochains jours, notamment à 50% de vitesse pour voir ce que ça donne.
MK3S
RE: PLA Orange difficile à imprimer
Je dirais que oui, la température idéale étant d'après cette référence de 45°C:

Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS