ABS et Surplombs
Bonjour
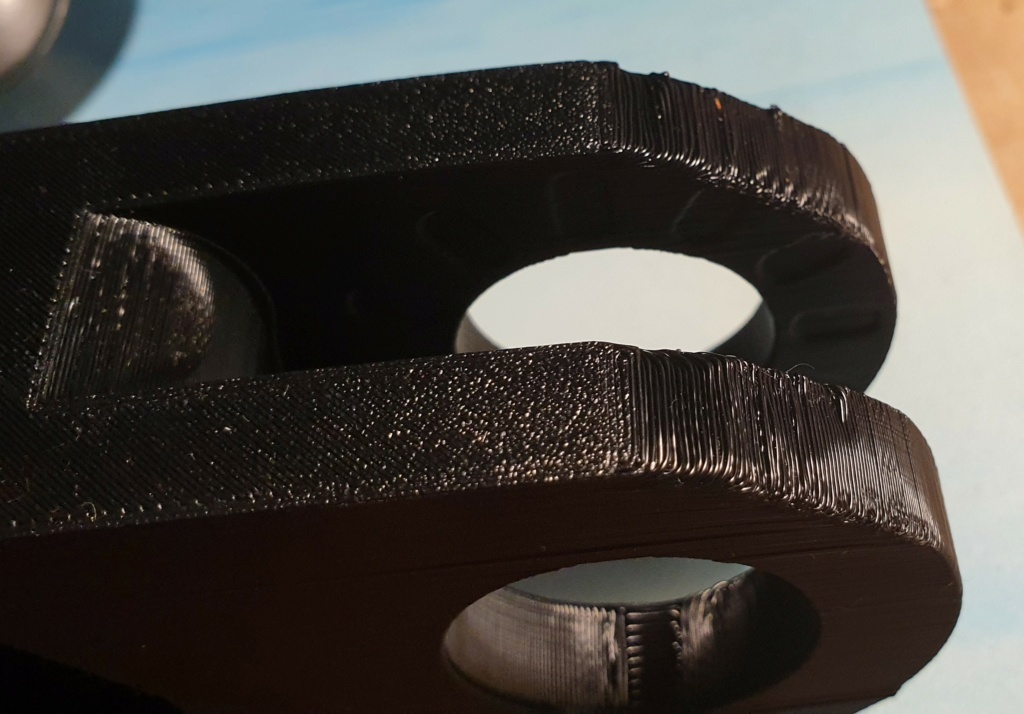
Je sollicite vos expériences et conseils étant confronté à un problème de qualité d'impression en ABS sur des surplombs.
Conditions de print :
Machine MK3s FIRMWARE 3.9.3
Fil : Prusa ABS (noir ou vert) Profil PrusaSlicer 2.3.0 Prusa ABS (255 C°)
Sous enceinte close (35 à 40 C° Humidité 20 à 17 %)
J'ai fais quelques tests pour tenter d'améliorer le problème :
1 - Des supports > Idem
2 - Ventilo toujours actif 15% > Idem
3 - Ventilo toujours actif 15% & portes de l'enceint ouverte > Idem
4 - 245 C° > Idem
5 - 235 C° + Ventilo 35% > Idem
6 - 230 C° + ventilo 50% > Idem
7 - 230 C° + Support + Ventillo à pleine vitesse dès la couche 2 > Idem
Si quelqu'un à une idée, un conseil, une recommandation, je suis preneur.
Merci d'avance et bon week end
Manu
https://www.thingiverse.com/FlyManou/designs
RE: ABS et Surplombs
Je n'ai jamais imprimé de l'abs, mais le pb est peut être dû à l'orientation de ta pièce sur le plateau. Essaye de la positionner de sorte à ce que les surplombs soient exposés le plus longtemps possible au flux d'air du print fan. Bref, les surplombs plutôt vers les Y+ pour que le refroidissement les "saisisse" le plus rapidement possible...
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS
RE: ABS et Surplombs
Bonsoir olivier-saraja et merci.
C'est une piste classique en effet que l'on retrouve sur #2 ÇA S'EFFONDRE.
Je ne l'ai pas précisé mais j'ai en effet tenter de changer d'orientation, sans résultat.
Pour l'ABS il n'y a pas de refroidissement, le ventilo ne tourne pas du tout (sauf pour les ponts). D'où ma tentative de le forcer à différentes vitesses pour essayer de refroidir le plastique plus rapidement...
Manu
https://www.thingiverse.com/FlyManou/designs
RE: ABS et Surplombs
Les surplombs, c'est le problème.
D'après mes tests, au-delà de 70° (rapport à la verticale), quoique l'on fasse, ça s'effondre et on se retrouve avec le périmètre extérieur totalement dans le vide.
comme tu as déjà essayé les supports, modifie un peu le départ de ta pièce (un chanfrein au départ est bien meilleur qu'un congé)
MK3S(MMU2S), MK3S(Single), Fusion 360, Blender (débutant), Openscad
RE: ABS et Surplombs
Pour du PLA avec ventilation, j'aurais dit que tu peux ralentir la vitesse d'impression et la température pour limiter l'effondrement. Sans ventilation, je dirais au contraire d'accélérer l'impression (pour dégager la buse chaude au plus vite de la zone de dépôt), tout en baissant la vitesse autant que possible.
Je ne sais pas s'il y a des modificateurs (via des formes) dans Prusa Slicer qui permettent de gérer ce type d'exception, ou si cette idée me vient de Cura. Quel que soit le slicer, je n'ai pas l'habitude de les pratiquer.
Anycubic Photon Mono X 6k et Wash&Cure Plus, Bambulab X1c avec AMS