Impression en PETG
Bonsoir,
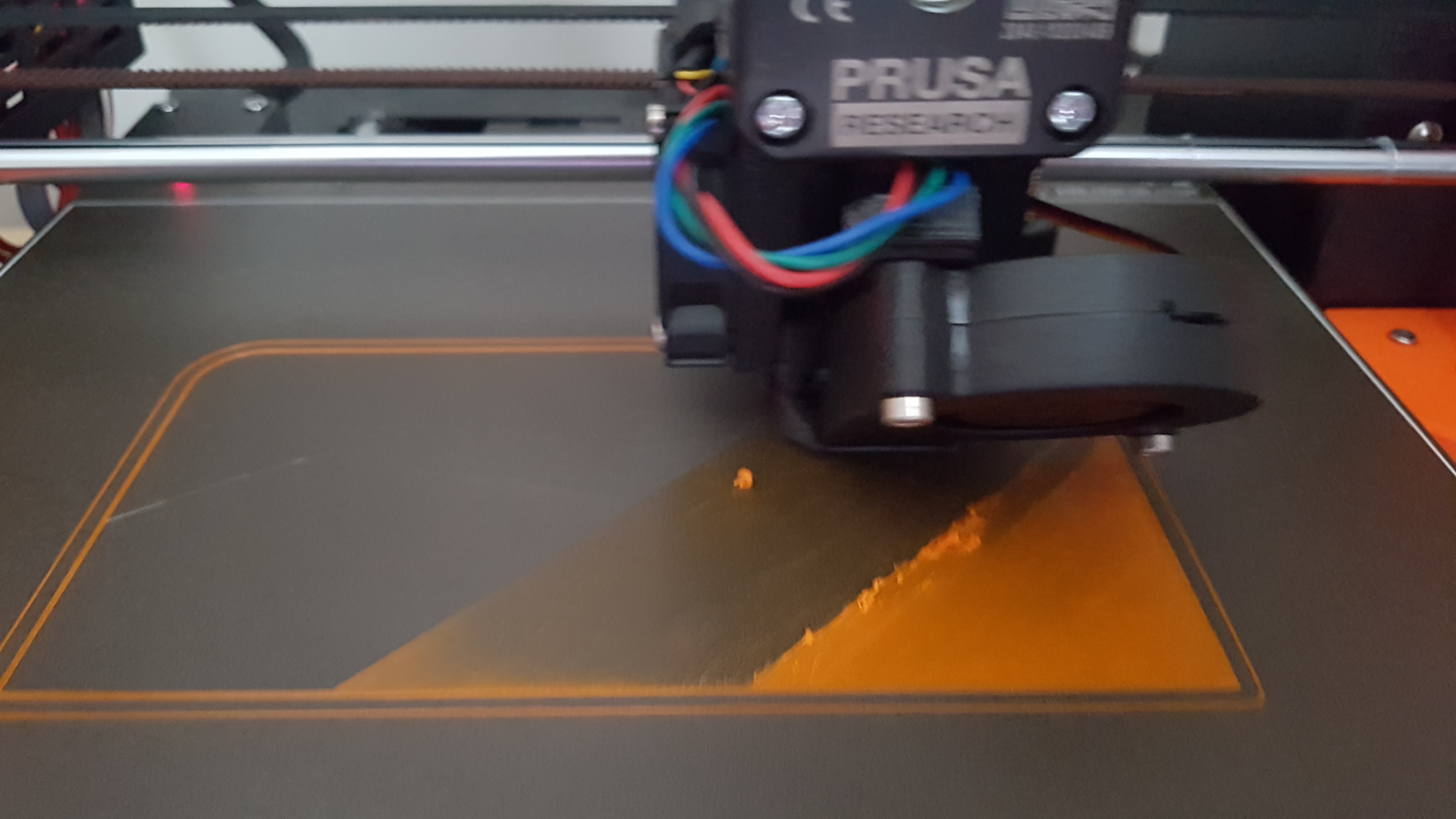
Je n'arrive à imprimer en PETG, plateau texturé, qu'une fois sur deux (avec un peu de warping).
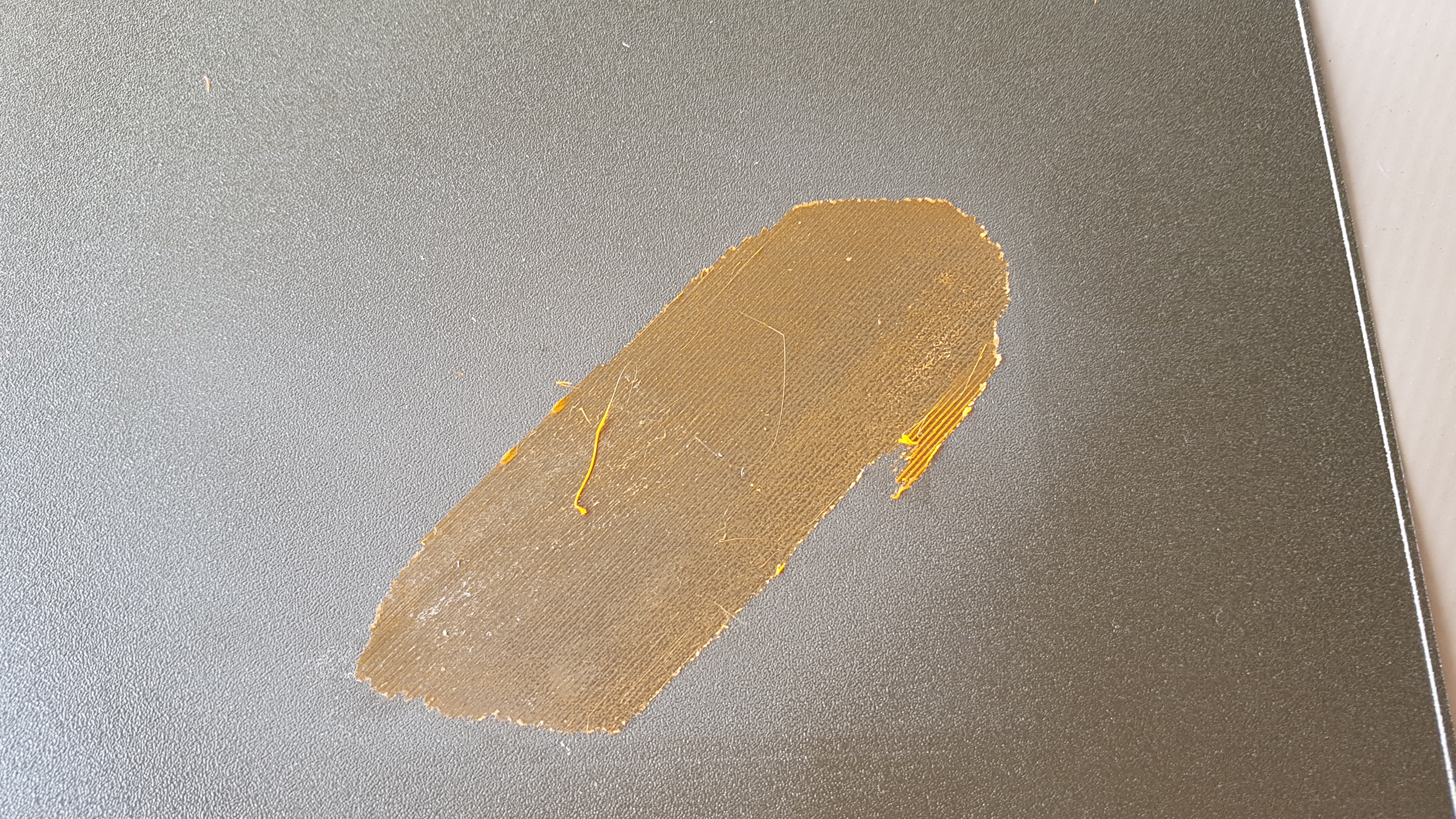
La deuxième impression se solde par une sorte de bouchage de buse, après un début d'impression correct. Au niveau du bouchage, le filament déposé est si fin que cela forme une sorte de pellicule qui ne se décolle pas. J'ai gratté à l'éponge verte, liquide vaisselle et eau chaude, mais il reste ceci:

Des conseils pour nettoyer la plaque? Des conseils pour que cela ne se reproduise plus?
Best Answer by Flo4Print:
J'ai imprimé pas mal de PETG sur la lisse, ca accroche fort et j'utilisais un couteau bien affuté avec grande précaution pour l'insérer dessous pendant que je plie la plaque, et décoller tout doucement. Bien manipulé le résultat est parfait. J'ai aussi coupé un bout du revêtement sur la périphérie en faisant comme ça, heureusement hors zone d'impression. J'ai donc commandé une texturé pour épargner la lisse. Je n'ai jamais eu besoin de faire cela sur la texturée alors je sais pas si tu peux le tenter. En tous cas il faut un couteau bien affuté, tranchant rasoir ou presque, sinon une lame de rasoir peu être.
Maintenant j'ai une plaque texturé je ne crois pas avoir eu a y décoller qu'une seule couche ou deux, sauf lorsque j'ai fait le z-offset. Cela ne m'a pas marqué. Les pièces se décollent d'elle-même en refroidissant, c'est magique.
Tous mes PETG s'imprime aussi facilement que les PLA, juste une trentaine de degres en plus (230) sauf une marque pour laquelle j'ai du monter a 250 pour cause de bouchage (smartfil bleu cobalt tres beau là ou là ainsi que le blanc).
Ton Z-offset ne serrait pas trop bas là ? Quelles marques tes PETG quel profil slicer quel température tu utilises ?
Si tu ne t'en sors pas pour décoller, je te propose un truc a tenter en dernier recours, dessine une forme identique de 5mm de haut, place là au même endroit dans le slicer, remonte ton z-offset, imprime par dessus. Je pense que la nouvelle impression emmènera la 1ere couche en se décollant.
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Impression en PETG
Hello,
Eau chaude, des ongles et beaucoup de patience. Avec le PETG, j'attends d'avoir 3 ou 4 couches supplémentaires avant d'arrêter l'impression.
Bon courage.
RE: Impression en PETG
J'ai imprimé pas mal de PETG sur la lisse, ca accroche fort et j'utilisais un couteau bien affuté avec grande précaution pour l'insérer dessous pendant que je plie la plaque, et décoller tout doucement. Bien manipulé le résultat est parfait. J'ai aussi coupé un bout du revêtement sur la périphérie en faisant comme ça, heureusement hors zone d'impression. J'ai donc commandé une texturé pour épargner la lisse. Je n'ai jamais eu besoin de faire cela sur la texturée alors je sais pas si tu peux le tenter. En tous cas il faut un couteau bien affuté, tranchant rasoir ou presque, sinon une lame de rasoir peu être.
Maintenant j'ai une plaque texturé je ne crois pas avoir eu a y décoller qu'une seule couche ou deux, sauf lorsque j'ai fait le z-offset. Cela ne m'a pas marqué. Les pièces se décollent d'elle-même en refroidissant, c'est magique.
Tous mes PETG s'imprime aussi facilement que les PLA, juste une trentaine de degres en plus (230) sauf une marque pour laquelle j'ai du monter a 250 pour cause de bouchage (smartfil bleu cobalt tres beau là ou là ainsi que le blanc).
Ton Z-offset ne serrait pas trop bas là ? Quelles marques tes PETG quel profil slicer quel température tu utilises ?
Si tu ne t'en sors pas pour décoller, je te propose un truc a tenter en dernier recours, dessine une forme identique de 5mm de haut, place là au même endroit dans le slicer, remonte ton z-offset, imprime par dessus. Je pense que la nouvelle impression emmènera la 1ere couche en se décollant.
MK3S & Fusion 360
RE: Impression en PETG
Si tu ne t'en sors pas pour décoller, je te propose un truc a tenter en dernier recours, dessine une forme identique de 5mm de haut, place là au même endroit dans le slicer, remonte ton z-offset, imprime par dessus. Je pense que la nouvelle impression emmènera la 1ere couche en se décollant.
Ça n'a malheureusement pas fonctionné 😔
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Impression en PETG
C’est la première couche sur la photo ? Il s’est passé quoi là ?
MK3S & Fusion 360
RE: Impression en PETG
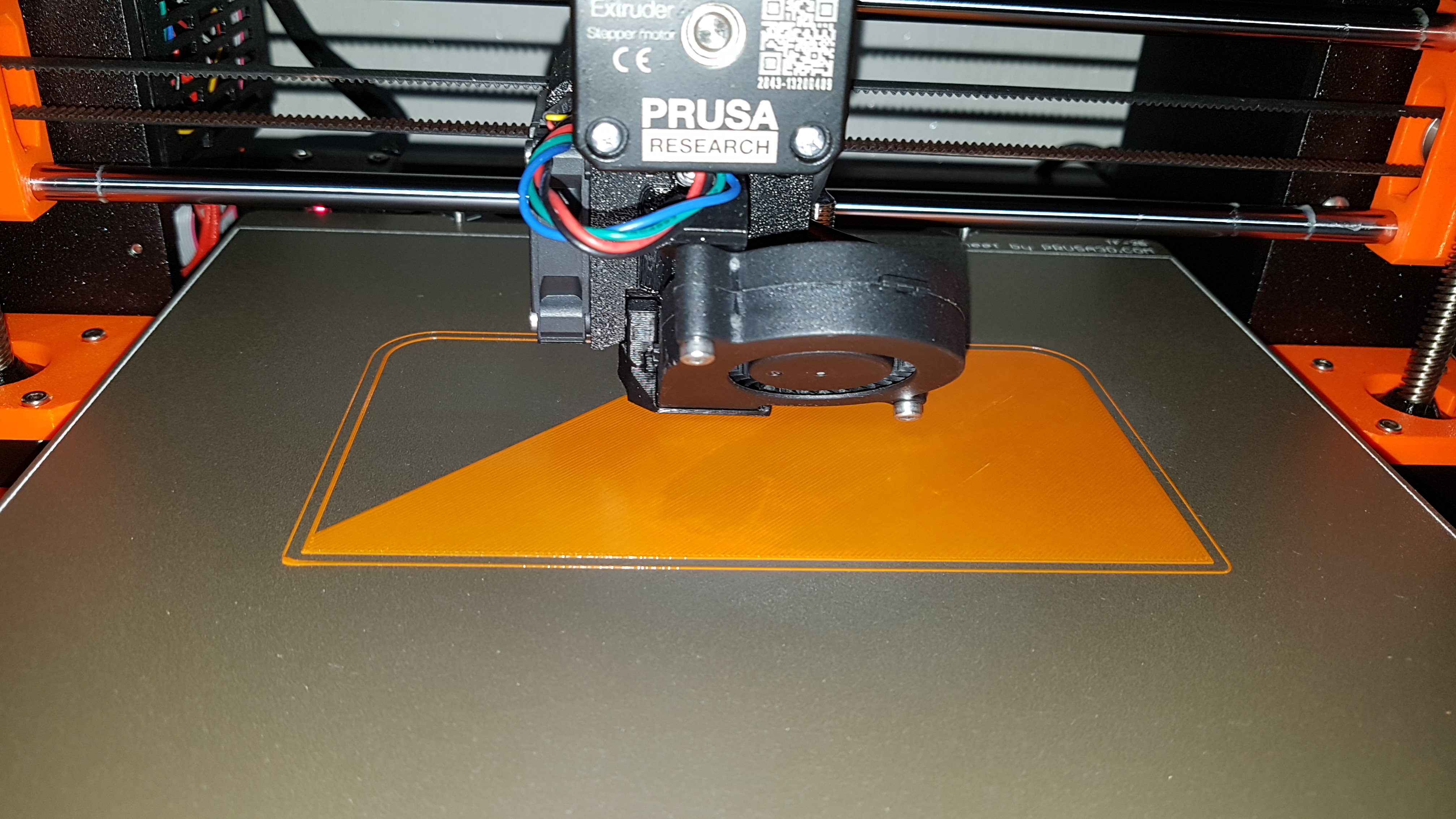
Ça commence à remplir la première couche à partir du coin inférieur droit, puis ça se déplace vers la gauche. Au bout d'un moment j'ai l'impression que ça se bouche, dépose une fine pellicule (celle que j'ai du mal à retirer).
J'ai remonté mon z de 0.06 de mémoire. Puis un peu plus encore.
En constatant les dégâts, j'ai interrompu l'impression, bien sûr.
Avis bienvenus! 😁
Ps: je n'avais pas nettoyé la plaque de la pellicule restante. J'ai fait un cold pull avant. Prusament PETG Orange. Profil Prusament PETG de base.
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Impression en PETG
La plaque est bien droite pas gondolée ? Tu as refait une mesh bed levelling dans le menu calibrage pour le réglage de la texturee ? Tu as essayé avec 30 degrés de plus ? Tu n’as pas d’autre bobine de petg ? Tu pourras faire une photo plus nette à l’extérieure en bonne condition de lumière ?
heu...c’est tout pour le moment 😊
MK3S & Fusion 360
RE: Impression en PETG
La plaque est bien droite pas gondolée ?
À priori oui, elle est quasi neuve, je verifie néanmoins ce soir.
Tu as refait une mesh bed levelling dans le menu calibrage pour le réglage de la texturee ?
Oui. Et un réglage du z-offset mais je pense le refaire de zéro et demander votre avis.
Tu as essayé avec 30 degrés de plus ?
Non. Je retiens l'idée.
Tu n’as pas d’autre bobine de petg ?
Non, j'ai acheté PETG et plaque texturée à minima, pour découvrir.
Tu pourras faire une photo plus nette à l’extérieure en bonne condition de lumière ?
Elles sont pas belles, mes photos? 😅 Je m'en occuoz ce soir. Important de vous aider à m'aider! 😉
heu...c’est tout pour le moment 😊
On en reparle très vite 🙂
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Impression en PETG
Voici une meilleure photo de l'état de la plaque texturée après arrêt de l'impression.
J'ai retiré la chaussette silicone e3d, et l'état de la buse était le suivant:
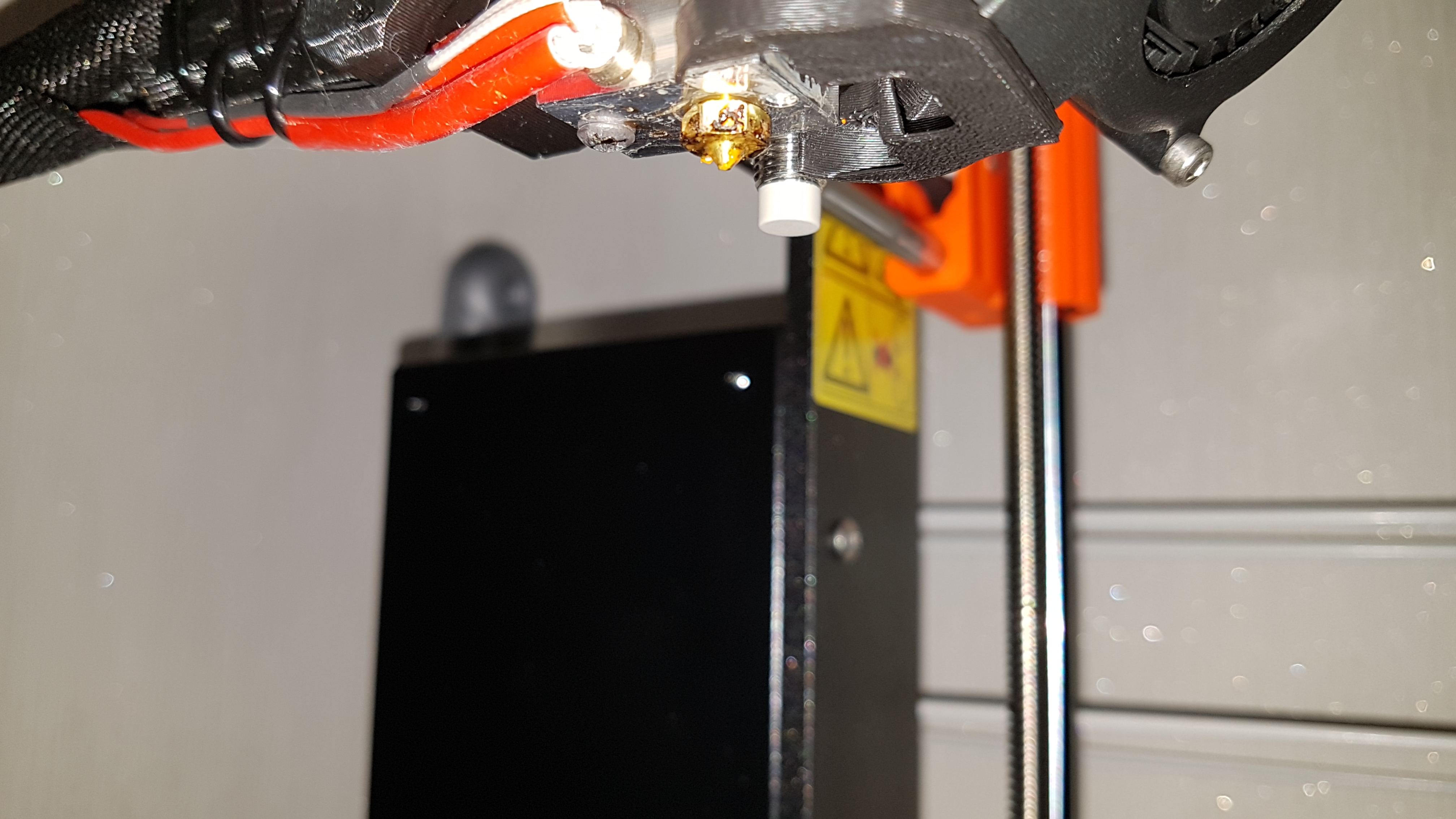
(pas très propre, avec des particules noires qui sont descendues avec une brosse laiton).
De ce que je peux en juger, la plaque et le plateau chauffant sont plans.
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Impression en PETG
La buse c’est normal. Ras. Pour le résidu sur la plaque soit c’est l’effet du bouchage soit c’est le z est trop bas et provoque le bouchage.
refait le z offset avec du PLA et imprime le petg avec au moins 20 degrés de plus.
MK3S & Fusion 360
RE: Impression en PETG
Zut, pour mon z-offset je suis resté en PETG. Je suis à-0.85 mm (Et à-0.65 mm en temps normal sur plaque lisse).
Trop ou pas assez écrasé?
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Impression en PETG
pas grave de faire celui la en PETG il est petit. Mais pas tres efficace, ca l'air honnete.
Essaye avec un carré de 30*30*0.2 en PLA d'abord, et comme tu sais il doit etre lisse des 2 cotés (hors texture issue de la plaque) et les fils ne pas se séparer si on le plie et l’étire, sans pour autant que les traces de buse qui rayent n'apparaissent.
MK3S & Fusion 360
RE: Impression en PETG
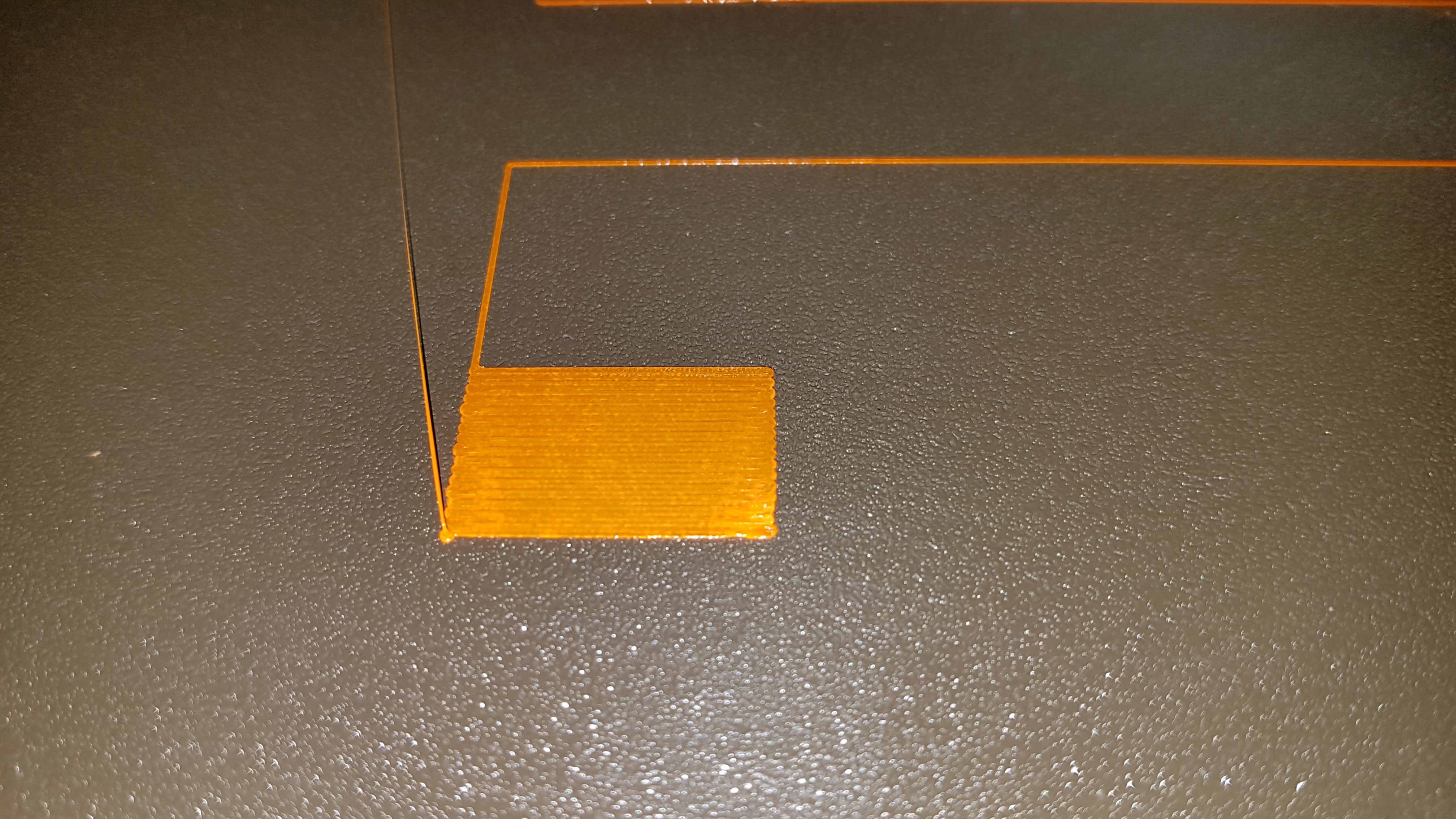
J'ai attaqué par l'impression de la même pièce capricieuse: le but étant que sa première couche recouvre la zone que je n'arrivais pas à nettoyer. Pour l'instant, c'est un succès! Toute la zone à nettoyer est désormais bien couverte, bientôt la seconde couche! Je vois (j'espère) le bout du tunnel! 😊😊😊
À demain matin pour le résultat final 😴💤
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Impression en PETG
L'impression s'est super bien passée. Sur plateau texturé, j'ai eu un peu de mal à décoller mon impression ( https://www.thingiverse.com/thing:3047957) mais c'est sans doute les nettoyages à l'alcool iso. En tout cas, près de 90% de ma pellicule résiduelle est sortie avec mon impression! Victoire! 😊
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Impression en PETG
Enfin une bonne nouvelle!
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: Impression en PETG
Bien 👍
température identique ? C’était donc le z trop bas qui bouchait la buse
MK3S & Fusion 360
RE: Impression en PETG
@flo-r
Oui, température identique. Désolé, je suis obtus: augmenter la température permet certes de passer outre un souci, mais il ne resoud pas celui-ci. Par défaut, je préfère donc toujours m'en prendre à la cause racine 😁
Et ici, le coupable était visiblement bien le z trop bas. C'est dur à évaluer sur une plaque texturée, je trouve 😅
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Impression en PETG
Oui j’en conviens mais le test temperature plus élevée permet d’éliminer un aléa sur le fil.
MK3S & Fusion 360
RE: Impression en PETG
C'est cool.
J'aurais appris des choses. J'attends justement du PETG et d'autres types de filaments.
Ils viennent d'êtres expédiés de chez Prusa (Mail ce soir dans ma boite).
Si je récapitule :
T° -> comme défini dans le slicer.
Attention au Z sur la plaque texturée.
Nettoyage de la plaque texturée au lave vitre (Pas à l'IPA, sinon ça risque de coller un peu trop).
Dites-moi si j'ai juste!
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: Impression en PETG
En gros, oui c'est ça. Pour le z, il te faudra descendre entre 0.2 et 0.4 mm de plus avec plaque texturé que plaque lisse. Pour moi, ça a été 0.2 mm seulement (-0.67 à -0.85 en ce qui me concerne).
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS