RE: Correction des dimensions des pièces imprimées
@j-gabbai
Si tu penses pouvoir jouer impunément le "petit professeur" en nous faisant passer pour des cons (si, si, de façon très subtil, pernicieuse même), et qu'on va gentiment encaisser sans broncher, avec moi p'tit gars t'a pas pioché le bon numéro!
D'autant plus qu'à part du bla bla, tu ne met rien de concret sur la table, encore une fois, et je veux que tout lecteur observe bien ceci:
IL NE MET RIEN DE CONCRET SUR LA TABLE: PAS D'ESSAI, PAS DE MESURE, RIEN!
Tu appelles ça une erreur, sur REPRAP. ORG ils appellent ça un paramètre pour l'étalonnage.
Oh pardon, il est vrai que ces gars là sont aussi tous des glands!
Y'a pas un autre post où tu pourrais aller, histoire d'emm… d'autres personnes?
@Michel:
Zut, j'avais écris "avant la fin de la soirée" pour mon pari! 🤣
J'essaye de faire, mesurer et partager...plus pratique que théorique, peu de blabla, des résultats… La preuve incombe à celui qui affirme….en faisant et mesurant
RE: Correction des dimensions des pièces imprimées
L'exemple du Km c'était une façon de visualiser le problème. En modifiant le pas/mm vous changez notablement la distance totale parcourue alors que sans rien modifier, vous aurez un écart toujours identique de 0,1 ou 0,2mm après 1km. Peux-tu dire autre chose ? Besoin de faire un test ?
Maintenant la pratique reste la pratique, mais il est toujours intéressant de garder l'esprit clair et de bien comprendre ce que l'on fait.
Ayant un peu de temps cet après midi j'ai relu ton dernier commentaire et la partie que j'ai reprise ci dessus m'avait échappé.
Donc oui je peux dire autre chose et en particulier ceci : tu te rappelles certainement mes photos dans l'autre discussion, une avec les deux pions vus de dessus et l'autre avec la boîte et le pied à coulisse. Les pions font 25 mm de diamètre à la base, la boîte fait 50 mm de large et dans mon tableau il s'agit d'une pièce de 100 mm.
Je n'ai fait qu'une et une seule correction du nombre de pas par mm or à moins que tu puisses m'expliquer ça avec une des théories dont tu as le secret, ça prouve que tu as tort sur ce point et je te le prouve.
A raison de 100 pas par mm sans correction, on aura 2500 pas pour le pion, 5000 pas pour la boite, 10 000 pas pour la dernière pièce et 100 000 000 pas pour ton km.
J'ai corrigé en mettant 100,12 pas par mm en X l'imprimante fera donc 2503 pas pour 25 mm, 5006 pas pour 50 mm, 10012 pas pour 100 mm et 100 120 000 pas pour ton km, je ne sais pas où est ce que tu vas me trouver un écart identique. 🙄 🙄
Alors ?
RE: Correction des dimensions des pièces imprimées
J'ai essayé d'éditer mais le forum a été plus rapide que moi.
Je voulais juste préciser que l'erreur d'origine se cumulait de la même manière que la correction sinon le rapport de pas par mm serait du flan !!
RE: Correction des dimensions des pièces imprimées
Confondre encore offset (donc une valeur fixe, qui vient se rajouter à n'importe quelle distance) et un "% plus petit", qu'on mentionne bien depuis le début….

Alors pour rappel, un % c'est bien proportionnel, n'est-ce pas.
10% de 100 balles, ça fait 10 balles…"mais alors pour 1000 balles?" ...bin ça fait 100 balles, Jakus
"Aaaaaah mais alors plus la somme est importante et plus le rabais de 10% donne une grosse ristourne"?
Ouiiiii, et tu peux descendre aussi: pour 10 balles ça te fait plus que 1 euro, et pour 0 euro, bin...zéro, rien , Nada, t'as pas de ristourne puisque 10% de rien, ça donne rien, tu comprends Jakus?
"Oh nom de Dieu! ça passe par zéro et c'est proportionnel! tu veux dire que c'est linéaire?"
Calculer le 10 % de quelque chose, ça revient à multiplier par 0.1...donc si x est la somme à payer avant le rabais et que tu appelles le rabais y tu as une équation y = 0,1 . x moins linéaire que ça, ça devient difficile...
"Ok mais pour tes mesures?"
Ah bin pour ça , fallait les lire et les comprendre, et pas nous faire Ch.. avec tes salades, Jakus
On reprend la pièce d'évaluation?:
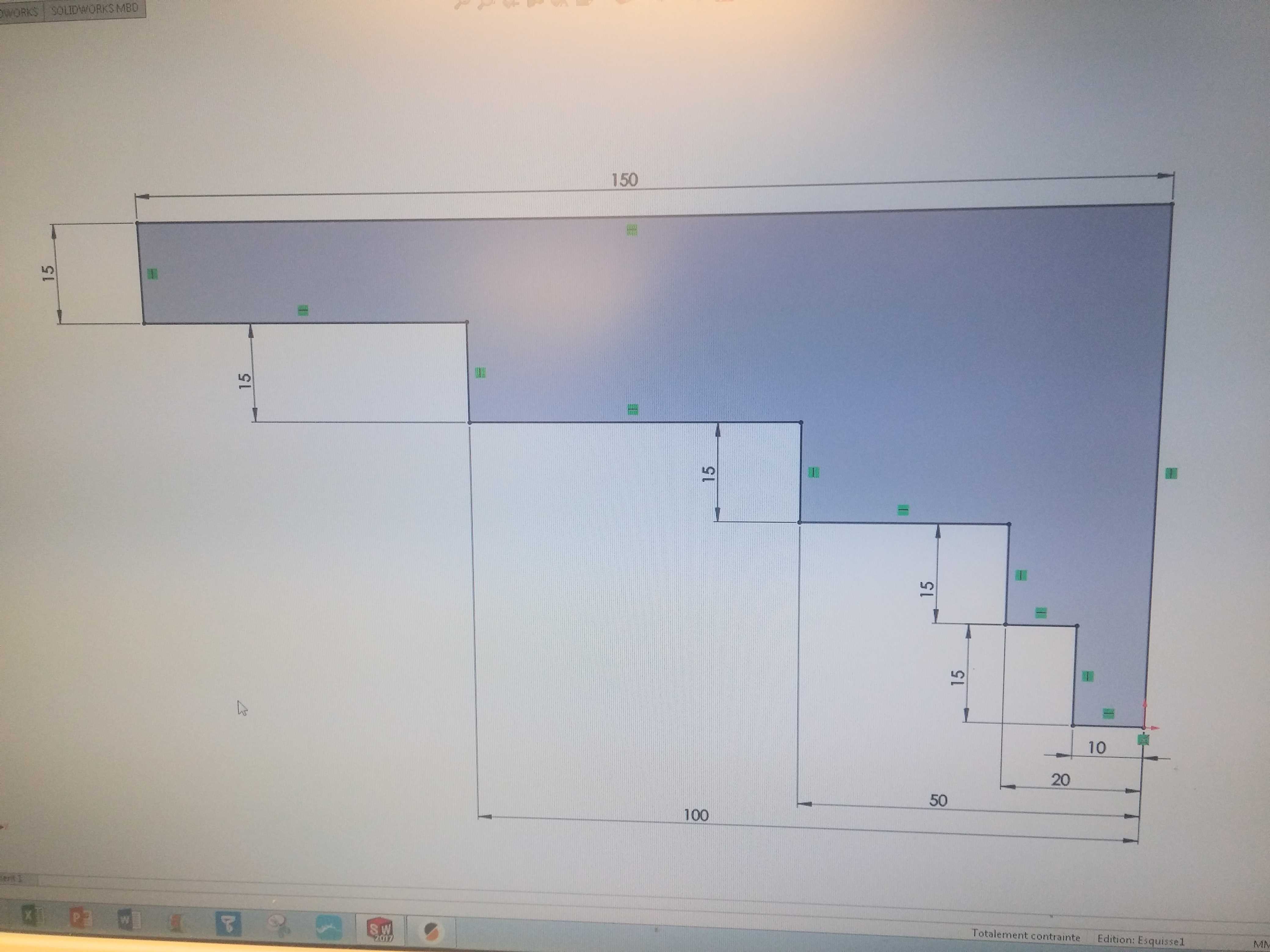
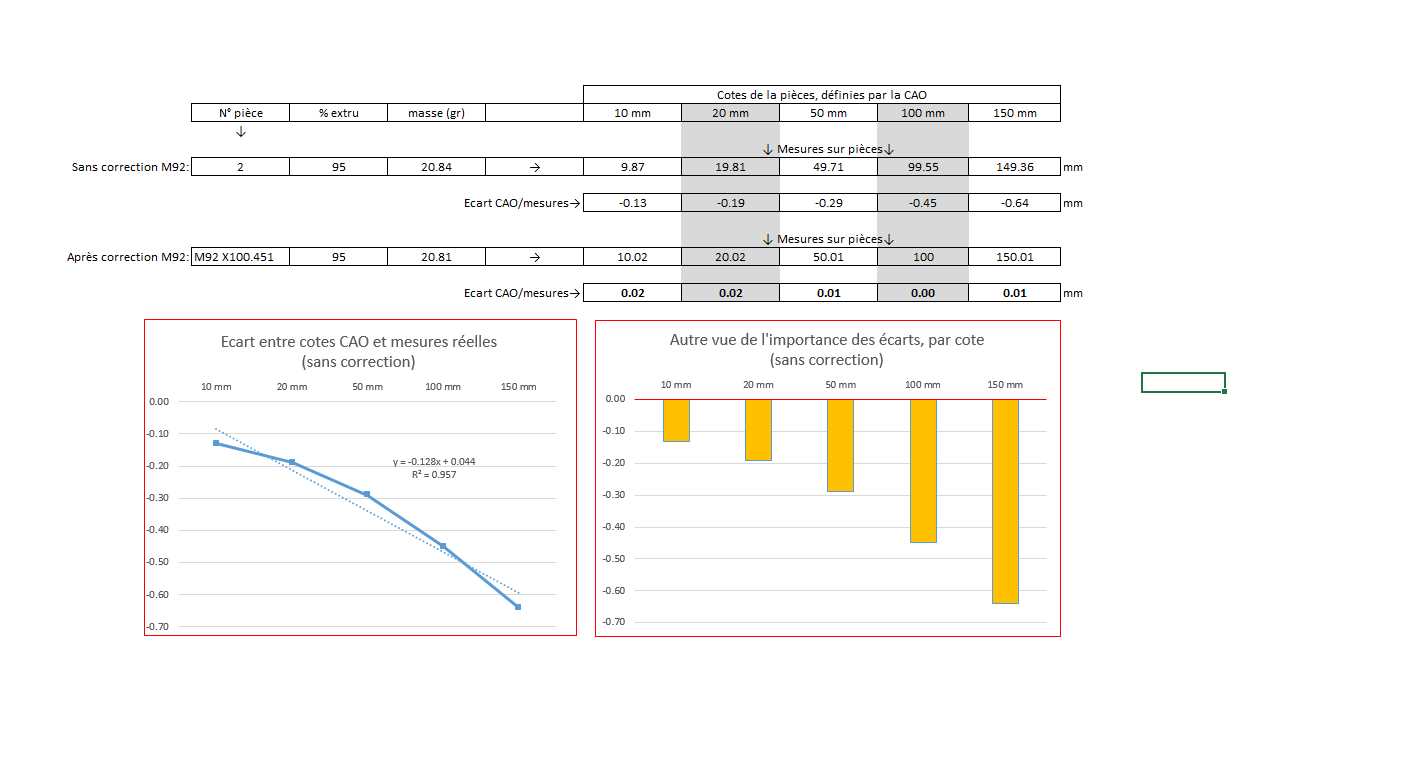
Maintenant, Jakus, regarde bien les mesures des cotes de 10 à 150mm, sans rien changer au firmware de l'imprimante, puis après correction M92:
"Niaaaaaa! y'a trop de chiffres, je comprends rien à tous ces chiffres! Tu veux montrer que j'ai tord avec tes chiffres et.." Ferme là Jakus et lit, de gauche à droite , comme le journal.
Cote de 10, mesure 9,87mm ,écart 10-9,87 = 0,13mm tu vois, l'un sous l'autre; puis cote de 20mm, mesure 19,81mm donc écart 20-19.81 = 0,19mm OK?
A toi: la cote de 50?
"Heuuu 49,71?" bieennn , donc quel écart entre 50 et 49,71?....prend ta calculatrice… "0,29mm!" Exxxxxcellent!
Tu continues…"Ah ok alors 100- 99,55 = 0,45 plus petit et 150-149,36 = 0,64 plus petit" Parfait Jakus!
Met les écarts les un à côté des autres.
"-0,13 puis -0,19 puis - 0,29 puis " STOP! avec une règle simple d'arrondi ça donnerait quoi?
"Bin -0,1 puis -0,2 puis -0,3 …Ooooh ! Plus la cote monte, et plus l'écart monte aussi!"
T'as vu si c'est balaise ça? C'est illustré par 2 graphique ci-dessus Jakus: regarde
"Alors le petits batons orange je comprend mais celui de gauche…. Aaaaah ça recommence! Tu veux m'embrouiller avec tes chiffres, je vois rien avec tes chiffres, plus c'est simple moins c'est compliqué, et puis" La ferme Jakus, la ferme
A gauche, c'est ce qui s'appelle une droite de regression, dans excel ils appellent ça une courbe de tendance .
Le R² est le coefficient de corrélation, mais je t'explique pas plus loin , car tu as déjà du mal avec la proportionnalité. Sache que 0,96, sur 1 essai, c'est vraiment pas mal. 1 voulant dire que c'est parfait, et zéro, que tu peux pas modéliser par une fonction linéaire.
On ferait plusieurs essais et on moyennerait chaque catégories de mesures, ça deviendrait de mieux en mieux… pour en savoir plus tu iras voir les moindres carrés sur internet, mais là avec ça on est bien.
Du coup, je choisi les vrais mesure de la cote de 100 mm, soit 99,55 pour calculer le coefficient correcteur.
"Pourquoi tu choisi 100 mm?" Tu es loin d'être le seul à avoir de l'expérience Jakus...en prenant ce qui correspond à peu près à la moitié de la capacité d'un axe, tu obtiendras le meilleur compromis.
Et après correction M92 X100.452 tu as les valeurs en bas de la feuille excel, avec les écarts: 0,02 ; 0,02 ; 0,01 ; 0,00 ; 0,01...
"Mais...t'as pas 0,00 pour toutes les dimensions?" Certes Jakus, certes…. mais on parle d'écarts de 0.00 à 0.02 mm , sur pièce, par rapport au plan de la CAO… Tu apprendras que le mieux est l'ennemi du bien...Et que ce à quoi j'arrive là avec une machine à 400 balles, je penses pas que tu y arrive avec une à 800 balles, sauf à suivre la même méthode...
"Mmmmgnaaaaaaaah, c'est pas possible, le moteur pas à pas y fais 200 pas, 1 tour c'est 200 pas, un tour c'est 360 degrés" ...Oui, c'est aussi 400 grades et 2Pi radians...fais gaffe tu fais une rechute là
"Aaaaaah m'interrompt pas , j'ai 47883 posts à mon actif, je suis le meilleur, la preuve , j'ai un blog à moi...et la poulie elle a 20 dents, pis la courroie elle est pleine de Kevlar, et puis tout ça c'est la faute à l'extrusion , et pis…" STOOOOP!
Ton histoire d'extrusion, moi, le l'ai testé avec le même modèle, la même pièce: ça marche pour 1, voir 2 dimensions, mais après...ça marche pas, puis que ça, ça "dégueule du plastique", et le dégueuli il déborde de pareil, qu'on soit sur 10 mm ou 150 mm, c'est donc une sorte d'Offset, mais ça on s'en fout car nous on corrige une erreur de dimensions, qui à la base est proportionelle...
"Ahgniiiiiii! C'est pas possible! tout est parfait! si le moteur y fait un tour, la courroie fait 4 km, avec ton truc tu démontres rien, faudrait un engrenage mou, une courroie liquide, faut parfaitement savoir tout comment ça se passe de tout et partout, sinon tu modifies un truc qui donne un résultat, alors que tu sais pas pourquoi le résultat y vient du truc que t'as fais, faut mesurer le déplacement de la tête avec un comparateur, ou par interférométrie laser, un moteur c'est 200 pas, un tour c'est 360° , si il loupe un pas y récupère le pas, et pis.." STOOOOOOP!
Tu veux pas comprendre que ce type de machine 1, c'est pas super rigide, 2 tu n'as pas étudié (ou tu as oublié) tous les problèmes qu'engendre la commande d'un déplacement par boucle ouverte, et tu sais quoi, moi je sais, mais je m'en fous, et tous ceux qui lisent y s'en foutent.
Le postulat de base c'est 'comment je peux améliorer les dimensions, au plus près de la CAO', et j'y arrive, tout le temps, c'est tout.
Par contre toi tu as essayé de refaire les essais, et de voir ce qu'apporte le M92?
"heuuu ...NON, …"
Ah...bin alors, tu sais quoi, Jakus?
FERME Ta Gue...le !
J'essaye de faire, mesurer et partager...plus pratique que théorique, peu de blabla, des résultats… La preuve incombe à celui qui affirme….en faisant et mesurant
RE: Correction des dimensions des pièces imprimées
@michel-l8
Mais tu as raison dans la description de ton problème, ta machine fait des pièces trop courtes, tu augmente en changeant le pas, ca fonctionne bien en effet. Probablement que dans tes mesures aussi il y a une proportion, cependant cette erreur ne peut s'appliquer que sur une relativement courte distance.
Ce qui ne va pas c'est que la correction que tu fais est une correction proportionnelle. Et c'est à ce moment que le raisonnement ne tient plus.
Pourquoi, parce que tu est d'accord qu'un tour c'est 3200 pas, si tu acceptes ca, tu acceptes aussi que 16 dents par tour c'est 16X2mm. Une fois exposé, tu comprends alors qu'un tour ne peut faire autre chose que 16x2mm. Tu es donc en présence d'un simple engrenage qui a un rapport fixe.
Dans le l'exemple de rouages d'horloge, l'aiguille des minutes fait un tour, pour avancer d'une heure et pendant des années l'aiguille des minutes sera parfaitement synchrone avec celle des heures. Dans notre cas tu ajoute une minute avant d'avancer l'aiguille des heures, après un moment les aiguilles vont se désynchroniser, il sera 30 minutes pour une heure exacte. Ca n'est simplement pas possible mécaniquement, tu ne peux pas ajouter 1/100 de dents sur un engrenage. Et si même tu es vicieux et lime une gorge pour ajouter 1/100, arrivé à cet endroit, la roue va coincer ou se resynchroniser avec l'autre engrenage en glissant un peu dans un bruit de grincement.
Pour remettre ca en perspective sur notre imprimante, tu as un moteur qui fait 32mm pour 3200 pas mais que tu mesures 31,5mm , tu ajoutes donc quelques pas pour en faire un peu plus. Ajouter quelques pas, c'est tourner un peu plus que 0° par exemple 0,1° de plus. Ta correction devient proportionnelle au déplacement. Il y a donc quelque chose qui ne va pas, on a un moteur qui fait un tour en 3200 pas, et une poulie de 16 dents, comment ca peut bouger de moins de 32mm sur un tour ? Très petit glissement, pas courroie pas tout à fait de 2mm ou que la courroie ne tire pas le plateau bien dans un axe bien parallèle au plateau (bon, ce n'est pas le cas)... Quoi qu'il en soit s'il y a bien une de ces erreurs. A moment donné la poulie va coincer dans les dents de la courroie parce que la poulie elle fait bien 16 dents. Il va se passer que la poulie va remettre la courroie en bonne place par un glissement de correction afin de s'enclencher bien dans la dent puisqu'elle ne peut passer au-dessus.
Pour cette raison, l'erreur que tu peux mesurer sur 100mm ne peux perdurer sur une longue distance. En faisant une augmentation de pas par contre au bout d'1Km ton "erreur" sera importante et parfaitement mesurable. Elle sera exactement autant de fois l'erreur corrigé sur 32mm qu'il y a de tours sur 1Km. Pour cette même raison, je peux te garantir que sur 1Km sans correction je serais aussi précis que sur un tour moteur de très exactement 32mm.
Je comprends parfaitement que ca ne soit pas simple à concevoir et c'est pour cette raison qu'il faut prendre des analogies et simplifier au maximum le problème. Si tu pars du postula que notre système fonctionne comme un engrenage, tu comprends alors qu'un système pas à pas est extrêmement précis puisqu'un tour ne fera jamais que 3200 pas.
je vais te laisse digérer ca. Ne me parle pas de théorie, c'est nécessairement théorique mais ca rejoint tout à fait la pratique. Ce que tu corriges c'est probablement un très léger glissement de la courroie qui est tendue. Ce n'est pas logique mais probable dans une certaine mesure et sur une petite distance. On a peut-être aussi un petit glissement de la courroie sur la poulie au moment du démarrage brutal et le son arrêt tout aussi brutal. En fait, je ne sais pas, mais il est certain que cette erreur ne peut pas être proportionnelle à la distance, alors que toi tu la corriges avec un delta proportionnel à la distance. Il est aussi vrai qu'on reste sur de petites distances et que l'erreur est très faible, ta compensation peut alors paraître efficace.
Bref, ne te casse pas la tête, prends les choses avec plus de philosophie, il y a des choses bien plus graves que ca. Cependant, il faut se rappeler que l'on apprend toujours des autres, qu'il disent vrai ou pas, ca fait bouger les neurones et tu peux alors te forger ton opinion. C'est rationnel, j'ai appris quelque chose, c'a ne l'est pas, j'ai remué mes méninge et j'ai prouvé (et je me suis prouvé) qu'il avait tors. Lorsque tu me parle de cuisine, je peux avaler tes parole parce que moi je suis une quiche en cuisine. Par contre lorsque je "cuisine" tout est exactement ce qui est écris sur la recette car je pense que c'est le cumul des petites erreurs qui font qu'au final ce n'est pas bon. Cuisine, mécanique, impression 3D c'est en quelque sorte la même chose, précis, c'est toujours mieux.
Par contre aujourd'hui j'ai eu en problème avec des valves que j'imprime. J'ai un trou dans un masque dans lequel s'insère ma valve. Ce trou est très légèrement conique (plastique moulé). Première pièce, elle s'ajuste au fond du trou en forçant mais ca entre. Seconde pièce, elle rentre mais pas jusqu'au bout. Je prends mon pied à coulisse et effectivement il y a une différence de côte de 0,15mm environ. Comment l'expliquer, la même machine, le même g-code et pas le même résultat. Je mesure mon fil et je trouve 50µ de plus sur le fil de la pièce qui coince que sur celui de la pièce qui est bonne ! Trop de PLA, il déborde sur l'extérieur et mon trou est plus petit. Alors même si ca devient rare, ça arrive encore.
L'impression 3D est l'avenir plus ou moins proche de toute l'industrie. Sa découverte ouvre l'esprit à la création, mais aussi à de nouveaux métiers et pour le moment un atout peu ordinaire à mettre impérativement sur un CV.
RE: Correction des dimensions des pièces imprimées
Ouahhhh ! Ca vole >>>>
En fait, j'aimerais un quatrième avis, histoire de départager les participants ! Cela 😉 finirait peut-être par être amusant voir drôle
Ok je sors ....
Prusa Core One - Prusa MK4S -2x Prusa Mini+ - Bambulab X1 Carbon/P1P- Silhouette Cameo 4-Laser Xtool S1 40w- Imprimante Canon Sublimation...
RE: Correction des dimensions des pièces imprimées
Bref, ne te casse pas la tête, prends les choses avec plus de philosophie, il y a des choses bien plus graves que ca. Cependant, il faut se rappeler que l'on apprend toujours des autres, qu'il disent vrai ou pas, ca fait bouger les neurones et tu peux alors te forger ton opinion. C'est rationnel, j'ai appris quelque chose, c'a ne l'est pas, j'ai remué mes méninge et j'ai prouvé (et je me suis prouvé) qu'il avait tors.
@ j-gabbai : j'ai supprimé toute ta théorie qui est parfaitement inutile et qui grandit de jour en jour.
Je t'ai juste mis en rouge l'essentiel. Tu fais un essai, tu mesures, tu mets un M92, tu refais un essai, tu mesures. Tu compares, c'est rationnel, c'est concret, tu peux apprendre quelque chose comme je l'ai fait. Et tu viens nous donner les résultats ici SANS AUCUNE THEORIE
Ne t'inquiètes pas pour ma tête, ma philosophie et mon calme, je gère certainement ça mieux que toi car je n'ai pas de problème d'égo. Quand je vois que je n'ai pas raison, je ne noie pas les autres avec des arguments théoriques, je le reconnais et je m'en excuse.
A toi de jouer maintenant, j'attends les résultats de ton essai point barre
RE: Correction des dimensions des pièces imprimées
@ j-gabbai : encore un détail avec ton exemple d'horloge, ce n'est pas puisque les aiguilles restent synchronisées au niveau de leur rotation que ton horloge donnera toujours l'heure juste. Et cette dérive peut se régler, j'avais un oncle qui travaillait en horlogerie en Suisse, je pourrais t'en parler longuement.
RE: Correction des dimensions des pièces imprimées
@Serge
Salut Serge!
Sympa de passer faire un tour!
Michel a ouvert cet autre post, pour montrer à toute personne intéressé comment on peut simplement améliorer la précision de pièces imprimées… Tu pourras essayer quand tu recevras ta Mini: tu constateras 4 choses:
- Les pièces sont un peu plus petite que ta CAO
- Qu'en corrigeant avec 1 ligne de commande M92 toutes les dimensions redeviennent quasi parfaites
- Que la proposition de l'autre quiche consistant à pousser du plastique comme un taré dans l'extrudeur ne fonctionne pas pour toutes les dimensions
- Que nous avons à faire à un andouille de parisien qui à nécessairement raison, puisque tous les autres ont tord.
Ce nouveau post n'était pas censé récupérer Mister casse couilles...
Mais que veux tu, "celui qui veut absolument se faire passer pour un expert" (ça ramène des clients…) ne lis pas ce qu'on fait, n'essaye pas (ou n'est pas capable) de comprendre. Il ré-écrit sans cesse les même conneries dont personne n'a rien à foutre. Il fait la course aux badges: plus t'écris et plus le "member rating" monte . Bon pour les affaires ça. Oui faut absolument aller sur son "Forum Rectum", ..non j'ai confondu, c'est "Forum Premium" pour aller lui acheter quelques bricoles...
@les autres
Oyez! Oyez! braves gens! l'abruti est de retour avec ses théories à la con dont personne n'a rien à foutre, mais surtout, qui ne résoudront pas le problème de base qui est Correction des dimensions des pièces imprimées
Michel créé ce nouveau post, et l'inutile de service dans sa première intervention écrit:
Lorsque j'aurais le temps, je vais procéder à un nouveau test afin de vérifier au moins vos dires. Si vous avez raison, je dois en trouver la raison.
Puis des pages et des pages à nous resservir le fonctionnement du moteur, la courroie, l'engrenage , la montre les heures et les minutes...
Hé dis donc "l'expert": le temps que tu passes à écrire tes conneries tu l'aurais déjà fais 10 fois le test, et tu aurais vu que ce qu'on a fait ça marche
Ce qu'on a fait
Toi, tu fais que dalle, si, à part nous faire Ch...ce que tu fais admirablement bien d'ailleurs.
Tu sers toujours la même soupe quand tes clients sont dans la M... avec ton matos…?
Dernière plaisanterie:
Je prends mon pied à coulisse et effectivement il y a une différence de côte de 0,15mm environ. Comment l'expliquer, la même machine, le même g-code et pas le même résultat. Je mesure mon fil et je trouve 50µ de plus sur le fil de la pièce qui coince que sur celui de la pièce qui est bonne !
Pas de photo, évidemment. Mesurer une pièce plastique paroi fine avec un pied à coulisse… d'ailleurs je sais plus qui a écrit qu'il fallait pas mesurer une pièce parce que, juste le Ø du fi,l il varie tellement que mesurer une pièce ça veut rien dire, faut mesurer le déplacement du Nozzle...
Ah si, ...c'est bien toi qui a écrit ça! Mais tu te l'appliques pas à toi même?
+0.05 mm? Bin dis donc, et tu oses vendre ça. Tu l'extrudes toi même?
Tu ferais mieux d'acheter du Prusament...
Tiens une idée: on peut aller sur ton Forum Premium pour mettre le même merdier? ça serait bien ça… Je peux même suggérer à 2 ou 3 potes d'ici de m'épauler?
J'essaye de faire, mesurer et partager...plus pratique que théorique, peu de blabla, des résultats… La preuve incombe à celui qui affirme….en faisant et mesurant
RE: Correction des dimensions des pièces imprimées
Eh oui on en est toujours au même point, un problème simple une solution simple et qui fonctionne.
Notre ami Jacques a dit : "tu as raison" mais ensuite il nous pond des kilomètres de littérature pour passer le confinement 🤣
Je fais beaucoup de pièces pour lesquelles la précision n'a aucune importance, mes petits fils ne mesurent pas les personnages ou autres gadgets que je leur imprime ( bon, je sais c'était avant le confinement car maintenant je les mets dans une boîte qu'ils auront plus tard 😉 )
Mais il m'arrive assez souvent de faire des pièces, pour moi ou d'autres, qui doivent s'emboîter sur ou dans d'autres pièces ou des appareils (car je suis fan de récup et détournement d'objets au passage) et c'est là que ça coince ou que ça ne tient pas en place suivant le montage.
Au lieu de limer ou coller je devais à chaque fois ajuster les dimensions dans Fusion 360 et réimprimer, ce qui provoque une perte de temps et du gaspillage de filament. je vous invite à essayer
Si vous constatez le même soucis, ça m'étonnerai quand même que j'ai la seule imprimante qui ait ce petit défaut 🤣 , je vous invite à essayer la correction décrite. Que ça ait marché pour vous ou non, c'est ici que vous pourrez le dire. Plus on aura de réponses et plus ça fera pencher la balance d'un coté ou de l'autre.
Mais de grâce, ne venez pas nous expliquer que la flexibilité de la queue de la vache ajoutée à la dérive de la trajectoire de la migration des hannetons est en théorie la cause de l'échec de la réintroduction des otaries en Afrique du Sud. On a déjà quelqu'un qui est sur le coup pour ça 🤣 🤣 🤣
RE: Correction des dimensions des pièces imprimées
@Michel
"flexibilité de la queue de la vache" on utilise aussi chez nous! Par contre notre ami peut pas connaître: là bas, à part le salon de l'Agriculture… et m'étonnerait qu'il le visite... et commence à expliquer aux paysans que ce sont pas des poules, ce sont des oiseaux. ..Prendrait vite un pain dans le groin le citadain
Toutes les imprimantes que j'ai achetées, ou que j'ai "calibrée" (n'en déplaise à l'autre quiche) ont toujours tendance à imprimer + petit...donc non , on n'est pas seule , et des exemples de corrections en M92, y'en a plein la toile et YouTube...
Alors que les afficionados du "Pousse du plastique Léon" ils peuvent se brosser pour atteindre du ± 0,00 ~0,02mm...
J'invite toute personne à une manip très simple:
- Vous imprimez une pièce de taille raisonnable disons 100mm maxi, dans toutes les directions. Pas plus haute que 5 ou 10 mm , faut pas gâcher
- Vous relevez les steps/mm de votre imprimante (bootstrap ou M501) . Par Exemple , vous lisez M92 X100 Y100 Z400... Notez ces valeurs
- Vous changez les valeurs sur X et Y en les remplaçant par leur moitié (pour l'autre "expert": la moitié = valeur/2) ; ça devient M92 X50 Y50 Z400 (on touche pas au Z, ainsi les hauteurs de déposes, de couchez, ne changeront pas
- Vous relancez la même impression, sans rien changer d'autre, Alors? "Oooooh, c'est plus petit!" Tout a fait, et de combien à vue de nez? Et bien on dirait fort qu'on a obtenu un modèle réduit échelle 1/2 non?
- Attention, Clou du spectacle: maintenant vous modifiez le M92 comme suit: M92 X200 Y200 Z400 (on touche toujours pas Z), mais vous le fait que si votre imprimante peut imprimer du 200 x 200 ...sinon vous saisissez M92 X150 Y150 Z400. Et vous relancez toujours le même G-Code...alors?
- Wouhaaaa! le modèle il est plus grand! .. Et oui alors? A vue de nez en terme d'échelle?..."et bien si tu met 200 ça donne un truc échelle 2:1 et avec 150 ça donne 1,5 fois plus!"
Tout à fait, et cela s'applique à toutes les dimensions en X et Y de votre pièce! Géniale non?
Mais alors, question pour ceux qui sortent de Normale Sup: si au lieu de 100, je rentre 100,452 ??? ça va donner quoi?
"une pièce très légèrement plus grande, dans toutes les dimensions en X et en Y! Mon nom c'est Genius m'sieur!"
Bien Genius, mais alors en admettant que l'imprimante, sortie de sa boite, me donnait cette pièce avec les dimensions, dans toutes les directions, plus petite que ma CAO… faudrait faire quoi?
"Bouhaa l'autre: une régle de 3 entre la cote théorique et la cote réelle, et appliquer le ratio sur la valeur de pilotage de l'axe considéré. T'as vu comme on touche à Normale SUP?"
Ah ça, vous êtes balaises...et tranquilles: j'en connais un qui passera jamais le concours d'entrée...mais revenons à notre développement:
...et donc ces valeurs modifiées via M92, alles ont un impact proportionnel et linéaire sur les dimensions?
"bin évidemment, c'est un simple coefficient, faudrait être con comme un moulin pour pas comprendre!"
ça tombe bien, un moulin on en a un qui brasse du vent depuis des semaines. Alors si l'un d'entre vous pouvait lui expliquer, il comprendrait peut être, mais attention, vous aurez du mal
J'essaye de faire, mesurer et partager...plus pratique que théorique, peu de blabla, des résultats… La preuve incombe à celui qui affirme….en faisant et mesurant
RE: Correction des dimensions des pièces imprimées
@ j-gabbai : encore un détail avec ton exemple d'horloge, ce n'est pas puisque les aiguilles restent synchronisées au niveau de leur rotation que ton horloge donnera toujours l'heure juste. Et cette dérive peut se régler, j'avais un oncle qui travaillait en horlogerie en Suisse, je pourrais t'en parler longuement.
Sauf que c'est la distance et non le temps qui nous préoccupe dans l'exemple.
Je n'écris pas pour me faire plaisir mais pour tenter d'expliquer que l'on peut solutionner un problème par une compensation qui peut être efficace mais pas la véritable solution. D'autres fois nous n'avons pas le choix et pas d'autre solution, alors on compense comme on peut.
J'ai tout dit, vous le prenez mal alors que je n'ai dis que des choses vérifiables. Si je vous montre mon pied à coulisse, vous allez dire que je triche ca n'a donc aucune utilité.
En substance :
Un tour c'est très exactement 3200 pas pour 360,000° (c'est physique et ne dépend pas du moteur)
Une poulie fait très exactement 16,000 dents (comptez)
La courroie a un pas de 2mm (c'est assez précis pour donner comme caractéristique première, non pas sa longueur, mais le nombre de dents et son pas (consultez les catalogues, vous ne trouverez pas la longueur d'une courroie fermée mais juste le nombre de dents.
On a donc des données très précises qui expliquent que la distance de déplacement sera très précise.
Après on peut en effet y opposer des mesures effectuées sur le plastique en me soutenant que le fil Prusa est parfait au µ, que les mesures sont faites avec un soin particulier avec un pied à coulisse au µ,... Vous avez nécessairement raison
Cependant, ca ne peut remettre en question les principes mécaniques de base. On a un conflit, la théorie c'est ça, la pratique est autre.
Il y a donc une explication autre. Je vous ai donné une piste avec l'élasticité de la courroie qui dans votre cas est coupée. Les fibres maintiennent moins bien la distance entre les dents. Une tension un peu forte va nécessairement entraîner une élongation minime du pas parce que dans notre cas on ne fait qu'au maximum 20 cm de déplacement. Cette explication peut alors être rationnelle et dans ce cas on peut effectivement compenser en ajustant le rapport pas/mm
Si c'est bien la cause de vos problèmes, on a donc une solution véritable avec son explication. Si c'est le cas, on sait aussi que si l'on détend un peu la courroie, ce réglage doit lui aussi changer.
Pour en arriver à ce constat, il faut nécessairement réfléchir et se creuser la tête, c'est ce que nous avons fait ici même.
Après, contrôlez bien vos mesures, comment vous mesurez, et ce que vous mesurez. On est quand même dans un rapport de 0,1% de précision, votre mesure et votre pièce doivent êtres parfaites
L'impression 3D est l'avenir plus ou moins proche de toute l'industrie. Sa découverte ouvre l'esprit à la création, mais aussi à de nouveaux métiers et pour le moment un atout peu ordinaire à mettre impérativement sur un CV.
RE: Correction des dimensions des pièces imprimées
@ j-gabbai : encore un détail avec ton exemple d'horloge, ce n'est pas puisque les aiguilles restent synchronisées au niveau de leur rotation que ton horloge donnera toujours l'heure juste. Et cette dérive peut se régler, j'avais un oncle qui travaillait en horlogerie en Suisse, je pourrais t'en parler longuement.
Sauf que c'est la distance et non le temps qui nous préoccupe dans l'exemple.
Décidément tu veux avoir réponse à tout et cela par n'importe quel moyen. Certes l'horloge donne l'heure mais si elle avance ou retarde le temps qui est passé reste le même en revanche la distance parcouru pas les aiguilles NON
Je n'écris pas pour me faire plaisir mais pour tenter d'expliquer que l'on peut solutionner un problème par une compensation qui peut être efficace mais pas la véritable solution. D'autres fois nous n'avons pas le choix et pas d'autre solution, alors on compense comme on peut.
Je n'ai jamais dit que c'est la seule solution mais jusqu'à ce que tu me prouves le contraire CONCRETEMENT c'est la seule qui s'applique avec efficacité
J'ai tout dit, vous le prenez mal alors que je n'ai dis que des choses vérifiables. Si je vous montre mon pied à coulisse, vous allez dire que je triche ca n'a donc aucune utilité.
En substance :
Un tour c'est très exactement 3200 pas pour 360,000° (c'est physique et ne dépend pas du moteur)
On s'en tape de ton tour, pour la nième fois l'imprimante avance car elle reçoit des impulsions qu'elle traduit en PAS. Tu programmes des moteurs pas à pas et tu n'arrives pas à saisir ce principe ? C'est une technique pour paraître plus crédible de pousser la précision d'un tour à 3 chiffres après la virgule ?
Une poulie fait très exactement 16,000 dents (comptez)
Qu'elle fasse 16 ou 20 ou 24 dents, ça change quoi à part nous abreuver de théories stupides et inutiles ?
La courroie a un pas de 2mm (c'est assez précis pour donner comme caractéristique première, non pas sa longueur, mais le nombre de dents et son pas (consultez les catalogues, vous ne trouverez pas la longueur d'une courroie fermée mais juste le nombre de dents.
Encore un truc que je sais et que je ne conteste pas et surtout qui ne change rien au problème car la courroie jusqu'à preuve du contraire ne fait que transmettre un mouvement
On a donc des données très précises qui expliquent que la distance de déplacement sera très précise.
Eh oui et c'est bien là que tu ne veux pas admettre que si je modifie le paramètre en pas par mm alors la distance de déplacement sera toujours PRECISE mais DIFFERENTE
Après on peut en effet y opposer des mesures effectuées sur le plastique en me soutenant que le fil Prusa est parfait au µ, que les mesures sont faites avec un soin particulier avec un pied à coulisse au µ,... Vous avez nécessairement raison
Je n'ai jamais abordé la notion de diamètre du filament
Cependant, ca ne peut remettre en question les principes mécaniques de base. On a un conflit, la théorie c'est ça, la pratique est autre.
Ce n'est pas moi qui remet en cause les principes de la mécanique car quand je dis que j'augmente le nombre de pas par mm, je change un paramètre pas un principe. Il n'y a aucun conflit à ce niveau à part celui que tu créé en t'obstinant avec ta théorie sans vérification pratique et concrète
Il y a donc une explication autre. Je vous ai donné une piste avec l'élasticité de la courroie qui dans votre cas est coupée. Les fibres maintiennent moins bien la distance entre les dents. Une tension un peu forte va nécessairement entraîner une élongation minime du pas parce que dans notre cas on ne fait qu'au maximum 20 cm de déplacement. Cette explication peut alors être rationnelle et dans ce cas on peut effectivement compenser en ajustant le rapport pas/mm
Et voilà, tu reviens à la charge avec ta théorie sur la cause, dont par ailleurs je n'ai jamais parlé en premier, alors que je te parles du résultat à savoir une erreur que j'arrive à corriger mais que toi tu n'arrives pas à comprendre
Si c'est bien la cause de vos problèmes, on a donc une solution véritable avec son explication. Si c'est le cas, on sait aussi que si l'on détend un peu la courroie, ce réglage doit lui aussi changer.
Mais qu'est ce que tu viens faire avec la tension de la courroie ici ? Du coté où la courroie tire, s'il y a du mou elle le compense ça peut induire un décalage au départ mais pas sur la longueur car une fois qu'elle tire elle respecte tout le tralala que tu nous a expliqué plus haut.
Pour en arriver à ce constat, il faut nécessairement réfléchir et se creuser la tête, c'est ce que nous avons fait ici même.
Après, contrôlez bien vos mesures, comment vous mesurez, et ce que vous mesurez. On est quand même dans un rapport de 0,1% de précision, votre mesure et votre pièce doivent êtres parfaites
Au lieu d'essayer de nous faire passer pour des quiches, on ne parle pas de pièces parfaites mais de pièces qui ont les dimensions les plus proches de celles qu'elles devraient avoir et si tu reprends mon tableau du début j'arrive à une moyenne d'erreur de 0,046 mm sur 100 mm (0,00046 %), ce n'est pas assez précis pour toi ?
Fais toi même un essai si tu n'as pas peur de te rendre compte que tu n'as pas raison depuis le début.
Une fois de plus je te réponds point par point en te montrant concrètement ce qui fonctionne et qui est vérifiable alors c'est quoi cette manie de revenir à la charge avec toute ta littérature théorique alors que je ne te demande que du concret, c'est trop dur à comprendre pour toi ?
Ta théorie je n'en ai pas besoin, nous ne sommes plus sur les bancs de l'école avec un professeur qui nous parle, nous sommes devant un problème concret avec une solution concrète.
RE: Correction des dimensions des pièces imprimées
@michel-l8
Ton dernier message clos la discussion, faites ce que vous voulez et comme vous le voulez.
L'impression 3D est l'avenir plus ou moins proche de toute l'industrie. Sa découverte ouvre l'esprit à la création, mais aussi à de nouveaux métiers et pour le moment un atout peu ordinaire à mettre impérativement sur un CV.
RE: Correction des dimensions des pièces imprimées
Un problème d'égo ?
Tu n'as pas réussi à imposer ta science alors que tout ce qu'on attendait de toi c'est que tu essaies et que tu nous dises ce que ça a donné.
Dans la vie il y a ceux qui trouvent des solutions et ceux qui cherchent des excuses, je suis dans le premier groupe. Ah tiens, Sylvain est là aussi 🤣 🤣 🤣
RE: Correction des dimensions des pièces imprimées
Il manque pas de toupet l'andouille de service! Braves lecteurs reprenons tous en coeur:
Que des conneries ! La liste:
Sauf que c'est la distance et non le temps qui nous préoccupe dans l'exemple.
C'est qui le premier qui est venu rajouter, à sa lithanie, les secondes, les minutes…?
J'ai tout dit, vous le prenez mal alors que je n'ai dis que des choses vérifiables.
Tu ne fais que parler, non, écrire, et t'emmerdes tout le monde avec ta théorie que ne sert à rien. Et toi le pseudo spécialiste de mes 2 tu ne fais rien, tu ne produit rien, et tu ne mesures rien...1er pipeau à l'Opéra de Paris!
Je vous ai donné une piste avec l'élasticité de la courroie qui dans votre cas est coupée.
A bin raté, pas de pot, sur Prusa Mini elle ne sont pas coupées les courroies… dommage Hein? Flagrant délit de j'arrête pas d'ouvrir ma gueule, mais je connais pas les imprimantes dont vous me parler.
En plus tu as écris 2000 fois que les courroies, "y'a du Kevlar, ça bouge pas, on appelle ça timing belt " ...charlot, charlot, et encore charlot!
Après on peut en effet y opposer des mesures effectuées sur le plastique en me soutenant que le fil Prusa est parfait au µ, que les mesures sont faites avec un soin particulier avec un pied à coulisse au µ,... Vous avez nécessairement raison
Tu veux dire que PRUSA mentent sur leurs caractéristiques de fil ? Ecrit le franchement, je leur fait suivre dans la minute.
Quand aux mesures, tu viens quand tu veux pour que je t'explique. Toi même t'es infoutu de faire une MSA (Attention, c'est pas Mutualité Sociale Agricole, c'est Measurement System Analysis: normes QS 9000, ISO/TS, etc)
Dans notre cas , il faudrait regarder le % R&R ou le P/T/ ratio? Répond Guignol!
Si c'est le cas, on sait aussi que si l'on détend un peu la courroie, ce réglage doit lui aussi changer.
Ah mais tout a fait: on peut aussi laissé démontée l'imprimante dans sa boite d'origine, là effectivement on démontrera qu'un étalonnage en M92 ne change rien. Après le capteur Z et tes assertions à la con dessus, une de plus, tu as essayé ce que tu écris? Non donc que du vent, que des conneries.
Pour en arriver à ce constat, il faut nécessairement réfléchir et se creuser la tête, c'est ce que nous avons fait ici même.
Encore faudrait-il qu'il y ait un cerveau dans la tienne, connecté correctement, le cerveau.
Michel et moi n'avons pas ce problème. On essaye d'aider une personne qui voudrait améliorer ses prints.
Toi , je répète, tu n'interviens que pour de la mousse et attirer des gens dans ton Forum Rectum . Il est vrai qu'auprès de novices tu peux faire illusion… mais envers nous, que dalle, on ne voit que la grande bouche qui déballe 800 fois les mêmes conneries et qu'à même pas les couilles d'essayer ce qu'on préconise.
Le meilleur pour la fin:
Après, contrôlez bien vos mesures, comment vous mesurez, et ce que vous mesurez. On est quand même dans un rapport de 0,1% de précision, votre mesure et votre pièce doivent êtres parfaites
Cette seule phrase montre et démontre que tu ne vaux pas un clou en métrologie...C'est quoi une "pièce parfaite" si des gars de métrologie passent dans le coin ils vont bien rire...et tu revendiques 43 ans d'expérience en maintenance!...T'es resté 43 ans sur le même problème ou bien?
J'attend tes réponses sur %R&R et P/T ratio. Ah oui c'est vrai: va vite chercher sur Internet de quoi ça cause. Tiens profites en pour me dire si tu préfères la méthode Anova ou Xbar /R, et pourquoi.
J'essaye de faire, mesurer et partager...plus pratique que théorique, peu de blabla, des résultats… La preuve incombe à celui qui affirme….en faisant et mesurant
RE: Correction des dimensions des pièces imprimées
@ Jacques:
Pas possible! Je lis bien?:
@michel-l8
Ton dernier message clos la discussion, faites ce que vous voulez et comme vous le voulez.
Sérieux, tu arrêtes de venir pourrir la discussion avec tes assertions inutiles?
Dommage! Je t'ai posé plein de questions techniques, jamais une réponse. ...sniff
Le rôle de Diva qui méprise, et ne répond pas, te va à ravir.
Mais tu aurais aussi carrément pu t'abstenir dès le début alors!.
On peut créer un nouveau post où on met nos essais, si quelqu'un veut essayer, sans que tu viennes semer ta merde? Tu pourrais faire ça?
Si tu veux, au tout début on met l'adresse de ton blog, magasin et tout le toutim, en recommandant même aux lecteurs d'y aller faire un tour! Bien ça, non?
@Michel :
J'ai traduit mon CR d'essais en anglais et envoyé à Prusa. ils ont transmis à leur tech. J'ai aussi écris au support technique de Simplify 3D .Je te tiendrais informé en MP de leurs retours.
J'ai reçu le nouvel extrudeur BondTech pour ma Mini: vache, ça à l'air costaud: techno dual gear: le fil là-dedans il va pas glisser: je peux ranger l'hygromètre, ..
Mais je garde le calendrier pour les phases de la lune… paraîtrait que si tes prints sont trop grands, faut imprimer en lune descendante. Et inversement, pour des prints trop petits, faut imprimer en lune montante.
La théorie support est que si ça fonctionne pour les haricots, les patates et les coupes de cheveux, ça ne peut que fonctionner pour l'impression 3D. Irréfutable comme approche.
A bientôt
J'essaye de faire, mesurer et partager...plus pratique que théorique, peu de blabla, des résultats… La preuve incombe à celui qui affirme….en faisant et mesurant
RE: Correction des dimensions des pièces imprimées
@ Jacques:
Pas possible! Je lis bien?:
@michel-l8
Ton dernier message clos la discussion, faites ce que vous voulez et comme vous le voulez.
Sérieux, tu arrêtes de venir pourrir la discussion avec tes assertions inutiles?
Dommage! Je t'ai posé plein de questions techniques, jamais une réponse. ...sniff
Le rôle de Diva qui méprise, et ne répond pas, te va à ravir.
Mais tu aurais aussi carrément pu t'abstenir dès le début alors!.
On peut créer un nouveau post où on met nos essais, si quelqu'un veut essayer, sans que tu viennes semer ta merde? Tu pourrais faire ça?
Si tu veux, au tout début on met l'adresse de ton blog, magasin et tout le toutim, en recommandant même aux lecteurs d'y aller faire un tour! Bien ça, non?
@Michel :
J'ai traduit mon CR d'essais en anglais et envoyé à Prusa. ils ont transmis à leur tech. J'ai aussi écris au support technique de Simplify 3D .Je te tiendrais informé en MP de leurs retours.
J'ai reçu le nouvel extrudeur BondTech pour ma Mini: vache, ça à l'air costaud: techno dual gear: le fil là-dedans il va pas glisser: je peux ranger l'hygromètre, ..
Mais je garde le calendrier pour les phases de la lune… paraîtrait que si tes prints sont trop grands, faut imprimer en lune descendante. Et inversement, pour des prints trop petits, faut imprimer en lune montante.
La théorie support est que si ça fonctionne pour les haricots, les patates et les coupes de cheveux, ça ne peut que fonctionner pour l'impression 3D. Irréfutable comme approche.
A bientôt
J'essaye de faire, mesurer et partager...plus pratique que théorique, peu de blabla, des résultats… La preuve incombe à celui qui affirme….en faisant et mesurant