Re: Kvalita povrchov jednotlivych materialov
Stastlivec, kiez by to bolo aj u mna v tom. Neznasam ked sa vsetko tvari OK a popritom nieje.
Rozmyslam este nad tryskou. Preco ju je nutne dotiahnut pred prvou tlacou (ja som to urobil)... len sa snazim najst nejaky suvis.
_________________________________________________
user Prusa i3 MK2 (1.75mm) ( ͡° ͜ʖ ͡°)
Re: Kvalita povrchov jednotlivych materialov
Co je to za materiál? PLA/ABS, výrobce/dodavatel
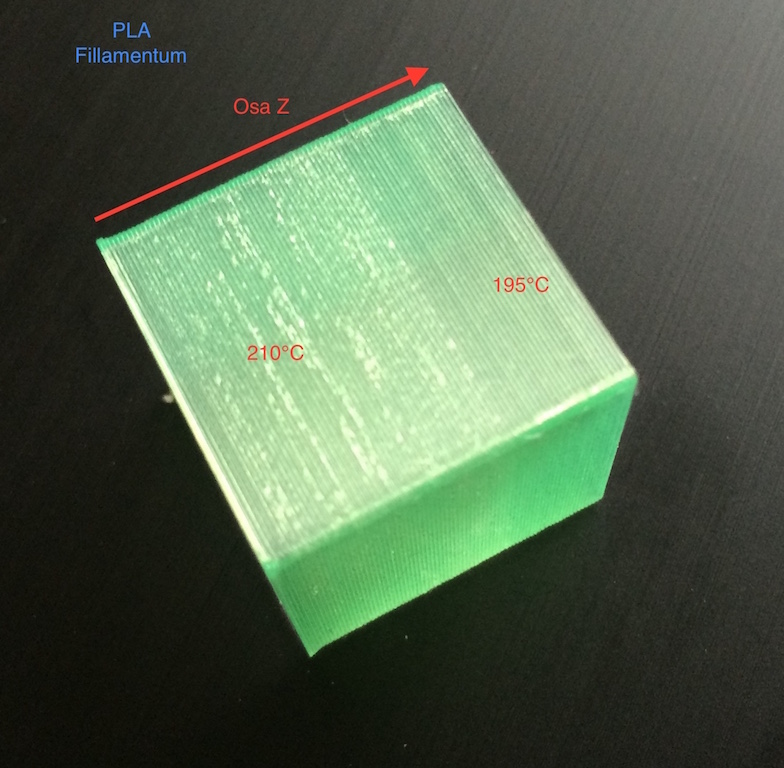
Od oka podle fotek mi tohle dělalo PLA Fillamentum při vysoké teplotě a malém průtoku.
Re: Kvalita povrchov jednotlivych materialov
Material PLA, Dodavatel Prusa
Ale co by mohlo sposobovat ten nizky prietok? Teplota sa drzi, teda pokym displej ukazuje realne hodnoty.
_________________________________________________
user Prusa i3 MK2 (1.75mm) ( ͡° ͜ʖ ͡°)
Re: Kvalita povrchov jednotlivych materialov
Ahoj KeXo.
Podobny, ak nie totozny problem som riesil ja skoro 2 tyzdne a na konci som z neho bol na prasky. Par dni som stravil cistenim trysky a nastavovanim pritlacneho kolieska. Pri vsetkych tych experimentoch som si nakoniec vsimol par problemov. Na tvojich obrazkoch vidim, ze sa ti to podavacie koliesko zanasa filamentom a to presne robilo aj mne. Ak si si isty, ze mas cistu trysku, skus nasledovne:
1. Skontroluj, ci sa ti pouzivanim nepovolila skrutka (cervik), ktora drzi podavacie koliesko. Zasun imbusak a skus jemne potocit. Nemusis to rozoberat, len si cez soft posun koliesko tak, aby bol cervik lahko dostupny malym imbusakom cez ten kruhovy otvor z boku.
Ak je koliesko povolene, dotiahni ho, ale v spravnej pozicii tak, aby filament co najpresnejsie prechadzal stredom a cervik bol na plochej strane osky motorceka.
2. Povol pritlacne lozisko, nie uplne, naozaj staci, ked bude jemne pritlacat na filament. Cele je to navrhnute tak, ze ten pritlak nemusi byt velky. Dotahovanim podla mojich skusenosti budes len kompenzovat iny problem.
3. Ak si v prvom bode prisiel na to, ze je cervik povoleny, tak dokladne skontroluj, ci pri otacani podavacieho kolieska nedochadza k jemnemu kontaktu cervika a plastovej casti tlaciarne v ktorej je teflonova hadicka. Toto bol moj problem, ktory sposoboval postupne uvolnenie cervika, obcasne preskocenie a nasledne problemy s tlacou. Prve vytlacky super a potom to slo len dole vodou. Ked som zvysil pritlak, trochu sa to zlepsilo. Rovnako ako u teba, ale problem to nevyriesilo...
4. Skontroluj, ci sa podavacie koliesko nedotyka teflonovej hadicky, ktora ide do extrudera. Ak sa dotyka, nasiel si dalsi problem.
Ked budes mat hotovo, prosim, daj mi vediet ako na tom si. Drzim palce!
Re: Kvalita povrchov jednotlivych materialov
Material PLA, Dodavatel Prusa
Ale co by mohlo sposobovat ten nizky prietok? Teplota sa drzi, teda pokym displej ukazuje realne hodnoty.
Tak to je Mladečský PLA tam je teplota 210° v pohodě.
Zkontroluj si jestli nemáš zanešenou zubatici a jestli je dobře umístěná na hřídeli motoru, bacha aby někde nedrhla.
Já upravuju teplotu pro daný materiál tak, že tisknu kostku 20x20x20 bez výplně jen jeden perimetr a při tisku sleduju co to dělá (bublání nesouvislé vlákno) a postupně přidávám či ubírám teplotu až je povrch jak má být.
Re: Kvalita povrchov jednotlivych materialov
Dakujem za rady. Vyskusam takyto sposob, vyrobim si tiez takyto testovaci objekt. Zanesene podavacie kolecko nemam, to uz som kontroloval davnejsie. Ci je dotiahnuty cervik som kontroloval zrovna vcera, ako som to mal otvorene a som to fotil. Toto ma este ako tak napadlo, ale kontrolu koliznych kontaktov to uz nie. Urcite sa na to dnes pozrem. Kolecko loziska je zanesene... dlhu dobu som to mal utiahnute na dakych 15mm, co bolo toho pricinou a je to dost moc ako som teraz zistil. Myslim ze ten pritlak by mohol byt upresneny v navode k stavbe tlaciarne. Kazdopadne utiahnutie len na tych 18mm je fakt moc malo a ako idealne sa mi javi tych 17. Vecer budem informovat...
_________________________________________________
user Prusa i3 MK2 (1.75mm) ( ͡° ͜ʖ ͡°)
Re: Kvalita povrchov jednotlivych materialov
Takze zial, ale nic nedrie a vsetko sa toci bez problemov. Pre istotu som to cele rozobral, znovu vycistil aj ked nebolo co, znovu namontoval a nadstavil. Fotky pred rozobranim, po vycisteni a znovuzostaveni, plus nasledny vytlacok prikladam 😥
Nemam skusit tiez vymontovat trysku, nemoze to byt vnutri nejak upchate ako sa pise TU ❓
_________________________________________________
user Prusa i3 MK2 (1.75mm) ( ͡° ͜ʖ ͡°)
Re: Kvalita povrchov jednotlivych materialov
Skoda 🙁 Posli mi tvoj gcode.
Re: Kvalita povrchov jednotlivych materialov
Ozaj, SIMPLIFY3D zverejnili super pomocku!!! Pozri tu: https://www.simplify3d.com/support/print-quality-troubleshooting/
Re: Kvalita povrchov jednotlivych materialov
Tak mě napadá, jestli nemůže být něco v nepořádku s tou teflonovou trubičkou, co je zasunutá do hotendu. Nikdy jsem jí ale nevyndaval. Myslím, že se musí nejdřív vycvaknout ten černý vršek a pak by to mělo jít vyndat.
Re: Kvalita povrchov jednotlivych materialov
Mne Stvoritel pri teflonovej hadicke radil toto: "Muzete rozdelat extruder, vyndat z nej trysku, odsroubovat topeni s jehlou a zvrchu vytlacit trubicku ven."
Re: Kvalita povrchov jednotlivych materialov
Už jsi zkoušel snížit teplotu třeba o 5-10°?
Já PLA tisknu na 195° jinak bublá a nespojuje se
Re: Kvalita povrchov jednotlivych materialov
Skoda 🙁 Posli mi tvoj gcode.
Pouzivam tento gcode ➡
Jasně, tady jsou 😉 Vygeneroval jsem je přes Simplify 3D tak se doufám povede 😉 (jsou to stejné gcode, které jsem tiskl sám)
http://www.creativeboys.eu/downloads/vykrajovatka.zip
Skusal som znizovat aj teplotu, ale to mi uz potom to malo materialu co cez to vyteka vobec nespajalo dokopy. Jednoducho uplne vynechavalo a zo vsetkeho vznikla len strapata gucka nicoho co nevyzeralo ako nic.
_________________________________________________
user Prusa i3 MK2 (1.75mm) ( ͡° ͜ʖ ͡°)
Re: Kvalita povrchov jednotlivych materialov
To už fakt vypadá na nějakej divnej materiál (málo vysušenej)
Tak zkus opatrně teplotu přidávat, prostě to chce najít kdy to má optimální průtok.
Každý termistor má nějakou toleranci a to že to někomu tiskne na 210 neznamená že to půjde všem nehledě na barviva v materiálu, vysušenost a další co všechno ovlivňuje aby to jelo optimálně.
3D tisk je prostě o laborování a zkoušení.
Jo a už jsem zažil i případ kdy si jeden poplet cívky a snažil se ABS tisknout jako PLA - dlouho trvalo než si toho všimnul
Re: Kvalita povrchov jednotlivych materialov
No tak ja dufam ze ten gcode co zaslal nFIX na tie formicky je urceny pre PLA, kedze on prevazne tlacil len z tohoto matrosu. Este sa mi k tomu nevyjadril v tom jeho prispevku. Material tam nikde nespomina, len ine parametre...
_________________________________________________
user Prusa i3 MK2 (1.75mm) ( ͡° ͜ʖ ͡°)
Re: Kvalita povrchov jednotlivych materialov
Ty PLA od nas muzete klidne jet i na 225°C, trochu to muze pomoct ale neni to optimalni.
Muze to byt teflonovou hadickou, uz jsem to videl.
Teflonove hadicky mame v planu dat na eshop spolecne s navodem jak ji vymenit.
Re: Kvalita povrchov jednotlivych materialov
KeXo - přesně jak píšeš, ty gcode a tisk jsem dělal na PLA přímo z eshopu pana Průši - zakoupil jsem je spolu s tiskárnou, takže se jedná o stejné složení ze kterého tiskneš i ty.
Re: Kvalita povrchov jednotlivych materialov
Dakujem, odfajkavam si teda aj toto ako nepotvrdenu pricinu problemu 😉
_________________________________________________
user Prusa i3 MK2 (1.75mm) ( ͡° ͜ʖ ͡°)
Re: Kvalita povrchov jednotlivych materialov
KeXo, este skus jednu vec. Zapni tlac a spomal o 50-60%. Jednoducho to skus tlacit dramaticky pomalsie, ako mas v gcode.
Takze odskusal som tuto radu, kedze na odskusanie je dost jednoducha. Dnesny pokus s 50% rychlostou tlace. Konecne to ma nejaky ten lepsi zaklad. Furt to vsak neni uplne ono a hlavne cas tlace bola 2 hodiny. Kedze sme mali doma zrovna navstevu, tak mi krsniatka formicky hned znarodnili 😛
Kazdopadne vsak po dlhsej dobe konecne daky pokrok vpred, Dakujem. Rad by som sa vsak dostal na normal a takto tlacil pri klasickych parametroch, tak ako zo zaciatku.
_________________________________________________
user Prusa i3 MK2 (1.75mm) ( ͡° ͜ʖ ͡°)
Re: Kvalita povrchov jednotlivych materialov
Som rad, ze moja rada pomohla. Teraz sme na tom rovnako. Aj mne to tlaci, ale musim ist o 50% pomalsie. Inak sa na to neda divat. Ak sa budeme oddane modlit, Stvoritel nam mozno pomoze. Ale tak ruzovo to uz nevidim. Stvoritel a jeho parta nema cas...
Alebo rozober a skontroluj hadicku. Ta moja je este v zaruke, ale moc sa mi do toho nechce.