Potíže s PETG
Ahoj a dobrý den,
už jsem vyzkoušel spoustu nastavení a doporučení, od různých chlupatých pokroucenin jsem se dopracoval k "jakž takž" výtiskům, ale stále to není ono a u některých objektů je to dost bída už v první vrstvě. Poradíte mi prosím, co může stát za problémy na následujících obrázcích a jak je odstraním?
https://drive.google.com/file/d/1f66k1VuKSKS7uoiVtUSdEq_PA54dQArq/view?usp=sharing
https://drive.google.com/file/d/1fbuE01D36Jgbiy4CsEHFrP2lRsI9ZdUf/view?usp=sharing
https://drive.google.com/file/d/1fca41He05u_DugztSYTZSTIdIvZHcdvs/view?usp=sharing
https://drive.google.com/file/d/1fHC3wocPrGeZBAA567_aLwwdBGUdukdx/view?usp=sharing
 Předem moc děkuji, Vašek
Předem moc děkuji, Vašek
RE: Potíže s PETG
PETG má nevýhodu, že se s ním nedají tisknout drobné věci.
Na tom vašem posledním obrázku mi to připadá jako kdyby potřeboval model podpěry při tisku.
Na první fotce, zkusila bych dát trysku níž, aby se filament lépe zachytil na podložku.
RE: Potíže s PETG
resenim muze byt treba Dimafix sprej, ktery u me vyresil 100% problemu s prilnavosti materialu od nekterych vyrobcu... treba na https://www.materialpro3d.cz/doplnky_3d_tisk/dimafix-sprej/
Jednou jsem to nastrikal na PEI sheet, XXkrat jsem tiskl a pak jsem to pro jistotu ocistil a prestrikal...
RE: Potíže s PETG
V první řadě je potřeba nastavit výšku první vrstvy. Hned na prvním obrázku je to vidět. Další věc je, na jakou výšku vrstvy tiskneš? Zkus nastavit pozici švu na náhodnou. Tím by se mohli zredukovat ty boční "retrakce". V tomhle výtisku podpěry potřeba nejsou.
RE: Potíže s PETG
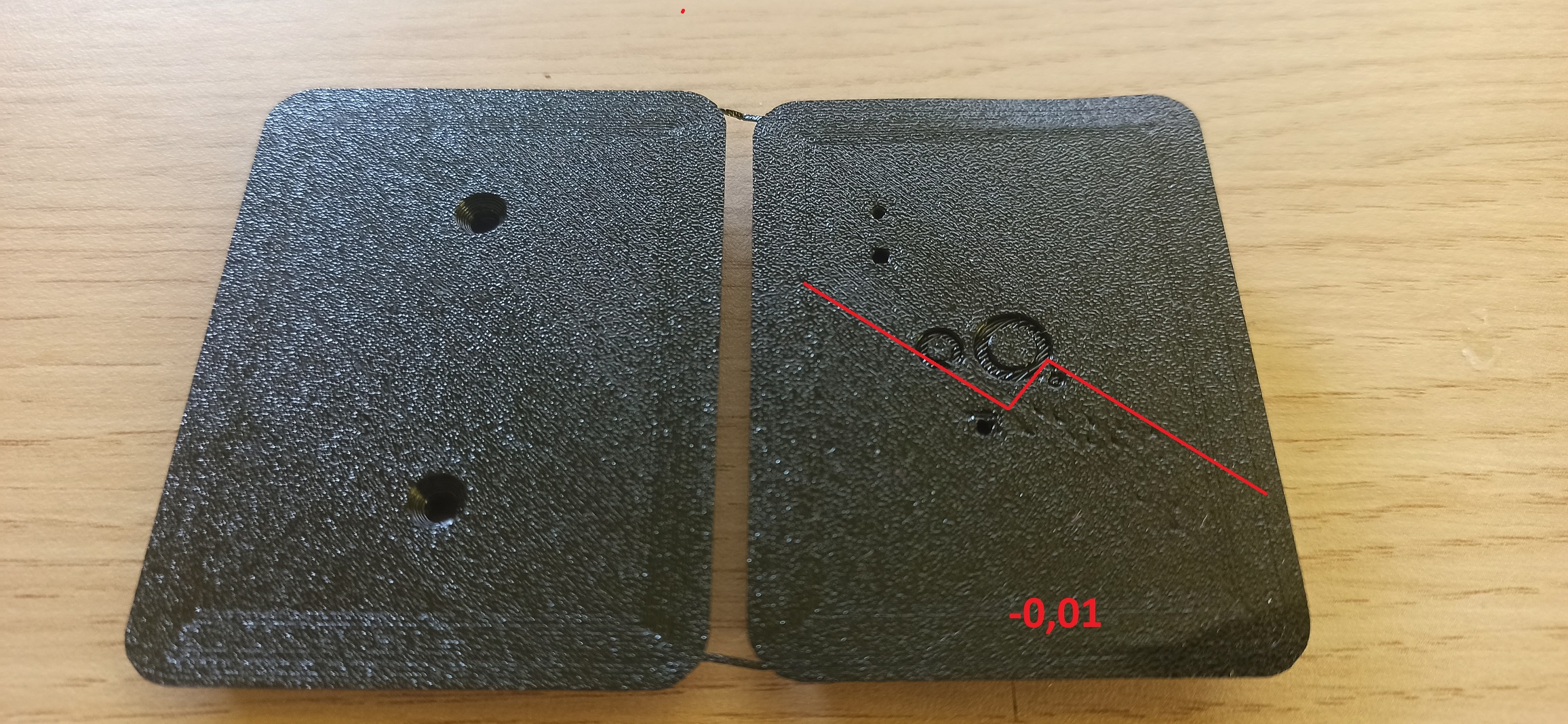
Nakolko som si dosť vytrpel, kým som vytlačil na drsnej podložke PETG a som začiatočník, toto možno niekomu pomôže. Počiatočná euforia z drsného plátu ma prešla po jednom celom dni kalibrovania. Kopec vlákien v celom byte a výsledok nulový . Nastavenie teplôt a rýchlostí som nechal na slicera (začiatočník) a snažil som sa urobiť peknú prvú vrstvu nastavením výšky trysky, tak ako sa to tu doporučuje. Pri týchto pokusoch som mal buď peknú cikcak čiaru, alebo pekný obdlžnik. Od východieho bodu, kde to ako tak lepilo na podložku som s odstupom 0,02 tlačil prvu vrstvu mysliac si, že to odladím. Skončil som so znižovaním trysky vtedy, keď bola tak nízko, že už robilo pomaly priesvitnú čiernu čiaru. Vzdal som to o jednej v noci. V odpovedi tu na fore mi písali, že mám nízko trysku. Tak som celý ďalší deň opať skušal vytlačiť prvu vrstvu a písal som o rady. Nakoniec sa mi podarilo urobiť peknú prvu vrstvu a myslel som, že mám vyhraté. Nemal. Akonáhle som dal tlač, tak pravouhlé tlačenie (brim) prebehol v poriadku, ale pri 45stupňovom vyplňaní to znova nalepilo na trysku a zhužvalo. Myslím si, že to bolo tým, že ten bôb, nalepený na tryske sa v kolmých smeroch "realizoval" a niekde sa roztopil pri tlačení, ale pri 45 stupňoch výplne to bolo naraz a zlikvidoval tlač. Opäť som skončil o 1-nej v noci. Potom mi niekto napísal (nepamätám si ,kto)aby som sa neukalibroval a začal tlačiť. Poslúchol som, ale rozhodol som sa experimentovať s teplotami, čo mi ako začiatočníkovi nejak neprináleží. Tretí deň som vytlačil krabičku. Nebola ešte dokonalá, ale bola. S pôvodných prednastavených parametrov prvej vrstvy ostalo nič. Teplota prvej vrstvy zmenená z 230 na 240 stupňov, teplota podložky z 85 na 90 stupňov. Rýchlosť tlače z 20 na 18mm/s. Na obrázku je krabička, nie je dokonalá, stále ma rozčulovali tie pásiky z pohladovej strany, ale dočítal som sa tu, že s tým zápasia mnohí (pred napísaním otázky najprv preleziem forum, až potom sa pýtam 😎 ). Na ďalších obrázkoch sú pokusy na odstránenie týchto pásikov a obrázky sem dávam preto, aby prípadní ďalší postihnutí videli, aké sú zavislosti pri zmene parametrov.
Východie hodnoty ,keď to vytlačí slušnú krabičku sú:
tryska 240, podložka 90, rýchlosť 18mm/s, material PETG PM.
Menil som teploty, výšku trysky voči východzím hodnotám.
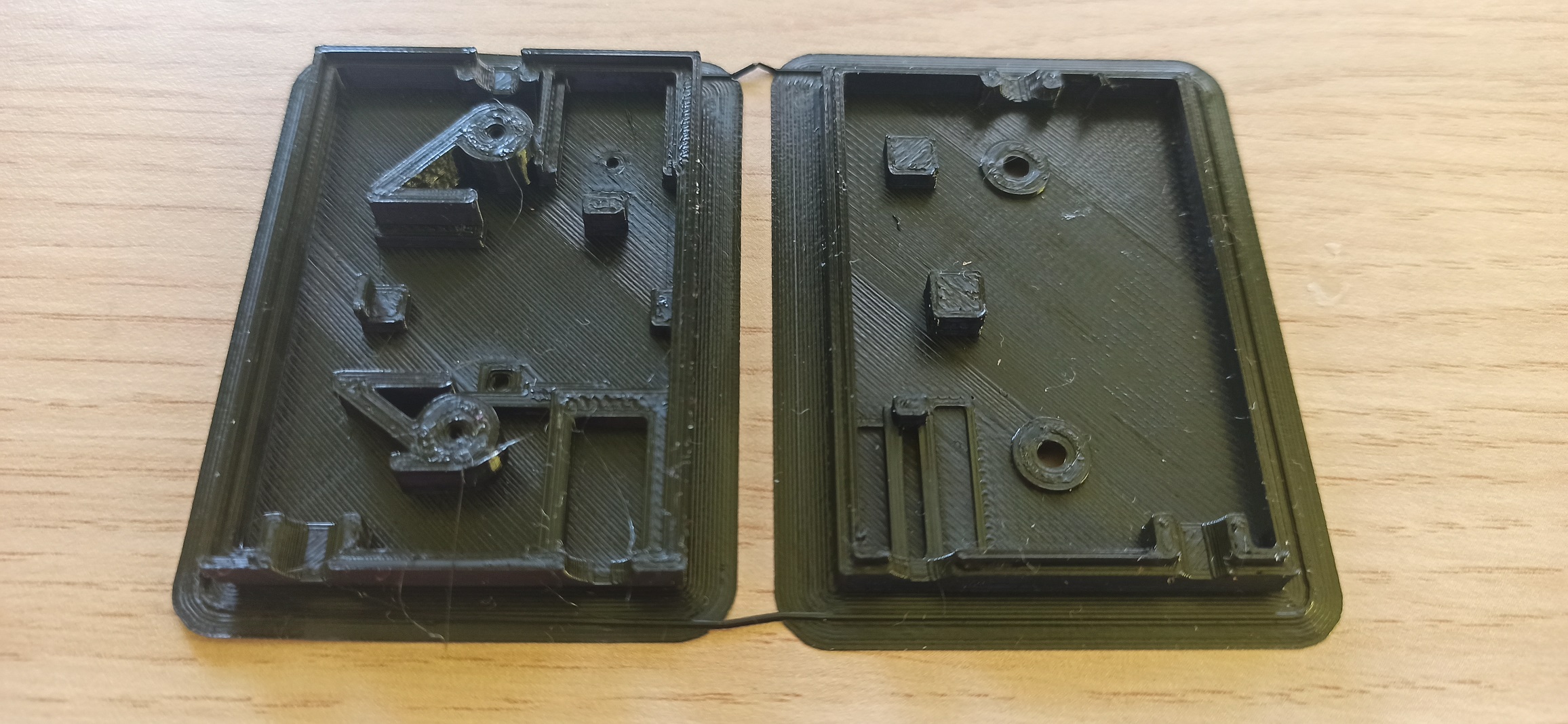

Pri týchto pokusoch sa mi žial podarilo zničiť hladkú podložku (keď mi nefungova drsná, chcel som sa vrátiť k hladkej). bol som už asi "ukalibrovaný" a naopak som otáčal čudlikom a zaryl som do podložky takú ryhu, že vytlačilo okolo ryhy matrial, ako keď sa odkladá zemina pri výkopoch. Otočiť sa nedal, výškový rozdiel bol cca 0,5 mm. Tak som ho obrusil a odrezal vystupky, aby sa dal použiť aspom z druhej strany. Som strojár a viem, že absolutne presný plech neexistuje, hrúbka má povolené tolerancie. Nie je riešení na odstránenie tých pásikov na pohladovej strane Mesh bed leveling? Zatial neviem, ako to urobiť, ale určite je to presnejšie a eliminuje to nepresnosti podložky.
Prusa i3 MK3S
RE: Potíže s PETG
Ahoj. Napadá mě ještě jedna možnost. Jaký je filament? Jak starý, jaká značka? Ja jsem teď tiskl něco z Gembirdu, (fluorescent) který používám jen občas, tudíž cívka už je skoro rok a půl stará, ale skladovaná v uzavíratelném sáčku s gelovými pytlíky. Bohužel první vrstva ať na zrnitém, nebo hladkém plechu hotový horor. Z původních hodnot někde kolem -0.6 jsem se dostal až hluboko pod -1.2... A i tak to bylo strašidelné. Ostatní tisky z jiných strun nádhera. Samozřejmě jsem musel dát vše zpět na původní hodnoty. Takže bych ještě zkusil vyměnit filament, protože neznamená, že byť "nový z krabice", tak už někde rok neležel...
RE: Potíže s PETG
Používam len Mladeč,kým nemám prax, potrebujem vylučiť ďalšiu premennú a to je zlý filament. Kupoval som ich pred cca mesiacom aj niečo.
zistil som ale ,čo mi to asi robí.
1)Urobil som kalibráciu 7x7, a napriek tomu nemôžem tlačiť hocikde. Vzadu v strede som mal krabičky pekné, nič som nedolaďoval, skúšal som tlačiť, čierne, aj oranžové, aj som skušal dve farby. Akonahle som ju premiestnil inde, začali problémy s prvou vrstvou. Asi urobim tu šachovnicu a skusim dať tlačiť po celej ploche. Plán bol, že vytlačím naraz 6 krabičiek dvojfarebne, ale takto musím robiť po jednej.
2) Hnevá ma slicer. Nastavím mu odladené teploty a rýchlosť prvej vrstvy (nie v percentách, lebo neviem, čo to robí, aj keď som to už skušal) ale znížim číslo 20 na 18. Vtedy je prvá vrstva v poriadku ( je pohladová). Urobím gkod, dám do tlačiarne a niekedy mi nezníži rýchlosť, nechá ju vysoku ,prvá vrstva sa neprilepí, a kým stihnem ubrať rýchlosť je to v háji. Normálne mi chýba v tlačiarni možnosť "OČISTIŤ TRYSU", vtedy by pozastavilo tlač, zdvihlo by trysku o 60mm, rýchlo by som ju odriapal a dal pokračovať v tlači. Teraz musím kliknuť na pozastaviť tlač, preklikať na nastavenia, zdvihnuť trysku... skrátka vela ukonov. čim to môže byť, že si nepamätá nastavené hodnoty?
Prusa i3 MK3S
RE: Potíže s PETG
Pokud se ti lepí filament na trysku, je moc nízko a při pohybu "bere" filament sebou. Nebo varianta dvě, filament nedrží na podložce... Pokud opravdu nedrží, zkusil bych 3D lack.
Jinak taky jsem musel seřizovat bed. Rozdíly jsem měl mezi přední levou a pravou stranou skoro 1mm... Takže když jsem potřeboval něco pohledově, muselo to jít na levou přední stranu podložky a pak to bylo celkem fajn. Samozřejmě muselo se to vejít do té čtvrtiny.
Ohledně ladění gcode ve sliceru, ti neporadím. Nikdy jsem neměl potřebu něco přenastavovat. Max. počet perimetrů, pozici švu, nebo počty první a poslední vrstvy. Jinak vše nechávám na původním nastavení.
RE: Potíže s PETG
Ono to lepenie na trysku práve súvisí s nerovným bedom. Čital som, že niekde sa dá nastaviť virtualne iná výška bedu o 20 mikronov. Ale neviem kedy...skôr by som povedal že po kalibrácii, ak je bed nejaký zvlnený.
Prusa i3 MK3S