Bambulky na výtiscích
Ahojte,
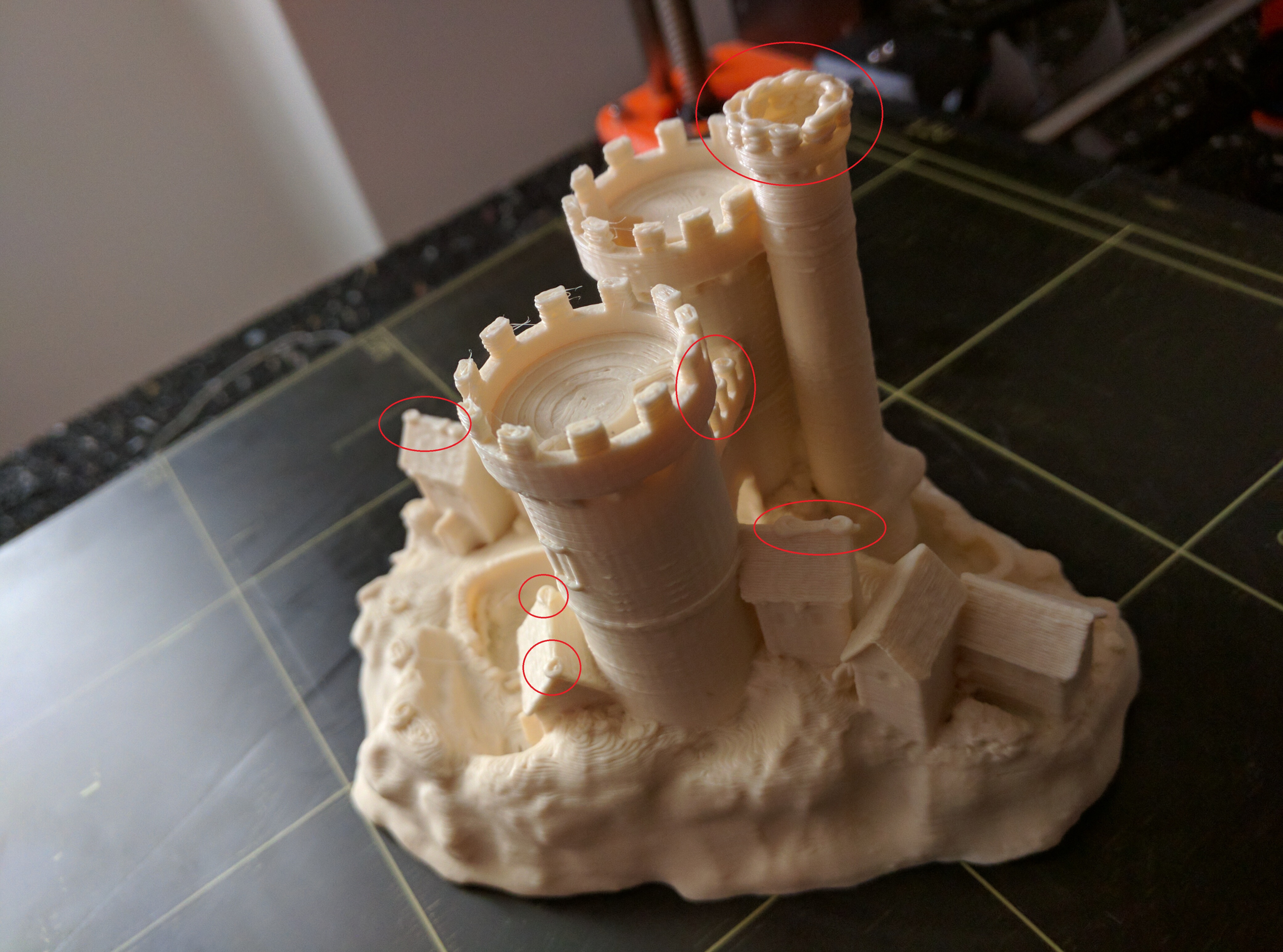
mám upgradovaného průšu mk2; s novou tiskárnou se mi dostavilo také nové feature na některých modelech - zeptat se chci, zda to někdo poznává, případně zda ví, čím to je způsobené?
Použil jsem slonovinové PLA z Průša obchodu, standardní teplotu tisku ~200°C; dělá mi to i woodfill (u toho to mrzí, je docela drahý). Aktuálně mám podezření na stále vysokou teplotu trysky (musím najít testovací model, kde chybu reprodukuji a kde to můžu poladit). Mám beta firmware pro samolazení kolček; výsledné modely jsou v dobré kvalitě, pouze mě trápí ty bambulky.
EDIT: používám Simplify3D a rozdíl od původního přůši je v zapnutém z hopu (mimo jiné)...
Díky za případné rady :).
Re: Bambulky na výtiscích
Obávám se, že to je právě hop a nedostatečná retrakce, kdy po přejetí na nové místo tam" naplácne" vyteklý materiál z trysky.
Pozor na velkou retrakci ve spojitosti s PLA a novým celokov HE může dojít k ucpání.
Re: Bambulky na výtiscích
Jojo, dnes mi dotiskl model, který na "bambulky" také trpí, tak zkusím poladit hopování a retrakci. Dřív jsem tam měl šílené rychlosti a tisklo mi to dobře, ale po novém upgrade mi ~2mm retrakce a ~30-35mm/s vykousávaly filament, takže jsem musel snížit rychlost a délku, zřejmně asi moc. Odladit tyto hodnoty na nového průšu mi dá asi ještě zabrat.
Jiná otázka: vykousávání (grind) filamentu - jak mu předejít? Když jsem tiskl koloseum s mnoha "tečkami" - tzn. velmi častá retrakce a hopování (nebo nějaký voronoi model), extruder mi vyřezal do filamentu díru a přestal podávat... snížená rychlost zase vedla k bambulkování...
děkuju 🙂
Re: Bambulky na výtiscích
No problem je v tom, že původní i3 měla hybridní break tedy s PTFE trubičkou. MK2 má Full E3D což je celokov a na celokovu je hodně obtížné tisknout PLA jelikož se "lepí" na kov uvnitř breaku právě při retrakcích a nebo vysoké teplotě (PLA má poměrně vysokou tepelnou vodivost = nataví se vysoko a tam bobtná a jak schladne ucpe heatbreak)
Řešením je buď PTFE hybrid, nebo mazat filament olejem před vstupem do hotendu.
Re: Bambulky na výtiscích
Pokud se dodržují určitá pravidla (malá retrakce, dobré chlazení, nepoužívání problematického PLA), tak ucpání heatbreaku u V6 je celkem rarita. Ono právě E3D má ten heatbreak jako jeden z mála výrobců speciálně vyleštěný, aby k tomu lepení PLA na stěny pokud možno nedocházelo. Mám V6 na 3 tiskárnách a jenom na jedné se čas od času problém s heatbreakem projeví a je to hlavně tím, že jde o Kossela s bowdenem, kde se musí používat mnohem větší retrakce. Od té doby, co jsem přešel na Fillamentum PLA se mi to nestalo ani na tom Kosselu. Prusa/Mladec PLA je v tomhle směru asi nejhorší, to jejich PLA je hodně tepelně vodivé. Na druhou stranu na Rebelovi s V6 se mi heatbreak neucpal nikdy a tam jsem používal jen Průša/Mladeč PLA, retrakci jsem používal 0,7mm při 30mm/s. Na MK2 zatím používám 0,8mm.
Z toho co píše Marek bych si tipnul, že používá nějaké svoje nastavení, což bude možná jedna z příčin těch problémů. Pokud dává 2mm retrakci u V6, tak si o ucpání heatbreaku vyloženě koleduje. Jinak to PLA slonová kost jsem taky zkoušel (už je to delší doba) a choval se jinak, než ostatní barvy, taky byly hodně vidět přechody mezi vrstvami.
Tady můj podobný tisk, taky ze Simplify. Je to PLA Fillamentum při 200C.
Re: Bambulky na výtiscích
Od té doby, co jsem přešel na Fillamentum PLA se mi to nestalo ani na tom Kosselu. Prusa/Mladec PLA je v tomhle směru asi nejhorší, to jejich PLA je hodně tepelně vodivé. .
Já mám naprosto opačnou zkušenost z PLA Fillamentum jsem nedokázal vytisknout ani jednu vrstvu z Mladče celkem pohoda, nikdy se mi neseklo PLA eSun a ecoFilament.
Re: Bambulky na výtiscích
Zajímavý :). S jakým to bylo hotendem? Nebyl to ještě ten starý Prusa Nozzle na 3mm?
Já mám tedy zkušenost opačnou a mám i stejný feedback od jiných lidí, co používají celokov RebelMOD. Samozřejmě to chce používat rozumné teploty, u Fillamentum to jede v pohodě i na 190, naopak třeba na 220 už z trysky leze takové napěněné cosi, což Mladeč nedělá.
Re: Bambulky na výtiscích
HE 3Draty na 190° Fillamentum Luminous PLA - řešil jsem to i přímo s výrobcem filamentu a bylo mi doporučeno přejít na hybrid.
Nakonec jsem to vyřešil mazáním filamentu silikonovým olejem.
Re: Bambulky na výtiscích
3Draty.cz mělo přímo v popisu u hybridního heatbreaku, že je to vhodné pro tečavější PLA typu Mladeč a snad i ten filament od Mladeče byl jeden z důvodů, proč pokusně začali hybridní heatbreak prodávat. Že by bylo Fillamentum na tom ještě hůř jsem zatím ještě neslyšel a moje zkušenost tomu taky neodpovídá. Asi to pak záleží na konkrétním hotendu. Na V6 to každopádně jede zatím bez problémů. Mám tu ještě jeden celokovový čínský klon V6 za cca 250Kč, tak to schválně na testovacím Rebelovi vyzkouším, tam určitě žádná vnitřní povrchová úprava jako na origo V6 nebude.
Re: Bambulky na výtiscích
Moc díky za odpovědi, vidím, že se z toho začíná stávat zajímavé téma ohledně filamentů - musím říct, že zatím nejluxusnější výsledek mám z ColorfabbXT (červené) z průšova obchodu - i když jednoduché vrstvené modely (nemyslím teď voronoi).
Teď si zase dám něco jednoduššího, nicméně zkusím poladit tu retrakci mezi hop-délka-rychlost; mám totiž pocit, že nejhorší je ta slonovinová kost (z hlediska citlivosti na nastavení), nejlepší je ColorfabbXT; černý PETG sice jakž takž tiskne, ale přijde mi škaredý a i výsledná kvalita nic moc (i co se týče odolnost - redukce na filament hned praskly).
Průměrně dobrou zkušenost mám s výchozím oranžovým PLA co jsem dostal k tiskárně; ten prostě tiskne. Dřevofill není nic moc - má krásnou kvalitu na výstupu i vrstvení, ale bambulkuje (tzn. musím vyřešit).
Zkusím si nastavit tu retrakci, rychlost a délku a uvidím. Zkusím vytisknout soustravu čvetečků vedle sebe a jestli mi to nerozkuchá filament, budu si chrochtat.
Ještě se chci zeptat - utažení přítlačných šroubů na filament může mít negativní vliv na to vykousávání? Např. menší utažení - více kousání nebo naopak? Nebo mám spíš experimentovat?
Ještě poslední poznámka: ano, používám pouze skripty od Průši, zbytek si ladím podle sebe a podle výstupů - toto celkově bylo s původním průšou snažší, teď to experimentování krapet víc bolí; říkám si, že pro nováčky je původní MK1 lepší, MK2 už chce nějaké zkušenosti (které také stále nemám)....
Díky za zajímavé vlákno 🙂
Re: Bambulky na výtiscích
...ještě - majáček pěkný, cca stejně mi vyšel na prvním průšovi z oranžového PLA; musím ho zkusit znovu pro referenci..
Re: Bambulky na výtiscích
Tak a je to - snížil jsem retrakci na 0.4-0.5mm a bylo; kvalita se zlepšila - konečně více, než na původním průšovi. Sice trpím hodně na struny (i přčstože topím na takřka spodně limitních teplotách), ale už se to v celku dá.
2mm jsem původně měl, protože vocasové na simplify3d webu mají nějaká anti-ooze tipy - a zvýšení retrakcční délky byl jeden z nich....
https://www.simplify3d.com/support/print-quality-troubleshooting/#stringing-or-oozing