Nastavení modelu- problém tisku
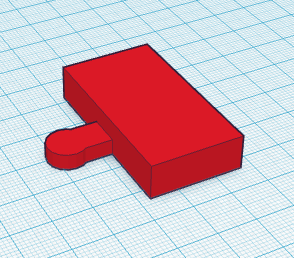
Zdravíčko, rád bych se zeptal. Rád bych si vytiskl https://www.thingiverse.com/thing:158240 z her o trůny. Z PLA filamentu. A při začátku tisku mi vůbec nedrží obrysová čára skirt ( nastavil jsem i 3x skirt) A při šrafování první vrstvy přilne filament celkem hezky ale ten skirt vůbec nedrží. TO je jeden problém.
Zkusil jsme to nechat co to udělá. Pokračovalo to 5 hodin a vypadalo to fakt zajímavě, ale zpozoroval jsem, že vynechával filament ( zadrhávalo se kolečko. Tak jsme zkusil přitáhnout kolečko na hřídel a ještě dotáhnout 2 šrouby k přilnutí ložiska) tak to zase chvilku fungovalo a pak začal zlobit infil . Tloušťka infilu byla poměrně menší než dřív a hůř držela na ostatní vrstvě, vypadalo to trochu vrásčitě nebo jak to popsat. Každopádně v tu chvíli najednou tiskárna běžela v prostoru již bez nanášení filamentu. Přikládám nastavení :
Layer height : 0.15 [mm]
First layer height: 0.2 [mm]
Perimeters: 3
Solid layers: Top 7 , bottom 5
Měl jsme přidáno i extra perimeters if needed
Infill jsme jel na 10 % ( bylo to tak doporučené)
Fill pattern: cubic
Top/bottom pattern: Rectilinear
Skirt :3
Distance from object : 2 [mm]
skirt height : 3
Minimum extrusion lenght: 4 [mm]
Brim : 1 [mm]
Infill speed: 60 [m/s]
Solid Infill speed: 60 [m/s]
Top Infill speed: 30 [m/s]
Perrimeters speed: 40 [m/s]
V nastavení filament:
Jsme měl tedy odkliknuto : Cooling keep fan always on ( zapnul jsme to ručně v tiskárně, ale vždy se po nějaké době větrák vypnul, Tak jestli ta přilnavost infilu může způsobovat právě nechlazení struny ?
bylo ještě nastaveno disable fan for the first 3 layers.
Jinak podložka byla očištěna řádně isopropylalkoholem. Nanesena i lehká vrstva lepidla.
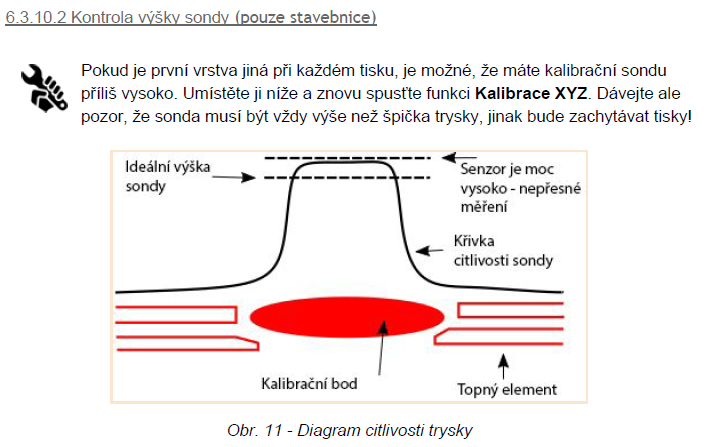
Tiskárnu mám MK2s aktuální verzi, řádně zkalibrovaná . první vrstva přilne při kalibraci krásně. Akorát mám nastavenu z - 0.840
Dále bych se chtěl zeptat, zkoušel jsem jinou verzi pro tisk trůnu. jednalo se o https://www.thingiverse.com/thing:2134970 s tím, že skirt na podložce tak nějak držel. A začalo to šrafovat střed ( podstavec na kterém leží trůn) A pak by to mělo šrafovat celý kruh, ale ve slicru jsme koukal na vrstvy a ten kruh je již v jiné výšce než je to první šrafování středu., tudíž struna nepřilne k desce. Mohl bych Vás poprosit o nějakou radu ? případně zkuste kouknout na slicr a na ty vrstvy jak píši.
Když jsme zkusil odstranit první schod trůnu tak při odejmutí toho schodu byl trln v místech průhledný ( nevím jeslti se jednalo o chybu grafiky, nebo to vyhodnotilo chybný stl soubor.
Každopádně mnohokrát děkuji za Váš čas a odpovědi
Re: Nastavení modelu- problém tisku
ahoj,
PLA musis tisknout bez lepidla, to musi jit. Tezko se vsak diagnostikuje co muze byt spatne. Par napadu:
1. Predtim odstran vsechny zbytky lepidla vodou a vytri dosucha resp. nech vysusit. Ocisti bed acetonem a cas od casu i technickym benzinem.
2. Precizneji skalibruj prvni vrstvu Z. Hodnota -0.840 muze byt fajn. Cas od casu ji treba vsak skontrolovat a upravit. Je mnoho duvodu proc se to muze v mikrometrech menit. Kdyz mas posledni firmware tak si vytiskni kalibracni vzor. Kompaktni ploska na konci musi byt plna a bez nejmensich mezer. Popripade udelej z te kalibracniho ctvercku fotku posli, zhodnotime.
Re: Nastavení modelu- problém tisku
Pokud ti nedrží ani skirt tak je něco špatně - buď špatně odmaštěná podložka, nebo špatně seřízená vejška trysky.
Na PEI podložce slouží lepidlo spíš jako separátor pro materiály které naopak k podložce přilnou až moc a nejdou sundat
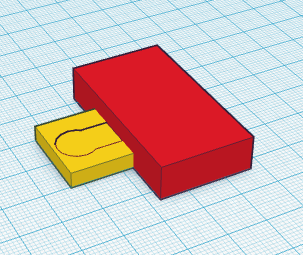
Ten první model trůnu je bezproblémově tisknutelnej, druhej je bez úprav netisknutelný (nemá rovnou spodní stranu musí se uříznout cca 1.5mm aby dosednul zcela na podložku)
Re: Nastavení modelu- problém tisku
Ahoj. Jen se prosím nedržte nějaké definované výšky trysky nad podložkou. Je to u každé tiskárny zcela jiná hodnota a záleží na uchycení PINDY v držáku. Na jedné je -0,840 perfektní, na druhé je perfektní -1,250 a u třetí je to zase jinak. Výška vrstvy se prostě pro každou tiskárnu musí nastavit individuálně.
Prusa i3 MK2, MK2S, MK3.Moje galerie 3D tisků: je ZDE a tady možná nějaká videa na YouTube.
Re: Nastavení modelu- problém tisku
Ani ten první trůn není bez probému tisknutelnej, musí se uříznout ve výšce 0,2 protože má na spodku nepatrný výstupek (není na první pohled vidět) a tak celá plocha začíná na 0,4 mm a to držet nebude.
Re: Nastavení modelu- problém tisku
Tak já mám u toho prvního trůnu první vrstvu naprosto celistvou žádný problém nevidím...
Re: Nastavení modelu- problém tisku
To možná slicr "zasklil". Na modelu ale kouká dole špička jednoho meče. Tedy u modelu "throne15cm.stl".
Prusa i3 MK2, MK2S, MK3.Moje galerie 3D tisků: je ZDE a tady možná nějaká videa na YouTube.
Re: Nastavení modelu- problém tisku
Tak jsem to zkusil a při výšce vrstvy 0,1 mám první 3 vrstvy jen takový kroužek. Až 4tá vrstva je celá. Slicováno v S3D.
Prusa i3 MK2, MK2S, MK3.Moje galerie 3D tisků: je ZDE a tady možná nějaká videa na YouTube.
Re: Nastavení modelu- problém tisku
Ne ani v Simplify3D nevidím problém model sedí na podložce celou plochou.
Re: Nastavení modelu- problém tisku
Zajímavé. :). Asi zkoušíme jiné modely. Já se díval na "throne15cm.stl", velikost 19738084 bytů. I v Netfabu je vidět ten meč (je to pohled zespodu)
A jak se tak dívám, tak asi ano. Na mém S3D je např. hmotnost 181g, čas tisku 16hod a 61m filamentu. Na tvém je to podstatně méně.
Prusa i3 MK2, MK2S, MK3.Moje galerie 3D tisků: je ZDE a tady možná nějaká videa na YouTube.
Re: Nastavení modelu- problém tisku
Já zkouším ten co je v prvním odkazu - pozor jsou tam 2 jeden s chybama druhý opravený
Re: Nastavení modelu- problém tisku
Ahoj. Jen se prosím nedržte nějaké definované výšky trysky nad podložkou. Je to u každé tiskárny zcela jiná hodnota a záleží na uchycení PINDY v držáku. Na jedné je -0,840 perfektní, na druhé je perfektní -1,250 a u třetí je to zase jinak. Výška vrstvy se prostě pro každou tiskárnu musí nastavit individuálně.
Ahoj, nene to se nedržím. Vždy to ladím tak, aby byla perfektní první vrstva. 🙂
Re: Nastavení modelu- problém tisku
Ani ten první trůn není bez probému tisknutelnej, musí se uříznout ve výšce 0,2 protože má na spodku nepatrný výstupek (není na první pohled vidět) a tak celá plocha začíná na 0,4 mm a to držet nebude.
No jde mi právě o to, že když jsme zkoušel uříznout podstavec, tak při rozdělení zůstane podstavec vypadat stejně a trůn je průhledný. že výpln proste chybí
Re: Nastavení modelu- problém tisku
Pokud ti nedrží ani skirt tak je něco špatně - buď špatně odmaštěná podložka, nebo špatně seřízená vejška trysky.
Na PEI podložce slouží lepidlo spíš jako separátor pro materiály které naopak k podložce přilnou až moc a nejdou sundat
Ten první model trůnu je bezproblémově tisknutelnej, druhej je bez úprav netisknutelný (nemá rovnou spodní stranu musí se uříznout cca 1.5mm aby dosednul zcela na podložku)
Jinak skirt jsem snad vyřešil. Naprosto komplet očistil podložku IPA , utáhl ozubené kolečko na hřídeli ( z nějakého důvodu bylo více povolené a tím docházelo k prokluzu a vynechávání filamentu, nejspíš z vibrací se povolilo)
Lepidlo občas dávat musím, díky odlepováni rohů
Re: Nastavení modelu- problém tisku
Ještě pár technických: Jak případně děláte povrchovou úpravu ?
Co by mohlo způsobovat zadrhávání hřídelky s kolečkem ( posuv filamentu) špatné dotažení ? uhel sklonu dodávání filamentu ? Přijde mi že dotažené to mám řádně, akorát úhel podávání není osově souměrný a struna míří lehce šikmo
A setkal jste se někdo s airbush stříkáním ? Děkuji za odpovědi
Re: Nastavení modelu- problém tisku
A v případě, že se posouvací kolečko na hřídeli občas zasekává. Jaká je šance, že při pozastavení tisku (vyjmutí a zavedení filamentu) se tisk rozjede a chybějící část, při které zrovna kolečko zlobilo přijme další nanesenou část a chytne se to ? Přeci jen mi jde o to, že pokud tisknu 6 hodin a pak začne přeskakovat posouvací kolečko tak je celý tisk v háji nebo to lze nějak udělat ? A co může to zasekávání způsobovat ? Kolečko mám přesně v ose zavádění filamentu, přítlačně šrouby mám dotažené vcelku dost .
Re: Nastavení modelu- problém tisku
Prostě se zasekávat ani přeskakovat nesmí musí se najít příčina. Většinou to je způsobené vysokou teplotou spolu s velkou retrakcí. Samozřejmě se předpokládá naprosto přesně seřízené podávání filamentu na driver (vše v ose). Zvláště u objektů kde je hodně přejezdů potažmo retrakcí to chce mít seřízené.
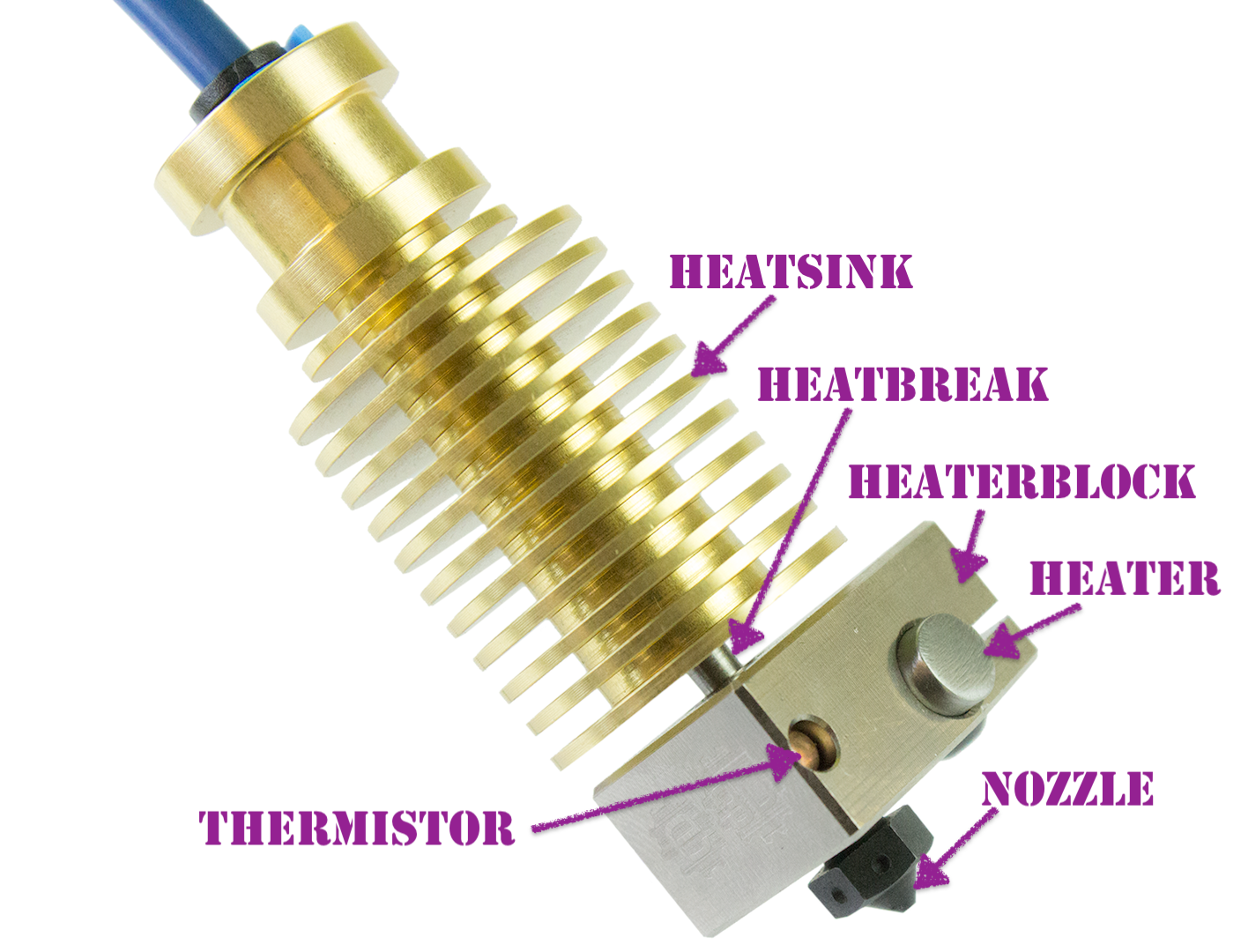
To že se zasekává podávání je ve většině případů způsobeno tím, že natavený materiál je při retrakci vytáhnutý až do heatbreaku kde se nalepí na stěny. Jak je moc retrakcí za sebou dojde k tomu, že se to v heatbreaku přicpe.
Re: Nastavení modelu- problém tisku
Prostě se zasekávat ani přeskakovat nesmí musí se najít příčina. Většinou to je způsobené vysokou teplotou spolu s velkou retrakcí. Samozřejmě se předpokládá naprosto přesně seřízené podávání filamentu na driver (vše v ose). Zvláště u objektů kde je hodně přejezdů potažmo retrakcí to chce mít seřízené.
To že se zasekává podávání je ve většině případů způsobeno tím, že natavený materiál je při retrakci vytáhnutý až do heatbreaku kde se nalepí na stěny. Jak je moc retrakcí za sebou dojde k tomu, že se to v heatbreaku přicpe.
Hotend.png
Příčinu stále hledám, protože se to neděje pořád. Zkouším laborovat s teplotami. místo 210°C zkouším 216 C°, nebo při zvýšení rychlosti ? Přítlačné šrouby nemám utáhnuté příliš moc, napadla mi leda ještě PTFE hadička.
Mohl bych Tě poprosit o vysvětlení nastavení retrakcí ? Samozřejmě se to děje především při tvorbě infillu hlavně u větších dílů, kde těch přejezdů je opravdu dost.
Děkuji za odpověď a pomoc
Re: Nastavení modelu- problém tisku
Teplotu musíš naopak snižovat, PLA má poměrně vysokou tepelnou vodivost a pávě se natavuje směrem nahoru a pak dojde k ucpání. Každá tiskárna to má trochu jinak (termistor není zrovna nejpřesnější) ale PLA se dá tisknout od 190°. Já tisknu PLA při hodně retrakcích při 200-205°.
Nastavení retrakcí najdeš v Printers Settings a zase pro PLA to chce co nejmenší. Najít kompromis mezi "slintáním" a neucpáváním se.
Re: Nastavení modelu- problém tisku
Teplotu musíš naopak snižovat, PLA má poměrně vysokou tepelnou vodivost a pávě se natavuje směrem nahoru a pak dojde k ucpání. Každá tiskárna to má trochu jinak (termistor není zrovna nejpřesnější) ale PLA se dá tisknout od 190°. Já tisknu PLA při hodně retrakcích při 200-205°.
Nastavení retrakcí najdeš v Printers Settings a zase pro PLA to chce co nejmenší. Najít kompromis mezi "slintáním" a neucpáváním se.
01.png
Takže pokud změním hodnotu retreakce, měl bych změnit i teplotu? momentálně jsme měl 0.8 při 210 °C A co rychlost retreakce ? A konkrétněji to tedy znamená, že při tisknutí bylo hodně moc přejezdů ( při tvoření infilu) A roztavená struna se nestíhala nanášet a a tím se ucpal heatbreake a to způsobovalo to občasné seknutí podávacího kolečka ? Nebo jsem to pochopil špatně ?