Wellen-/Lager-/Druckbettoptimierung, mein Weg zur Perfektion... 😉
Hallo und frohes Fest,
nach der vergangenen Diskussion über Lager-/Wellenschaden durch schlechte Schmierung und der, für Anfänger, fehlerhaften Anleitung von Prusa, habe ich mit einen neuen Satz Lager und Wellen von Misumi bestellt. Jetzt tausche ich diese frühzeitig aus bevor noch ein Schaden entsteht, die Y-Achse war letzte Woche schon dran.
Die Lager habe ich mehrere Stunden in ISO eingelegt und gereinigt, und nach dem Trocknen/Verdunsten mit LM47 geschmiert, passend zur 100g Tube kann man sich dieses geniale Hilfsmittel ausdrucken, das erleichtert die Schmierung ungemein und ist dadurch super sauber.
Vor dem Austausch druckte ich mir andere Wellen- und Lagerhalter aus:
Wellenhalter ohne Kabelbinder: https://www.thingiverse.com/thing:3305218
Lagerhalter ohne Metallbügel: https://www.prusaprinters.org/de/prints/1396-customizable-prusa-mk3-y-axis-bearing-holder (Ich brauchte die Version +0,2)
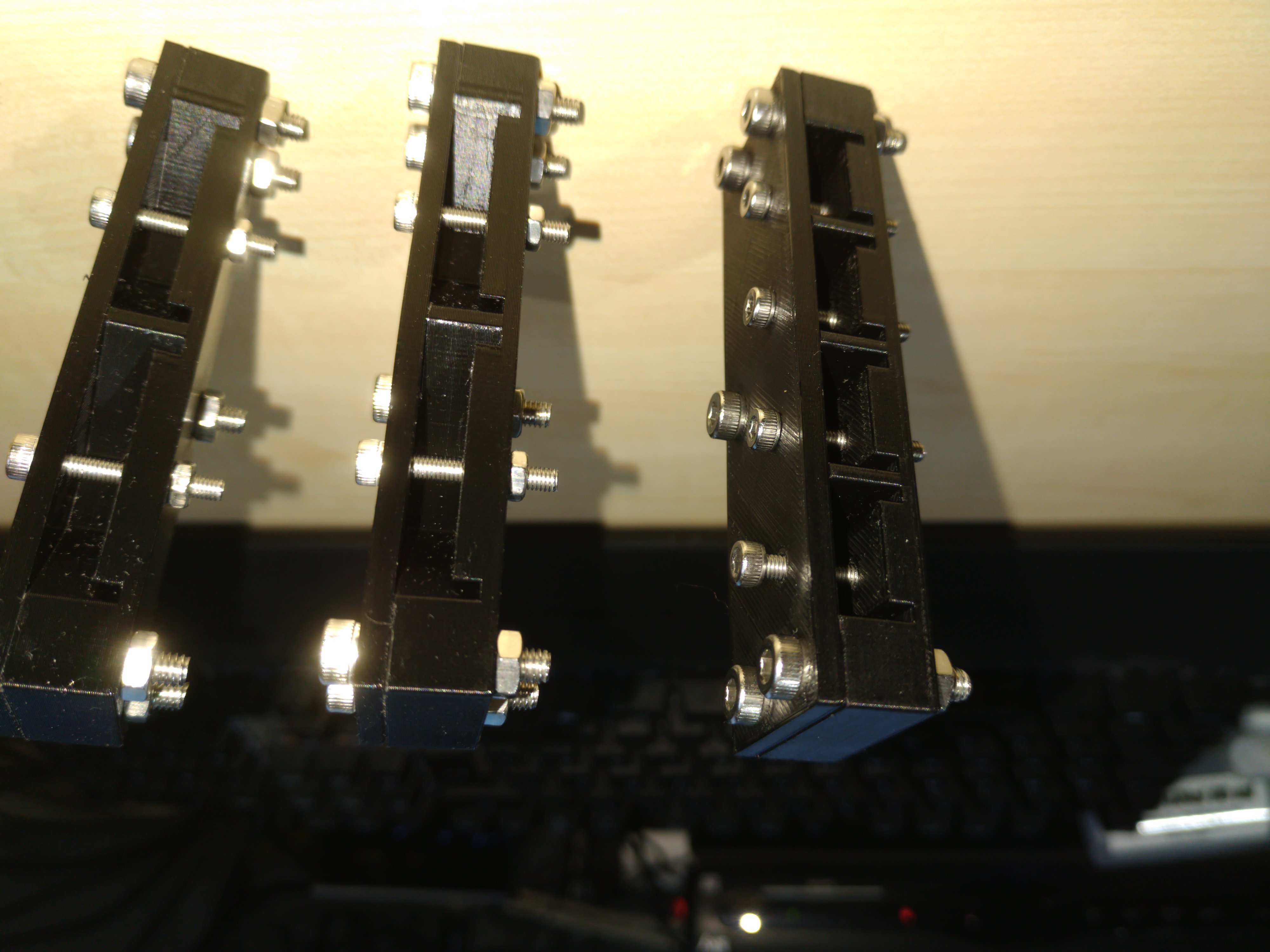
Die festen Distanzhülsen von der Heizplatte wollte ich auch ersetzen, aber die Federn die @karl-herbert mir empfohlen hatte, waren mir zu teuer und ich fand keine passenden Silikonpuffer für den MK3S, auf keine Vorlagen zum selber gießen. Also habe ich mir kurzer Hand Gussformen erstellt und gedruckt. Die Puffer werden im Laufe des Tages gegossen und nach dem Aushärten getestet, dann berichte ich hier davon. Im Endeffekt ist Silikon auch nicht so günstig, aber durch das Gießen sehr vielseitig und später versuche ich mich noch an Silikonfüße...
Wenn die Gussformen was taugen, veröffentliche ich die gerne mal auf Thing oder Prusa.
Kann mir jemand verbesserte Modifikationen für die X/Z-Achsen nennen? Wenn ich Wellen und Lager eh tausche, kann ich auch gleich umbauen.
Gruß
Jörg
RE: Wellen-/Lager-/Druckbettoptimierung, mein Weg zur Perfektion... 😉
Nach anfänglichen Schwierigkeiten beim Silikongießen (härtet sehr schnell aus und verklumpt), habe ich mittlerweile recht ansehnliche Geschöpfe erzeugt.
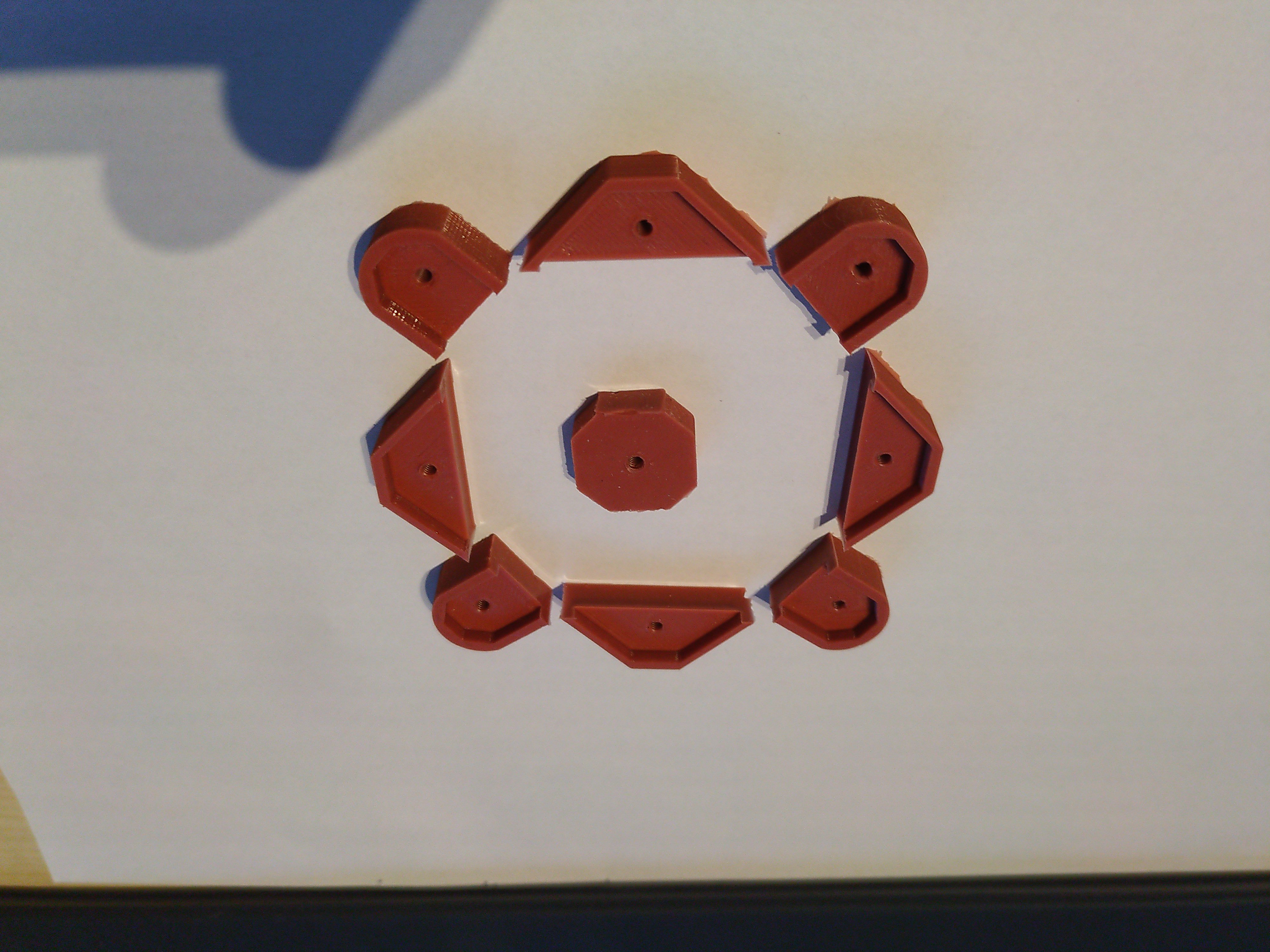
Die Puffer haben eine Höhe von 6 mm und den Puffer für die mittlere Schraube habe ich einfach mal zum Testen mitgegossen. Morgen baue ich das Bett dann um und teste die Puffer, danach ersetze ich dann die X/Z-Wellen und Lager, mit entsprechender Schmierung.
RE: Wellen-/Lager-/Druckbettoptimierung, mein Weg zur Perfektion... 😉
vergiss nicht die 2€ Waschbetonplatte aus dem Baumarkt. Ich sehe in diesem Bauteil meine meiste optimierung was das Druckergebniss angeht.
Lager schmieren, ja ist offensichtlich ein Fehler in der Bauanleitung, aber ich nehm 0815 Schmierfett aus der großen Tube nachdem ich meinen ersten Lagerschaden hatte. bin mal gespannt wie das im Sommer wird, bisher hatte ich nur 14° umgebungstemperatur wenn der Drucker aus ist. vielleicht stell ich hierzu noch um, aber was den großen Maschinen gut tut, sollte auch im kleinen helfen.
Als nächstes schau ich noch das ich massig an Trocknungszeug bekomme und mit meinem Filament in einer Tupperdose oder billig vergleich lager und nur duch einen Schlauch bis kurz vor dem Drucker führe.
Das denke ich sind die wichtigsten Mods.
Was ich darüber hinaus noch gemacht hab ist den NYLOC Mod, jedoch ohne federn. Ich hab keine Unterlegscheiben verwendet werde aber wenn ich nochmal daran schraube dies nachhole. Und ja, schraube, Heizplatte, u-scheibe, stopmutter und ab ins gewinde mit den äusseren 8 schrauben.
Beim kalibrieren grob einrichten wenns dann nur noch um 40° oder weniger geht die stopmutter gegen die Platine festschrauben, nochmal nachmessen und vorsichtig einrichten
RE: Wellen-/Lager-/Druckbettoptimierung, mein Weg zur Perfektion... 😉
@wapjoe
Die Teile sehen sehr schick aus.
Das Silikongießen hast Du scheinbar gut im Griff.
Ich bin gespannt auf Deine Langzeiterfahrungen.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Wellen-/Lager-/Druckbettoptimierung, mein Weg zur Perfektion... 😉
vergiss nicht die 2€ Waschbetonplatte aus dem Baumarkt. Ich sehe in diesem Bauteil meine meiste optimierung was das Druckergebniss angeht.
Lager schmieren, ja ist offensichtlich ein Fehler in der Bauanleitung, aber ich nehm 0815 Schmierfett aus der großen Tube nachdem ich meinen ersten Lagerschaden hatte. bin mal gespannt wie das im Sommer wird, bisher hatte ich nur 14° umgebungstemperatur wenn der Drucker aus ist. vielleicht stell ich hierzu noch um, aber was den großen Maschinen gut tut, sollte auch im kleinen helfen.Als nächstes schau ich noch das ich massig an Trocknungszeug bekomme und mit meinem Filament in einer Tupperdose oder billig vergleich lager und nur duch einen Schlauch bis kurz vor dem Drucker führe.
Das denke ich sind die wichtigsten Mods.Was ich darüber hinaus noch gemacht hab ist den NYLOC Mod, jedoch ohne federn. Ich hab keine Unterlegscheiben verwendet werde aber wenn ich nochmal daran schraube dies nachhole. Und ja, schraube, Heizplatte, u-scheibe, stopmutter und ab ins gewinde mit den äusseren 8 schrauben.
Beim kalibrieren grob einrichten wenns dann nur noch um 40° oder weniger geht die stopmutter gegen die Platine festschrauben, nochmal nachmessen und vorsichtig einrichten
Hoi,
da ich noch 3-4 Wochen auf meinen warten muss, sauge ich möglichst viel info auf was man direkt verbessern könnt.
was hat es mit der "Baumarkt Betonplatte" auf sich?!
RE: Wellen-/Lager-/Druckbettoptimierung, mein Weg zur Perfektion... 😉
@zemso
Die stellt eine stabile Basis für den Drucker dar.
Dann ruckelt es nicht mehr so sehr und die Drucke werden damit schon etwas besser.
Ist quasi das billigste und einfachste "tuning".
Eine stabile Basis reicht aber auch.
Also ein sehr steifer Schrank oder ähnliches.
Gruß Kai
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: Wellen-/Lager-/Druckbettoptimierung, mein Weg zur Perfektion... 😉
@wapjoe
Die Teile sehen sehr schick aus.
Das Silikongießen hast Du scheinbar gut im Griff.
Ich bin gespannt auf Deine Langzeiterfahrungen.
Danke, ist aber wesentlich einfacher als ich vorher dachte. 😉
Ich hab gestern alle 9 Puffer montiert und als Zwischenfazit kann ich schon mal sagen, es ist nicht einfach das Druckbett zu nivellieren, aber ich versuche es heute erneut. Aber ist halt ein Test, wenn es nicht richtig klappt, ersetze ich den mittleren Puffer wieder gegen die fixe Distanzhülse.
RE: Wellen-/Lager-/Druckbettoptimierung, mein Weg zur Perfektion... 😉
Mein Schrank ist eine komplette Eigenplanung und Eigenbau. Eine Gehweg-Platte kam damals nicht in der Konstruktion vor und solange ich die Filamentzufuhr noch nicht outgesourced habe, hab ich auch noch keinen Platz in der Höhe. 😉 Aber kann man ja immer noch später überlegen.
RE: Wellen-/Lager-/Druckbettoptimierung, mein Weg zur Perfektion... 😉
@zemso
Die stellt eine stabile Basis für den Drucker dar.
Dann ruckelt es nicht mehr so sehr und die Drucke werden damit schon etwas besser.
Ist quasi das billigste und einfachste "tuning".
Eine stabile Basis reicht aber auch.
Also ein sehr steifer Schrank oder ähnliches.Gruß Kai
Oh, wow. Sowas hab ich außerhalb der Prusawelt noch gar nicht gelesen. Das ich den nicht auf einen Tapeziertisch abstelle sollte ja eigentlich normal sein. Behalt ich mal im Hinterkopf aber würde mich schockieren wenn man Druckunterschiede Schreibtisch vs Gehwegplatte feststellen könnte.
Zumal mir sich die Logik dahinter nicht erschließt wenn man den Drucker doch am Ende auf 4-6 Squashbälle lagert.
RE: Wellen-/Lager-/Druckbettoptimierung, mein Weg zur Perfektion... 😉
Betonplatte hin oder her, die kommt für mich eh nicht in Frage, aber ich habe mir jetzt extrem viel Zeit zum Kalibrieren genommen. Vor ein paar Tagen wollte es einfach nicht klappen, aber ich hatte auch keine Nerven dazu.
Gestern hab ich noch mal alle Silikonpuffer montiert, auch den in die Mitte, wo ja eigentlich die feste Distanzhülse hin sollte. Es hat zwar lange gedauert, aber jetzt habe ich das Druckbett recht gut kalibriert und werde gleich mal einen längeren Druck starten.
Druckbett bei 80° C:

Messwerte (G81):
0.06732 0.08402 0.12957 0.17209 0.18728 0.20347 0.18576
0.05871 0.12704 0.14526 0.14628 0.18981 0.19588 0.13059
0.05922 0.12907 0.13717 0.13944 0.16652 0.16551 0.08959
0.06782 0.09313 0.08756 0.10781 0.12628 0.10224 0.04454
0.09212 0.14020 0.12502 0.12477 0.12856 0.13008 0.05719
0.13211 0.16045 0.15539 0.13767 0.15488 0.14931 0.05112
0.13869 0.15691 0.15640 0.15387 0.14678 0.12502 0.05011
Mit den Werten zwischen 0,05011 und 0,20347, also einer Differenz von ca. 0.15, bin ich sehr zufrieden. Aber mal schauen wie die Langzeitwerte sind. 😉
RE: Wellen-/Lager-/Druckbettoptimierung, mein Weg zur Perfektion... 😉
Und weiter geht der Optimierungswahn, heute: Silikonfüße 😉
Aus dem selben Silikon, wie für die Druckbettpuffer (Shore A33), hab ich mir Antivibrationsfüße gegossen und eine passende Befestigung aus PETG.

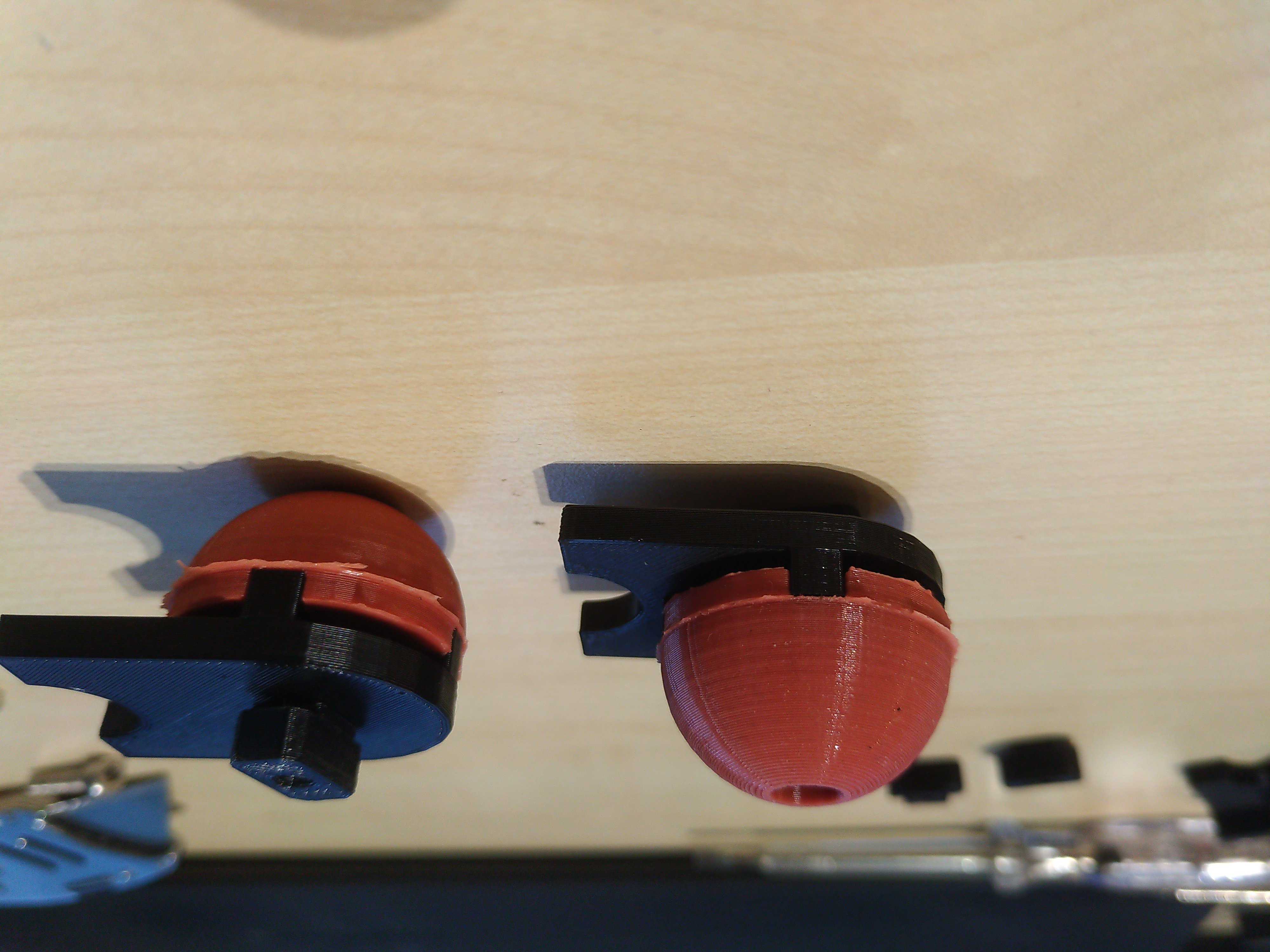
Die Füße haben eine Schraubenkopfaufnahme für M4 Inbusschrauben (20mm), die Platte kann mit den geraden Stirnflächen mit einem Abstand von ca. 25 mm an die Endbleche angelegt werden und der kleine Klotz mit Gewinde (geschnitten) kommt ins Profil rein.

Der Drucker ist jetzt quasi schwimmend (mittelhart) gelagert und ich dachte es wäre jetzt zu wacklig, aber im Gegenteil:
Es ist wesentlich leiser, am lautesten sind die Lüfter, und die Druckqualität ist nicht schlechter, eher leicht verbessert. Die Befestigung muss ich allerdings noch mal überarbeiten, lässt sich nicht richtig festschrauben, aber halt dennoch stabil. 🙂
RE: Wellen-/Lager-/Druckbettoptimierung, mein Weg zur Perfektion... 😉
Moin,
das mit der Betonplatte ist interessant...
Aber ist dann eine elastische Lagerung und Entkoppelung von der Masse nicht kontraproduktiv? Mehr Sinn würde da m.E. eine feste Verbindung mit der Bodenplatte machen, bei der man auch gleich exakt ausnivelieren kann.
Gruß, Mike
Prus3d mk3s+, Win10 + PrusaSlicer
Octoprint Raspberry4
RE: Wellen-/Lager-/Druckbettoptimierung, mein Weg zur Perfektion... 😉
Mit den Werten zwischen 0,05011 und 0,20347, also einer Differenz von ca. 0.15, bin ich sehr zufrieden. Aber mal schauen wie die Langzeitwerte sind. 😉
ich denke, wenn du die Hülse in der Mitte lassen würdest, wäre das Einstellen etwas einfacher, weil du einen Bezugspunkt und vor allem eine feste Verbindung hast, die dir die 8 Silikonbuffer schön stabil halten. Meine Buffer (Shore-Härte A33) sind allerdings 8mm hoch, damit sie eine schöne Spannung haben, damit sich die Schrauben nicht so leicht lockern.
je nach Brett-Temperatur komme ich z.B. bei 85°C auf eine Differenz von bis zu 0,007 runter.
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Wellen-/Lager-/Druckbettoptimierung, mein Weg zur Perfektion... 😉
@manfred
Mit der festen Hülse hatte ich die Kalibrierung auch nicht besser hinbekommen, aber ich habe die Puffer auf 6 mm gegossen. Die Puffer mit 8 mm zu gießen ist eine gute Idee, werde ich irgendwann mal testen, danke! 🙂
RE: Wellen-/Lager-/Druckbettoptimierung, mein Weg zur Perfektion... 😉
@wapjoe
das Problem bei 9 Silikonbuffer ist wie geschrieben, das du in der Mitte keinen festen Punkt hast.
Wenn du links vorne die Schraube runter drehst, drehst du geringfügig auch den mittleren Teil mit (obwohl dieser eventuell schon gut eingestellt war). So wird das ausrichten des Brettes sehr schwer. Bei mir war die Einstellung in ca. 1 Std. abgeschlossen (mit immer wieder aufheizen des Brettes).
Am Mini hatte ich auch alles 9 Hülsen durch Silikon-Buffer ersetzt, kam jedoch nach 3 Std. auf keine vernünftigen Resultate. Drehte ich links vorne, verstellte sich das Brett auch (leicht) rechts hinten und die anderen auch. Das war mir dann etwas zu Zeitraubend 😀
Weiters habe ich für die Buffer nicht so eine schöne Schablone wie du gemacht. Zylinderförmig mit DM 13mm und einer Höhe von 8mm - fertig ^^
Man kann Dir den Weg weisen, aber gehen musst du ihn selbst - happy Printing 🙂
RE: Wellen-/Lager-/Druckbettoptimierung, mein Weg zur Perfektion... 😉
@manfred
Jo, danke für die Anregung, werde mir wohl dafür mal Zeit nehmen müssen, aber bin grad meine Küche am neu planen und die kann ich leider nicht ausdrucken... 😀