Cote de maille
Bonjour
J'essaye d'imprimer une cotte de mailles avec ma Prusa i3 mk3+ ( https://www.thingiverse.com/thing:3096598 ).
Lors de la première couche, il y a un mini relief qui se forme sur certaines pièces. Certaines pièces finissent pas se décoller, surtout lors de la deuxième couche lorsque la buse repasse dessus et se prend le surplus. Ce que je ne comprends pas, c'est que ce phénomène ne se passe pas partout.
J'ai essayé d'augmenter la rétractation à 1 mm, mais aucun résultat. J'utilise de la colle sur un plateau texturé. Est ce que ça peut venir de ma buse qui serait usé ?
J'aimerais au possible éviter d'utiliser un raft, car je dois en imprimer une certaine quantité. Donc si j'arrive à faire sans c'est toujours du plastique d'économisé.
Merci beaucoup pour votre aide !
Cédric
RE: Cote de maille
Bonjour,
Qu'est ce que c'est comme filament ? PLA/PTEG ? Est ce que le plateau a été nettoyé au liquide vaisselle +eau chaude avant utilisation ?
Prusa I3 MK3S
RE: Cote de maille
Bonjour,
Merci pour ta réponse ! Oui le plateau a été nettoyé au liquide vaisselle et eau chaude et j'utilises du PLA recyclé de prusa ( https://www.prusa3d.com/fr/produit/prusament-pla-recycled-2kg/ ) .
Je viens de l'acheter et il était bien sous vide à l'arrivé... Je suis en train de la faire sécher au four au cas où.
RE: Cote de maille
I don't think that is a stringing issue, with a Mk3 series printer I would not use retractions more than the default 0.8mm, I generally use o.4mm retractions with PLA and PETG. in the picture that first layer, looks a little lumpy, perhaps the Live Z is a little too low or the extrusion multiplier / flow rate, are too high.
Could you attach a copy of your Pusa slicer settings and the STL you are using.
the easiest way to do this, is to save the setup as a project file (.3mf file) from Prusa Slicer, then Zip Compress the file, and attach the Zip File here! on your next post.
like this
chainmail_flowalistik_sample
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
RE: Cote de maille
Prusa préconise d'utiliser le plateau lisse ou satiné pour le PLA. Du coups, je comprends la volonté d'utiliser la colle pour améliorer l'adhérence.
L'objectif était d'avoir l'effet structuré du plateau sur les mailles ?
Prusa I3 MK3S
RE: Cote de maille
Hi thanks for your answer !
The zip file is here !
RE: Cote de maille
Pas spécialement c'est juste que j'ai un plateau texturé des 2 côtés...
J'ai relancé une impression après une session de séchage au four, le résultat est meilleur mais j'ai toujours des petits reliefs...
RE: Cote de maille
Je vois deux façons différentes mais pas incompatible de limiter le problème.
Le premier consiste à s'assurer que ta buse est propre au démarrage de l'impression, car le reste de filament accumulé peut tomber à tout moment. Généralement, cela passe par une modification du G-code de démarrage pour réaliser le niveau du lit de chauffe à 160°C plutôt que des températures plus élevées qui laisseront échapper du filament fondu trop longtemps. Personnellement, j'utilise:
M862.3 P "[printer_model]" ; printer model check M862.1 P[nozzle_diameter] ; nozzle diameter check M115 U3.11.0 ; tell printer latest fw version G90 ; use absolute coordinates ;M83 ; extruder relative mode ;M104 S[first_layer_temperature] ; set extruder temp ;M140 S[first_layer_bed_temperature] ; set bed temp ;Tx ;M190 S[first_layer_bed_temperature] ; wait for bed temp ;M109 S[first_layer_temperature] ; wait for extruder temp ;G28 W ; home all without mesh bed level ;G80 ; mesh bed leveling M83 ; extruder relative mode M104 S160 ; set extruder temp M140 S[first_layer_bed_temperature] ; set bed temp Tx M190 S[first_layer_bed_temperature] ; wait for bed temp M109 S160 ; wait for extruder temp G28 W ; home all without mesh bed level G80 ; mesh bed leveling M104 S[first_layer_temperature] ; set extruder temp M109 S[first_layer_temperature] ; wait for extruder temp
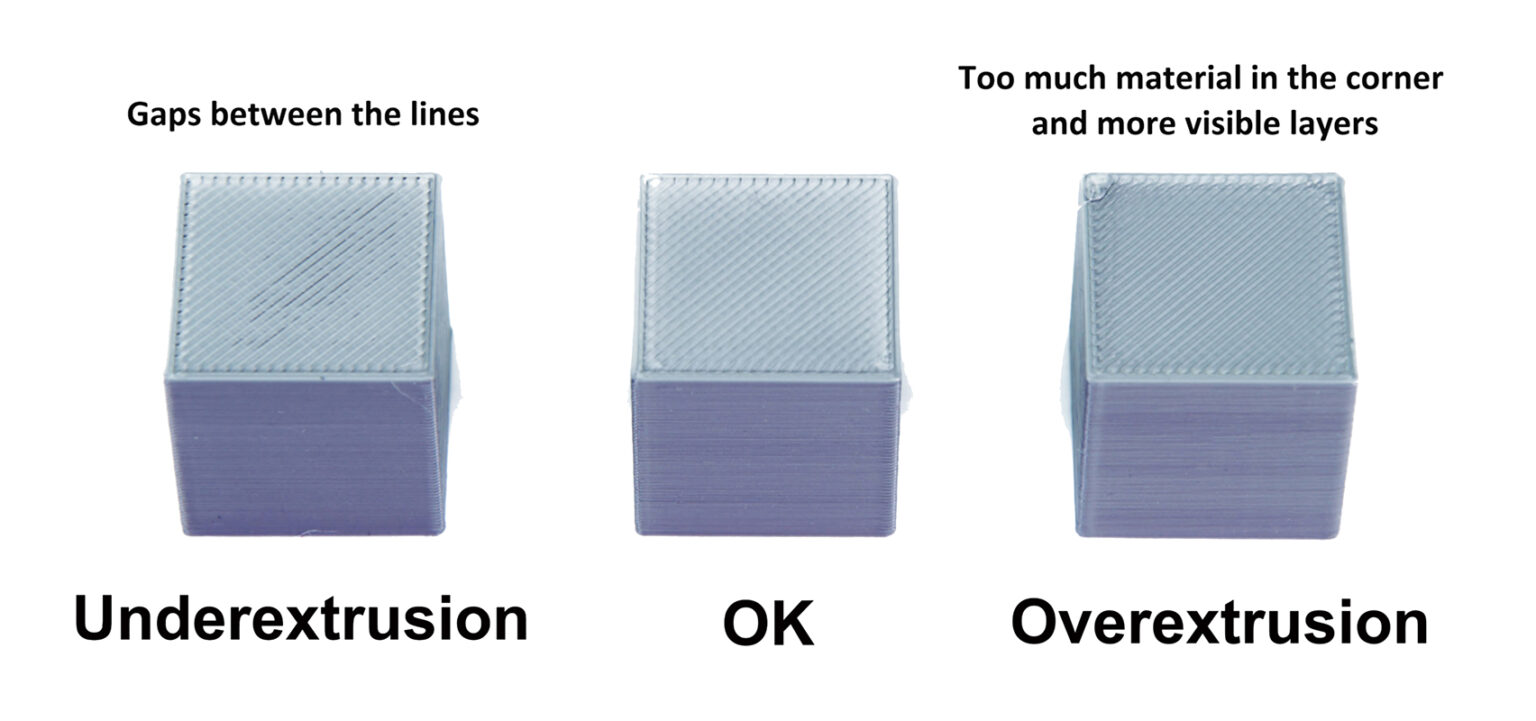
Ensuite, tu peux vérifier que tu ne sois pas en situation de sur extrusion, en modifiant le multiplicateur d'extrusion: https://help.prusa3d.com/fr/article/calibration-du-multiplicateur-dextrusion_2257
Utilise la méthode visuelle:
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: Cote de maille
Bonjour,
J'ai été confronté au même problème d'une première couche (un peu) imparfaite lors de l'impression d'animaux articulés, ces pieuvres de thingiverse.com à https://www.thingiverse.com/thing:3495390

J'ai pris (sans le savoir) la même méthode qu'Olivier : "baisser un peu la température d'extrusion" (même si je trouve que c'est contre-intuitif). Cette impression était en petg sur une feuille texturée de Prusa. Je ne me souviens pas si j'avais modifié (vers le haut ou vers le bas) la température du plateau.
En outre quand une petite surface se décollait pendant les 2 ou 3 premières couches, je la remettais en place sur le plateau avec de la colle contact ou néoprène en appuyant fortement dessus (en mode pause d'impression). Cette colle s'accroche sur le plateau (mais pas trop), ne l'abîme pas du tout et s'enlève complètement à la fin de l'impression. J'ai récupéré plusieurs octopus comme ça ! et un placement à 1mm près suffit pour garder le caractère articulé de la pieuvre.
Bonne fabrication !
RE: Cote de maille
Salut !
Je n'ai pas trop répondu, car je n'ai pas pu tester ce que vous proposez… J'avais lu qu'une buse se changeait tous les 3 mois quand on imprime régulièrement (j'ai la même depuis 1 an et demi), j'ai décidé de faire de même mais j'ai eu beaucoup de mal à la reconfigurer correctement et je viens de découvrir que j'ai une fuite de plastique sur le dessus du bloc de chauffe... Je n'ai pas vissé ma buse jusqu'au bout pour laisser un espace entre la buse et le bloc de chauffe (qui me paraissait indispensable selon la notice). Du coup, il doit y avoir un espace entre le bloc de chauffe et la buse.
Je vais donc démonter la tête et essayer de nettoyer tout ça ...
Je reviendrais quand elle sera à nouveau fonctionnelle et que j'aurais testé ce que vous me conseillez 🙂
D'ailleurs, j'en profite pour poser une petite question @olivier-saraja, je n'ai jamais touché au Gcode, ce que tu utilises, tu l'ajoutes dans l'une des fenêtres dans Prusa Slicer ? Ou directement dans le fichier G code généré ?
RE: Cote de maille
Salut,
D'ailleurs, j'en profite pour poser une petite question @olivier-saraja, je n'ai jamais touché au Gcode, ce que tu utilises, tu l'ajoutes dans l'une des fenêtres dans Prusa Slicer ? Ou directement dans le fichier G code généré ?
Ça se règle dans PrusaSlicer, une "bonne fois pour toute", pour chacun de tes profils machines: Réglages de l'imprimante > G-code personnalisé > G-code de début
Attention, mon bloc ne remplace pas l'intégralité de l'original. Voici mon bloc entier, en comparaison, valable buse 0,4 mm, avec MMU2S en mode single:
M862.3 P "[printer_model]" ; printer model check
M862.1 P[nozzle_diameter] ; nozzle diameter check
M115 U3.11.0 ; tell printer latest fw version
G90 ; use absolute coordinates
;M83 ; extruder relative mode
;M104 S[first_layer_temperature] ; set extruder temp
;M140 S[first_layer_bed_temperature] ; set bed temp
;Tx
;M190 S[first_layer_bed_temperature] ; wait for bed temp
;M109 S[first_layer_temperature] ; wait for extruder temp
;G28 W ; home all without mesh bed level
;G80 ; mesh bed leveling
M83 ; extruder relative mode
M104 S160 ; set extruder temp
M140 S[first_layer_bed_temperature] ; set bed temp
Tx
M190 S[first_layer_bed_temperature] ; wait for bed temp
M109 S160 ; wait for extruder temp
G28 W ; home all without mesh bed level
G80 ; mesh bed leveling
M104 S[first_layer_temperature] ; set extruder temp
M109 S[first_layer_temperature] ; wait for extruder temp
;go outside print area
G1 Y-3 F1000
G1 Z0.4 F1000
; select extruder
Tc
; purge line
G1 X55 F2000
G1 Z0.3 F1000
G92 E0
G1 X240 E25 F2200
G1 Y-2 F1000
G1 X55 E25 F1400
G1 Z0.2 F1000
G1 X5 E4 F1000
M221 S{if layer_height<0.075}100{else}95{endif}
G92 E0
; Don't change E values below. Excessive value can damage the printer.
{if print_settings_id=~/.*(DETAIL @MK3|QUALITY @MK3).*/}M907 E430 ; set extruder motor current{endif}
{if print_settings_id=~/.*(SPEED @MK3|DRAFT @MK3).*/}M907 E538 ; set extruder motor current{endif}
J'ai mis en commentaire les lignes d'origine et remplacé par les miennes.
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS