Bourrage dans l'extrudeur
Bonjour,
J'ai fini de monter mon i3 mk3 première impression test (moins de 2h d'impression) nickel tout fonctionne parfaitement et la petite grenouille est top !
puis je me lance dans une impression un peu plus longue (le vélociraptor de la carte SD) et la c'est le drame ... Après environ 2h d'impression j'entends l'extrudeur qui saute (le fameux tac tac tac) j'arrête l'impression et je me rend compte direct que rien ne sors de la buse !
j'ouvre le clapet de l'extrudeur et la c'est à nouveau le drame...
je nettoie tout ça je me dis que j'ai du trop serrer les 2 vis avec les ressorts, je sers donc moins mais toujours pareil ...
Ça imprime nickel pendant un moment puis bouuum ça sonne et bourrage
Pour info j'utilise le filament gris fourni dans le kit, les roues crantées sont bien alignées, j'ai testé de serrer desserer les vis mais toujours pareil...
Merci pour votre aide




Re: Bourrage dans l'extrudeur
Bonjour,
Déjà, je ne suis permis de déplacer ton post puisque tu l'avais mis dans le sous forum dédié à la MK2.5 au lieu de la MK3.
Ensuite, si possible, je t'encourage à utiliser la fonction d'attachement de fichiers du forum pour inclure des photos dans tes messages, cela permet de garantir une meilleure pérennité de celles-ci quand quelqu'un est amené à relire le sujet ultérieurement.
Sinon, concernant ton problème, il peut venir de plusieurs choses.
La première qui est une buse bouchée m'étonnerait assez vu que ton kit est tout neuf.
La seconde pour effectivement être un serrage non adapté des vis de tension de la roue libre. Aurais-tu une photo des têtes de ces vis avec tout en place, y compris le filament chargé ?
La grenouille que tu as imprimé était en quelle hauteur de couche ? Idem pour le vélociraptor ?
Re: Bourrage dans l'extrudeur
Bonsoir.
On dirait qu'il y a comme un bourrage de filament au vu de la photo ; est-ce le cas ?
Peut-être un arrêt du chauffage de la buse au bout d'un moment ?
As-tu essayé d'imprimer autre chose pour voir si ça survenait aussi ... et peut-être à ce fatidique temps de 2h (environ) ?
Désolée, je suis grande débutante en imp3D 😉
Re: Bourrage dans l'extrudeur
Bon alors il y a un mieux ?
Bourrage il y a donc.
Mais par quoi, là je suis coite 🙂
Il se peut que le filament bute dans le passage avant le chauffage, la buse.
Ou bien problème de chauffage : que dit l'affichage pour la température ?
Le problème s'est refait ?
Merci d'avance de ce qui peut être fait pour ce petit retour d'information. Ca m'intéresse. Claire
Re: Bourrage dans l'extrudeur
Bonsoir,
essaies de dévisser les 2 vis de cote de l'extrudeur celles avec les ressorts ou de les resserrer si elles pas serrées du tout .
Je me suis aperçu qu'on avait tendance à trop les serrer.C'est encore plus vrai avec du semi flex notamment lors des changement de matériaux ça se coince et le bout se déchire du coup après on a un bourrage
En espérant que cela t'aura servi
denis
Re: Bourrage dans l'extrudeur
Bonjour à tous,
J'ai le même problème depuis longtemps, ces cliquetis au bout de quelques minutes d'impression... extruder bouché...
j'ai finis par changer la tète d'extrusion pour au final le même problème au bout de qq heures ...
du coup j'ai un peu lâcher l'affaire depuis quelques mois, mais je découvre un forum Prusa en français (cool ! je vais pouvoir échanger en comprenant les réponses)
Donc en gros si quelqu'un a une idée je suis également preneur !
Juste au passage pour apporter un peu d'eau au moulin je ne suis pas sur que la pinda probe fonctionne au top car pour moi si le réglage manuel du Z est ok à la fin de la calibration ( proche de Y=0) il ne l'est pas vraiment au début (Y=~ 100) donc en fait je pourrai passer la calibration 100 fois je ne serai jamais au top ... Je suppose qu'un Z mal réglé risque de boucher effectivement l'extruder ... Après je ne vois absolument pas comment corriger ce problème
Re: Bourrage dans l'extrudeur
bonjour, j'ai eu un problème similaire avec du TPU (qui est beaucoup plus sensible que le PLA au "bourrage"), mais cela pourrait s'appliquer ici, essaye de baisser ton débit (flow) et refait des test.
CR20 Custom - Photon mono X - Ratrig Vcore3
https://www.thingiverse.com/Sulfu/makes
Re: Bourrage dans l'extrudeur
Bonjour,
J'ai le même soucis, et de façon aléatoire:
- Des pièces oui, des pièces non , sans trouver de raisons "communes", J'ai même tournée les pièces pour l'impression (et dans la plupart des cas cela ne se produit plus, mais avec une qualité moins bonne)
- Cela se produit à différentes hauteurs, de quelques millimètres à quelques centimètres
- J'ai tenté de changer le flow (Initial: 95, 100 idem, 90 idem) : idem
- J'ai tenté d'adjoindre un cube "plein", souhaitant mettre du débit de filament sur des pièces avec moins de dépots par couche: idem
- j'ai tenté de faire un changement de filament fréquent sur la durée d'impression (toutes les 15min sur une impression de 3h) : idem
- J'ai tenté de changer de slicer (PrusaControl Beta, SlicEr, Cura) : idem
Information complémentaire:
- Lorsque cela produit, le changement de filament se réalise correctement en règle générale (voir remarque ci dessous pour les autres cas), donc selon moi pas de buse bouchée
- Dans certain cas, lors du retrait du filament, celui "casse" au niveau de l'entrée du tube PTFE, et la c'est juste l'horreur: démontage de toute la tête, et souvent le remplacement du PTFE. Dans ce cas la, je me suis rendu compte que le filament "force" pas mal dans le PTFE, à un tel point qu'il se pli légèrement dans le PTFE: j'ai mis cela sur le compte de la puissance de l'entrainement du filament.
- J'ai déjà changé en 6 mois, 3 fois la tête d'impression avec un hotend d'origine prusa, le PTFE, et 6 fois la buse.
Je désespère, et c'est assez frustrant car c'est personnellement le seul problème que j'ai avec ma Prusa MK3 et de facon aléatoire sur des impressions courtes (<5h) , et plus fréquemment sur des impressions longues (>10h - 15h00)
Est ce que quelqu'un a trouver une/la solution?
Merci,
DP
Re: Bourrage dans l'extrudeur
Bonsoir,
Il y a un point que tu n'as pas abordé et ce sont les vis de tension de l'extrudeur. Aurais-tu une photo des têtes de ces vis avec tout en place, y compris le filament chargé ?
Un sur ou sous -serrage de celles-ci peuvent créer ce genre de problème.
Question subsidiaire : les tubes PTFE que tu utilises sont aussi d'origine Prusa Research ?
Si non, respectes-tu les consignes de chanfreinage ?
Re: Bourrage dans l'extrudeur
Bonsoir,
Merci pour cette réponse, et malheureusement je suis tombé sur ces points, et j'ai (enfin) trouvé justement la façon d'obtenir une tension suffisante et nécessaire: Serrer les vis jusqu'à ce que le filament ne puisse sortir en le tirant "gentiment" puis un demi tour de serrage et l'affaire est dans le sac, enfin plutôt dans la vis 🙂 => Je pense que ce problème faisait parti de mes soucis.
Pour le PTFE, j'ai acheté directement des lots de 5 à 10, car autant si j'arrête l'imprimante lorsque cela se produit ( à +/- 2h), le PTFE ne semble pas abimé, mais si l'impression continue "longtemps" voir se termine dans cette état, la le PTFE ramasse lors de la tentative de retrait du filament.
J'ai obtenu par la même occasion , si cela peut servir, depuis le forum English, que la chauffe du moteur d'extrusion peut engendrer cela:
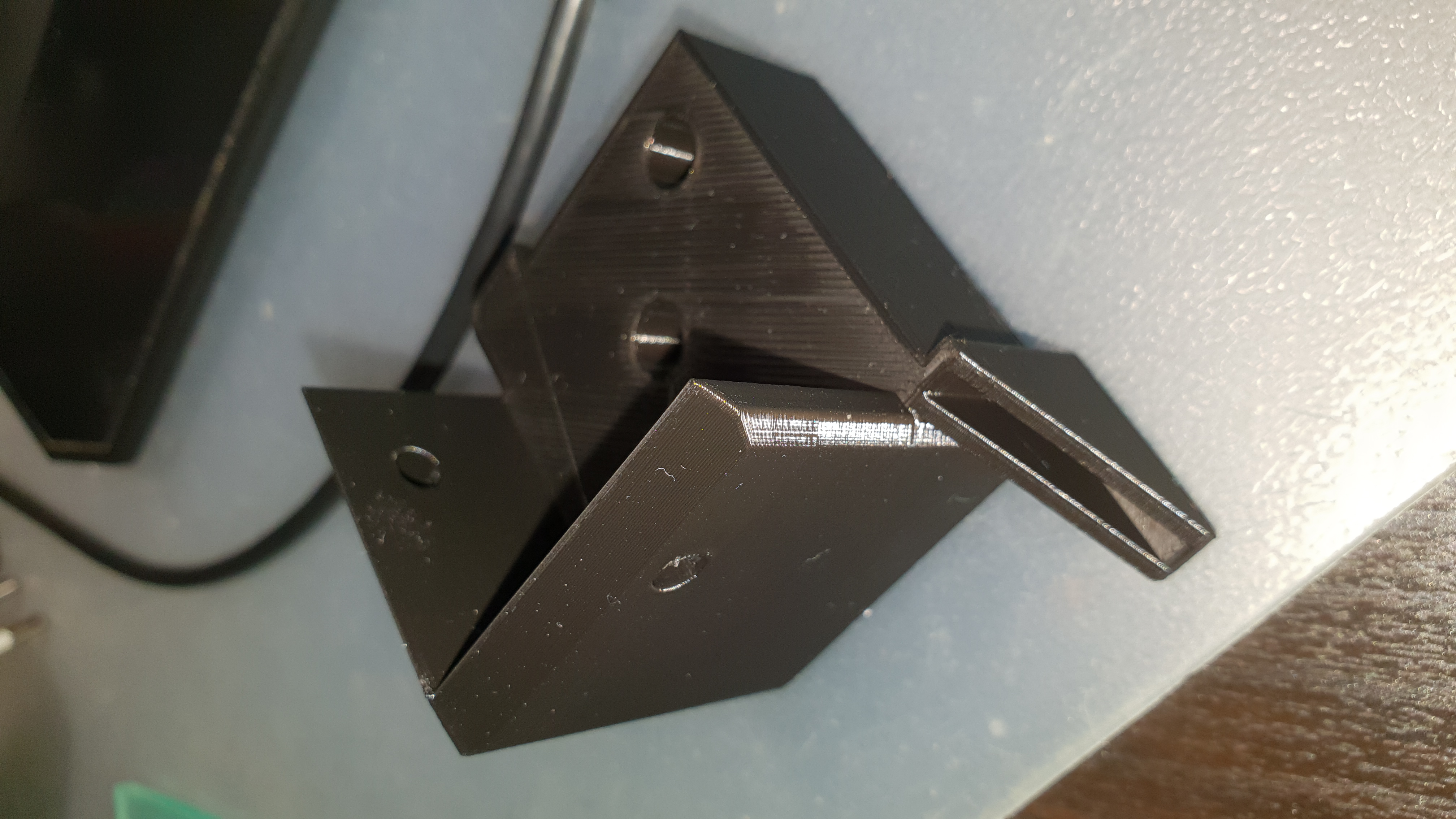
> Je dois démonté une partie de la tête pour vérifier les tensions des vis, etc... car le moteur est à peine touchable après 1h d'impression… du coup, je me dis que cela + autre chose + autre chose… cela ne doit pas m'aider, après quelques tests sur la rétractation voyez le résultat en photo 🙁 :

Bref je vais y arriver…. à avoir toutes mes impressions "nickels", encore merci pour les propositions d'aide.
Merci,
DP
Re: Bourrage dans l'extrudeur
Si le moteur est vraiment très chaud, essaie éventuellement de baisser le courant qui y passe (désolé j'ai oublié le G-code associé).
Re: Bourrage dans l'extrudeur
Hello Lapointe,
C'est une de mes idées de baisser le courant, mais je ne trouve pas le courant de base du firmware (rappel: je débute :-))
DP.
Re: Bourrage dans l'extrudeur
J'ai cherché rapidement sans succès malheureusement 🙁
Si j'ai un peu plus de temps ces prochains jours et trouve la valeur, je t'en ferai part.
Re: Bourrage dans l'extrudeur
Merci beaucoup ! Mais je ne voudrais pas te faire perdre du temps sur cela en cette période 🙂
Re: Bourrage dans l'extrudeur
Bonsoir,
Après quelques essais de plus, j'avais des choses qui n'allaient pas, mais rien de concluant par rapport au problème initial:
1. La vis de serrage de l'entrainement du filament avait du se décaler, et elle n'était plus sur le méplat.
2. Le PTFE avant l'entrainement du filament n'était pas présent lors de l'upgrade vers la B7/R3, du coup j'ai remedié à cela,
3. Le moteur semble un tout petit peu moins chaud, mais rien de flagrant: il l'est toujours plus que tous les autres moteurs….
Après des impressions de tests consécutives, le problème se montre de plus en plus tot dans la phase d'impression : je pense et suppose que la température excessive du moteur est transmise par l'axe au "filament" et engendre un problème d'alimentation du filament. Reste à savoir pourquoi le moteur chauffe….
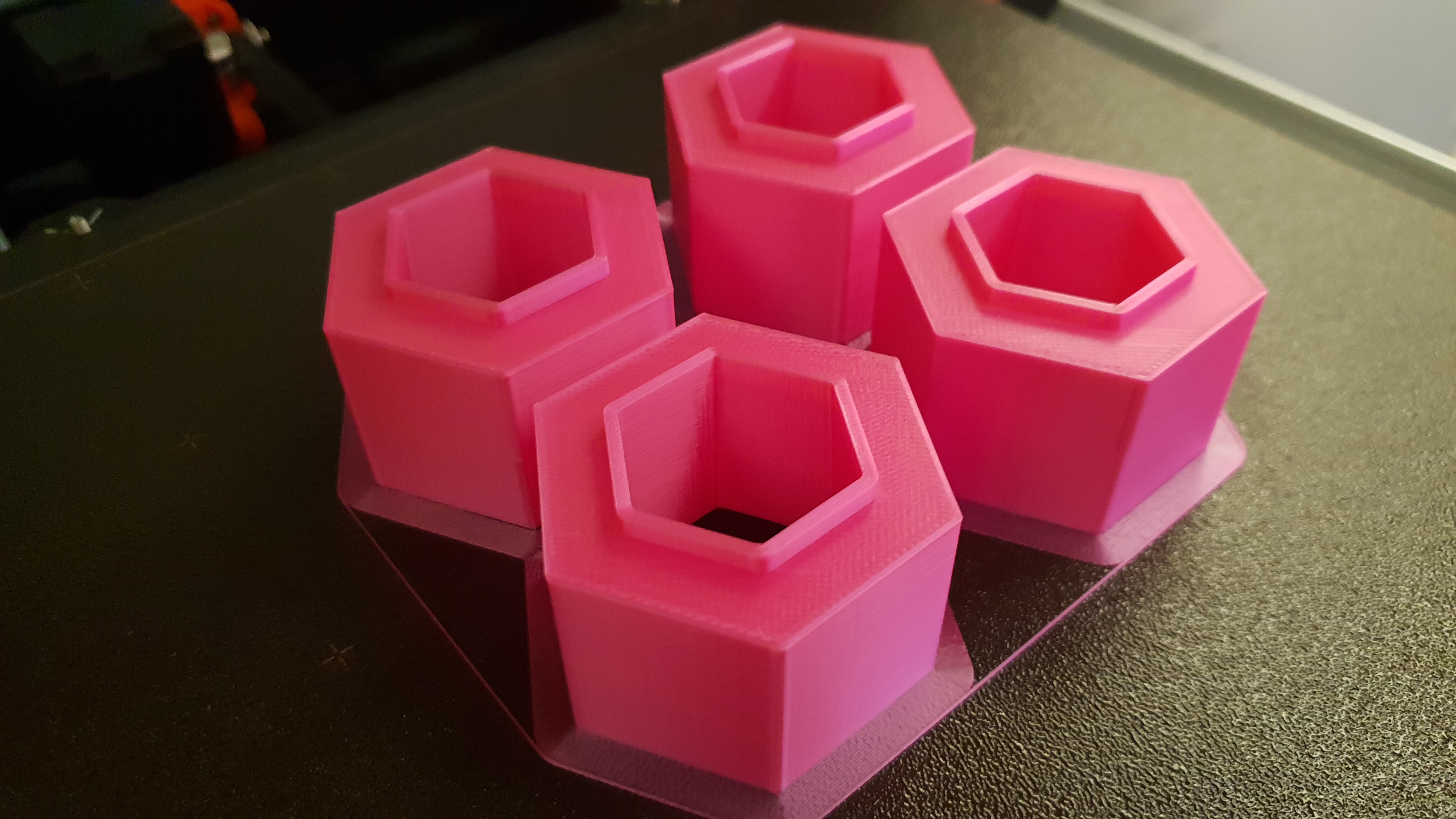
Les tests:


Une pièce personnelle (L'intérieur est une horreur, mais heureusement l'extérieur est resté "joli" ):
Re: Bourrage dans l'extrudeur
Bonjour,
Après plusieurs impressions, je pense que le problème est derrière moi, à ceci près que le moteur de l'extrudeur est extrêmement chaud pendant mes impressions, malgré les vérification d'usage:
1. Serrage des vis à ressort : Ok maintenant
2. Vérification de la vis de serrage de l'entrainement du filament (Bien serrée sur le méplat de l'axe du moteur - Petit soucis historique qui a du faire tourner ce serrage dans mon cas)
3. amélioration de l'enclosure de la MK3 (l'alimentation était restée dedans) et pas de ventilation => Problème en cours de résolution
4. Je n'ai pas trouvé les tensions/courant de base du firmware de ma MK3 et je n'ai pas pu les changer pour vérifier ce point la (versus la chauffe)
Donc le problème initial peut être considéré comme clos, mais pas les problèmes périphériques, merci pour l'aide apportée par tout à chacun en tout cas.
Dernières impressions:
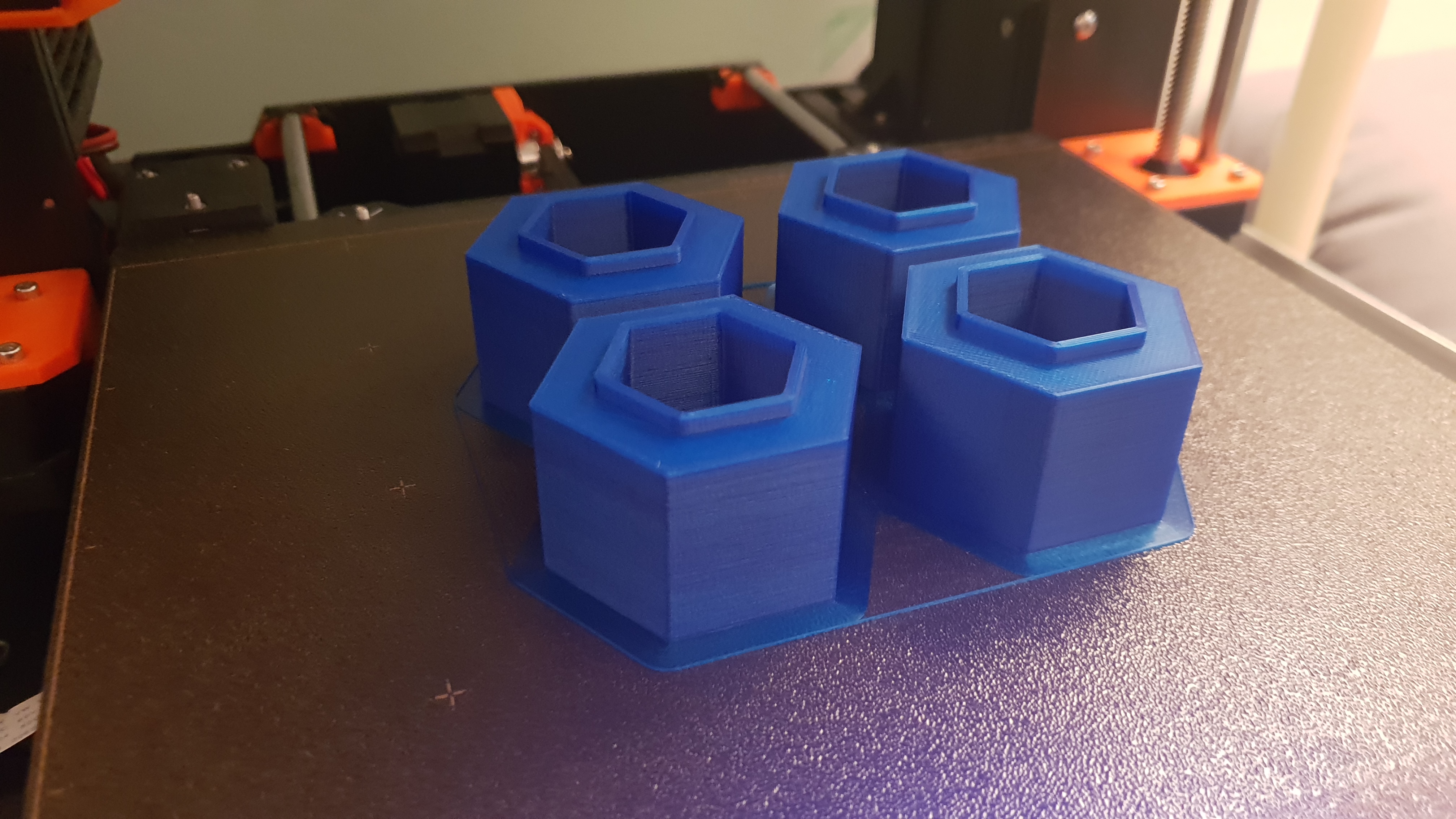
Merci,
DP.
Re: Bourrage dans l'extrudeur
C'est avec quelle sorte de filament que tu imprimes tout ça ?
Tu avais omis le fait que tu imprimais dans une enceinte, ça peut être la source de pas mal des problèmes hors impression d'ABS !
Re: Bourrage dans l'extrudeur
Bonsoir,
L'enceinte me semblait "peu probable" comme source de problème…. en tout cas pour celui ci.
Le filament est du PLA Extrafill de chez Prusa (et doit se trouver ailleurs je pense) - pour les deux couleurs rose et bleue.
Pour le noir ou le blanc, c'est du PLA basique de chez Prusa toujours.
DP.
Re: Bourrage dans l'extrudeur
Tu joues donc effectivement avec le feu à imprimer du PLA dans une enceinte 😀
En plus d'être inutile, c'est généralement plutôt déconseillé car avec une température ambiante importante, la PLA se ramollit assez vite et cela entraîne plein de problèmes au niveau de l'extrusion.
Re: Bourrage dans l'extrudeur
D'où la ventilation forcée généralement installée sur de telle enceinte. C'est ce que je pense faire (tables Lack Ikea) avec en plus l'utilisation sur les cotés de panneaux en polyester transparent (plexiglas ?) amovibles tenus par des pastilles magnétiques.
En ce moment j'aurai plutôt le problème inverse d'avoir une température basse (16-17°C) car chauffée à minima par un mur avec circulation d'eau (par rayonnement quand même confortable). Donc mon premier essai d'imprimer du PETG ouïlle mauvaise première expérience surtout avec le lit 12V de la MK2S long très long (bâillement) à chauffer en ce début d'hiver. A retenter sous de meilleures hospices 😉
Jusqu'à quelle température maxi on doit imprimer le PLA (surtout en été) ?