MK3/MK3S/MK3S+ y-Achse; Halter und Justierungen
Hallo,
ich hab die für meinen Drucker gemacht. Vielleicht kann die jemand anderes auch gebrauchen. STL-Files und ein paar Fotos sind im angehängten Zip-file.
Halter:
Bei den Haltern des MK3 bzw. MK3S kann man die Wellen herausnehmen, ohne die Schrauben der Halter lösen zu müssen und damit die Position zu verlieren. Beim MK3S+ dagegen umschließen die Halter die Welle zwar mit einer geschraubten Lasche statt der ungeliebten Kabelbinder. Leider kann man die Wellen nicht mehr einfach rausnehmen, ohne die Position zu verlieren. Ich halte das für einen Rückschritt. Z.B. ist dann eine erneute, komplette XYZ-Kalibrierung fällig.Es ist aber vorteilhaft, wenn man die Wellen unproblematisch herausnehmen kann. Allein schon, um das Schmiermittel der Lager nach längerer Laufzeit tauschen zu können.
Die hier enthaltenen Halter kombinieren beide Vorteile: herausnehmbare Wellen und keine Kabelbinder sondern schraubbare Laschen.
Wer nur die Halter alleine ausprobieren/nutzen möchte, kann nur die (Vorderen) zusammen mit den Laschen drucken und die Originalen gegen die austauschen. Evtl. zuerst an der rechten Welle ausprobieren.
zu druckenden Teile:
- 4 Stück holder_front.stl
- 4 Stück cap.stl
slice/print: Orientierung: wie in STL (cap steht auf Seite) Düse 0,4mm, PETG, 0,15mm layer; 3 Perimeter; min 20% Infill; kein Support; kein brim; Ironing möglich; textured oder satin sheet
Kleinteile für die 4 Halter:
- 8 Stück Zylinderkopfschraube M3*14
- 8 Stück Zylinderkopfschraube M3*6 oder M3*8 oder M3*10
- 8 Stück Vierkantmutter M3
- 8 Stück Sechskantmutter M3
Anzugsdrehmoment für alle M3 Schrauben: max 0.5Nm
Wer auch die Justierungen verwenden möchte zusätzlich:
- 2 Stück holder_back.stl (dann werden nur 2 holder_front.stl benötigt)
- 2 Stück adjustment_back.stl
für die Montage:
- 1 Stück drill_template_back_left.stl
- 1 Stück drill_template_back_right.stl
slice/print: wie bei den Haltern, außer das die adjustment_back.stl mit 5 Perimetern gedruckt werden. Dadurch werden die Teile, gerade im Bereich der Justierschrauben steifer und bruchfester. Der Bauraum für mehr Material war knapp.
Kleinteile für die 2 hinteren Verstellungen:
- 4 Stück Zylinderkopfschraube M3*14
- 4 Stück Sechskantschraube M3*12, alternativ Zylinderkopfschraube M3*14
- 2 Stück Sechskantschraube M3, alternativ Zylinderkopfschraube M3, je max 20 lang
- 14 Stück Sechskantmutter M3 2 Stück Vierkantmutter M3
temporär:
2 Stück Zylinderkopfschraube M3*12 (um den vorderen rechten Halter in der Höhe justieren zu können)
Anzugsdrehmoment für alle M3 Befestigungschrauben: max 0.5Nm
Um die hinteren Supports am stirnseitigen Rahmenblech anschrauben zu können, sind je Seite 2 zusätzliche Bohrungen für M3 Schrauben notwendig. Da man diese eher nicht in die Originalteile bohrt, ohne sich vorher von dem System zu überzeugen, kann man die Justierungen auf einem Brett mit den teststand.stl vorab erst einmal ausprobieren. Ich habe das z.B. mit 2 Wellen der x-Achse und einem x-Carriage mit Sinterbronzelagern gemacht und dabei mit Hilfe zweier Meßuhren x und z gestellt und getestet.
Montage:
- Bohrschablonen (drill_template_back_left.stl und _right.stl)
- Originalbohrungen für Halter, wenn gewünscht, nicht viel größer als 4mm aufbohren. Und das erst, nachdem man mit den Bohrschablonen die zusätzlichen Bohrungen gemacht hat.
- Für die vorderen Halter wollte ich links und rechts nicht unterschiedliche Teile machen. Um den vorderen rechten Halter dennoch etwas verschieben zu können, können dessen vertikale und seitliche Anlageflächen am Profil ggf. etwas zurückgefeilt werden. Damit das leicht und schnell zu machen ist, sind die Flächen daher kleiner als vom Bauteil her möglich.
- Um die hintere linke Welle horizontal zu justieren, ist es vorteilhaft, Sechskantschrauben zu nehmen und diese von innen einzusetzen. Auf der im Vergleich zum M3-Gewindeschaft größere Stirnfläche gleitet der Halter leichter vertikal. Falls die Stirnfäche des Schraubenkopfes vorstehende Prägungen hat (8.8 etc.), sollten diese glattgefeilt werden.
- Die horizontalen Justierungen der rechten Welle braucht man nicht nutzen. Steht die Linke Welle fix, schiebt man den y-Schlitten nach hinten bevor man die Schrauben des Halters anzieht. Aus dem gleichen Grund hat der Halter vorne rechts gar keine horizontale Justierung.
- Insbesondere, wenn man die Welle horizontal justiert, sollte man den Schlitten vom Riemen abkoppeln. Sonst hat man kein Gefühl für den Schiebewiderstand. Das geht am einfachsten, indem man den hinteren Motorhalter vom Rahmen abschraubt.
- Die horizontale Verstellung ist bewußt mit 2 gegeneinander wirkenden Schrauben und nicht mit einer Feder realisiert, da besonders diese Richtung relativ steif sein soll. Dabei ist etwas Gefühl notwendig, so daß die Halter vertikal nicht zu stramm sitzen. Das geht aber ganz gut.
- Die vertikalen Bohrungen für die Schrauben der Laschen gehen bei den vorderen Haltern ganz durch. So kann man für die Höhenjustage temporär M3*12 Schrauben verwenden.
mehr Details:
tl;dr
Im Lieferzustand können die Halter der Wellen in den Schraubenbohrungen nur ganz wenig justiert werden. Dies ist vernünftig von Prusa, da so die meisten Anwender den Drucker montieren und damit drucken können, ohne daß nennenswert Meßwerkzeuge benötigt werden. Da der Drucker innerhalb von Toleranzgrenzen automatisch eine zur x-Achse nicht winklige y-Achse gut und auch in z-Richtung durch meshbed-leveling ein Stück weit ausgleichen kann, ist das für viele vollkommen ausreichend.
Ich drucke zwar nur hobbymaßig, dann aber eher mechanische als dekorative Teile.Die möchte ich einigermaßen maßhaltig hinbekommen und mir dazu Justiermöglichkeiten schaffen.
Um die z-Achse senkrecht zu x und z gut ausrichten zu können, muß vorher praktisch das Bett horizontal und daher auch die y-Achse vertikal gut ausgerichtet werden. Das meshbed-leveling (MBL) erspart einem das nicht, da bei ebenem, aber schiefen Bett Teile in z schief werden. Dazu gilt: Muß das MBL größere Unebenheiten ausgleichen, ist zwar der first-layer weiterhin gut, das Bauteil hat dann aber keine ebene Aufstandsfläche. Ohne die Firmware genauer studiert zu haben vermute ich das das auch für alle(?) Layer darüber gilt. Das ist auch mit ein Grund, warum ich den Federmod schon lange eingebaut habe.
In der Marlin-Firmware, gibt es zwar ebenfalls die Möglichkeit Skew in z-Richtung zu kompensieren. Will man maßhaltig drucken, dabei weiterhin Stock-Firmware nutzen/updaten können, ohne diese selbst zu kompilieren, scheidet das aber aus. Selbst kompilierte, ggf. modifizierte Firmware kann man dennoch verwenden, wenn man möchte. Den trunk vom Prusa-Slicer kompiliere ich z.B. dagegen öfter unter Linux.
Außerdem hat meine y-Achse seit kurzen Sinterbronzelager für die die y-Achse besonders horizontal verspannungsfrei laufen muß. Auch bei vertikal gegeneinander verschränkten Wellen verkanten Lager -- besonders, wenn sie nicht winkeleinstellbar sind.
An den serienmäßigen Haltern von MK3S/MK3S+ stört mich besonders, das man beide,die horizontale und vertikale Position verliert, wenn man die Schrauben eines Halters löst. Hat man z.B. die y-Achse horizontal schön senkrecht zum Rahmen stehen und will anschließend die Höhe nachjustieren, um den y-Schlitten in Waage zu stellen, ist die mühselig eingestellte Position futsch und eine XYZ-Kalibirerung fällig. Beides gleichzeitig einzustellen ist fummelig und in manchen Fällen schwierig -- gerade, wenn der Drucker schon zusammengebaut ist.
Ziele/Teilaufgaben:
- Höhe oder Seite nachjustieren, und die jeweils andere Justierung dabei weitgehend unverändert beibehalten können.
- horizontal und vertikal jeweils fein einstellen können anstatt lose hin und her schieben zu müssen
- bei voll montiertem Drucker horizontal und vertikal justieren können.
- die Wellen (primär die Linke mit den 2 Linearlagern) bei der Montage und auch später in der horizontalen Ebene recht gut winklig zum Rahmen und damit ungefähr winklig zur x-Achse justieren können.
- die rechte Welle horizontal so zur Linken justieren, daß die Linearlager verspannungsfrei und über den gesamten Verfahrweg der Achse leichtgängig laufen. Das ist bei Gleitlagern, die manche verwenden unabdingbar. Auch für die serienmäßigen Linearkugellager ist das wichtig, denn die haben rollende Reibung, bei der nicht fluchtende Lager leicht unbemerkt bleiben, dadurch überlastet werden und nach kürzester Zeit kaputt gehen können.
- die Höhen der Halter jederzeit fein einstellen können, so daß alle 4 Punkte auf gleicher Höhe sind.
- den Schlitten mit den Achsen abnehmen können, ohne die Positionen zu verlieren.
- die Kabelbinder durch wiederverwendbare Teile (schraubbare Laschen) ersetzen.
- die Wellen gerade während der Montage unaufwendig, wiederholt in relativ genaue Positionen in die Halter einclipsen können. D.h. ohne zu schrauben oder Kabelbinder erneuern zu müssen.
- die Wellen auch ohne Sicherung für meisten Montagevorgänge ausreichend fest und lagegenau eingeclipst zu haben; Dies geht ausdrücklich nicht soweit, den Drucker auf die Seite oder den Kopf stellen zu können.
- die Hemmschwelle nachzujustieren dadurch senken, dass die Wellen feinfühliger und reproduzierbarer justierbar sind
- die Hemmschwelle, die y-Achse herauszunehmen senken. Bei den Kabelbindern störte mich, daß die nur einmal verwendbar sind, selbst, wenn sie billig sind. Einerseits ist das unnötiger Müll, andererseits muß man daran denken stets neue parat zu haben. Man weiß ja nie.
- mit anderen Mods möglichst kompatibel bleiben (z.B. Halter für y-Motor, Riemenspanner, einsy-case, Federnmod)
- die Halter auch ohne die Justierteile verwenden können.
- die Vierkantmuttern sollen nicht von alleine herausfallen können. Das nervt, wenn man die Bauteile vor- bzw. anmontiert oder den Drucker kippt während die Schrauben entfernt sind. Beim x-Carriage nervt das z.B. auch. Muttern vorab hereindrücken zu müssen wird in Kauf genommen, da dies vorab separat gemacht werden kann. Die Muttern sollen auch wieder einfach herauszubekommen sein. Bei montierten Haltern bzw. Supports sollen Vierkantmuttern überhaupt nicht herausfallen können, auch wenn deren Schrauben entfernt werden (Verliersicherung).
- die Sechskantmuttern sollten nicht von alleine herausfallen können, um die Montage zu erleichtern
- Möglichst nur das Standard-Werkzeug für den MK3S verwenden müssen. Meßwerkzeuge und 5,5mm Maulschlüssel sind dennoch hilfreich.
- Teile einfach druckbar gestalten, Support und Brim vermeiden
Dabei:
- die originale Firmware unverändert weiter nutzen/updaten können.
- Unmittelbare Verbindung von Halter und Rahmen beibehalten. Die Funktion und deren Zuverlässigkeit hängt dann überhaupt nicht von den Justierelementen ab.
- Möglichst wenig am Rahmen ändern, so daß der Originalzustand wieder hergestellt werden kann.
Um die Firmware unverändert nutzen zu können, bleiben die nominellen Positionen und Wege unverändert. Das erfordert insbesondere, daß die Halter der linken Achse in y-Richtung zumindest im Bereich, wo der Schlitten anschlägt unverändert dick bleiben müssen. Die nominelle Position kann an den vorderen Haltern leichter reproduziert werden, da die Halter dort wie beim Original vertikal und seitlich an dem Strangpreßprofil liegen. Da die linke Welle zwei Linearlager hat und sich das rechte Profil des Rahmens dazu gerne nach oben verzieht, wähle ich den rechten vorderen Halter, um die Nennposition festzulegen. Der Halter wird, wie üblich, auf Anschlag angeschraubt. Als Änderung am Originalteilen können die Bohrungen für die 3 anderen Halter etwas aufgebohrt werden, um etwas mehr Justierweg zu bekommen. Ist der Rahmen sehr genau montiert, kann darauf evtl. verzichtet werden.
Der hintere Halter unterscheidet sich von dem Vorderen dadurch, daß er durch die Führung einigermaßen daran gehindert wird, um die Wellenachse zu kippen. Da die Justierschrauben praktisch in Flucht mit der Welle sind, reicht das aus, damit die Justierung dadurch relativ unbeeinflußt bleibt. Sieht zwar aufwendig aus, ist aber problemlos zu drucken. Andere Varianten, z.B. mit Keil, hatten bei mir vorher nicht so gut funktioniert.
Ich hoffe, im Post sind nicht zu viele Fehler. Mir fallen nach vielen Stunden vor dem Bildschirm jetzt nämlich fast die Augen zu.
Über Rückmeldung würde ich mich freuen.
RE: MK3/MK3S/MK3S+ y-Achse; Halter und Justierungen
Hallo,
ich hab die für meinen Drucker gemacht. Vielleicht kann die jemand anderes auch gebrauchen. STL-Files und ein paar Fotos sind im angehängten Zip-file.
Halter:
Bei den Haltern des MK3 bzw. MK3S kann man die Wellen herausnehmen, ohne die Schrauben der Halter lösen zu müssen und damit die Position zu verlieren. Beim MK3S+ dagegen umschließen die Halter die Welle zwar mit einer geschraubten Lasche statt der ungeliebten Kabelbinder. Leider kann man die Wellen nicht mehr einfach rausnehmen, ohne die Position zu verlieren. Ich halte das für einen Rückschritt. Z.B. ist dann eine erneute, komplette XYZ-Kalibrierung fällig.Es ist aber vorteilhaft, wenn man die Wellen unproblematisch herausnehmen kann. Allein schon, um das Schmiermittel der Lager nach längerer Laufzeit tauschen zu können.
Die hier enthaltenen Halter kombinieren beide Vorteile: herausnehmbare Wellen und keine Kabelbinder sondern schraubbare Laschen.
Wer nur die Halter alleine ausprobieren/nutzen möchte, kann nur die (Vorderen) zusammen mit den Laschen drucken und die Originalen gegen die austauschen. Evtl. zuerst an der rechten Welle ausprobieren.
zu druckenden Teile:
- 4 Stück holder_front.stl
- 4 Stück cap.stl
slice/print: Orientierung: wie in STL (cap steht auf Seite) Düse 0,4mm, PETG, 0,15mm layer; 3 Perimeter; min 20% Infill; kein Support; kein brim; Ironing möglich; textured oder satin sheet
Kleinteile für die 4 Halter:
- 8 Stück Zylinderkopfschraube M3*14
- 8 Stück Zylinderkopfschraube M3*6 oder M3*8 oder M3*10
- 8 Stück Vierkantmutter M3
- 8 Stück Sechskantmutter M3
Anzugsdrehmoment für alle M3 Schrauben: max 0.5Nm
Wer auch die Justierungen verwenden möchte zusätzlich:
- 2 Stück holder_back.stl (dann werden nur 2 holder_front.stl benötigt)
- 2 Stück adjustment_back.stl
für die Montage:
- 1 Stück drill_template_back_left.stl
- 1 Stück drill_template_back_right.stl
slice/print: wie bei den Haltern, außer das die adjustment_back.stl mit 5 Perimetern gedruckt werden. Dadurch werden die Teile, gerade im Bereich der Justierschrauben steifer und bruchfester. Der Bauraum für mehr Material war knapp.
Kleinteile für die 2 hinteren Verstellungen:
- 4 Stück Zylinderkopfschraube M3*14
- 4 Stück Sechskantschraube M3*12, alternativ Zylinderkopfschraube M3*14
- 2 Stück Sechskantschraube M3, alternativ Zylinderkopfschraube M3, je max 20 lang
- 14 Stück Sechskantmutter M3 2 Stück Vierkantmutter M3
temporär:
2 Stück Zylinderkopfschraube M3*12 (um den vorderen rechten Halter in der Höhe justieren zu können)
Anzugsdrehmoment für alle M3 Befestigungschrauben: max 0.5Nm
Um die hinteren Supports am stirnseitigen Rahmenblech anschrauben zu können, sind je Seite 2 zusätzliche Bohrungen für M3 Schrauben notwendig. Da man diese eher nicht in die Originalteile bohrt, ohne sich vorher von dem System zu überzeugen, kann man die Justierungen auf einem Brett mit den teststand.stl vorab erst einmal ausprobieren. Ich habe das z.B. mit 2 Wellen der x-Achse und einem x-Carriage mit Sinterbronzelagern gemacht und dabei mit Hilfe zweier Meßuhren x und z gestellt und getestet.
Montage:
- Bohrschablonen (drill_template_back_left.stl und _right.stl)
- Originalbohrungen für Halter, wenn gewünscht, nicht viel größer als 4mm aufbohren. Und das erst, nachdem man mit den Bohrschablonen die zusätzlichen Bohrungen gemacht hat.
- Für die vorderen Halter wollte ich links und rechts nicht unterschiedliche Teile machen. Um den vorderen rechten Halter dennoch etwas verschieben zu können, können dessen vertikale und seitliche Anlageflächen am Profil ggf. etwas zurückgefeilt werden. Damit das leicht und schnell zu machen ist, sind die Flächen daher kleiner als vom Bauteil her möglich.
- Um die hintere linke Welle horizontal zu justieren, ist es vorteilhaft, Sechskantschrauben zu nehmen und diese von innen einzusetzen. Auf der im Vergleich zum M3-Gewindeschaft größere Stirnfläche gleitet der Halter leichter vertikal. Falls die Stirnfäche des Schraubenkopfes vorstehende Prägungen hat (8.8 etc.), sollten diese glattgefeilt werden.
- Die horizontalen Justierungen der rechten Welle braucht man nicht nutzen. Steht die Linke Welle fix, schiebt man den y-Schlitten nach hinten bevor man die Schrauben des Halters anzieht. Aus dem gleichen Grund hat der Halter vorne rechts gar keine horizontale Justierung.
- Insbesondere, wenn man die Welle horizontal justiert, sollte man den Schlitten vom Riemen abkoppeln. Sonst hat man kein Gefühl für den Schiebewiderstand. Das geht am einfachsten, indem man den hinteren Motorhalter vom Rahmen abschraubt.
- Die horizontale Verstellung ist bewußt mit 2 gegeneinander wirkenden Schrauben und nicht mit einer Feder realisiert, da besonders diese Richtung relativ steif sein soll. Dabei ist etwas Gefühl notwendig, so daß die Halter vertikal nicht zu stramm sitzen. Das geht aber ganz gut.
- Die vertikalen Bohrungen für die Schrauben der Laschen gehen bei den vorderen Haltern ganz durch. So kann man für die Höhenjustage temporär M3*12 Schrauben verwenden.
mehr Details:
tl;dr
Im Lieferzustand können die Halter der Wellen in den Schraubenbohrungen nur ganz wenig justiert werden. Dies ist vernünftig von Prusa, da so die meisten Anwender den Drucker montieren und damit drucken können, ohne daß nennenswert Meßwerkzeuge benötigt werden. Da der Drucker innerhalb von Toleranzgrenzen automatisch eine zur x-Achse nicht winklige y-Achse gut und auch in z-Richtung durch meshbed-leveling ein Stück weit ausgleichen kann, ist das für viele vollkommen ausreichend.
Ich drucke zwar nur hobbymaßig, dann aber eher mechanische als dekorative Teile.Die möchte ich einigermaßen maßhaltig hinbekommen und mir dazu Justiermöglichkeiten schaffen.
Um die z-Achse senkrecht zu x und z gut ausrichten zu können, muß vorher praktisch das Bett horizontal und daher auch die y-Achse vertikal gut ausgerichtet werden. Das meshbed-leveling (MBL) erspart einem das nicht, da bei ebenem, aber schiefen Bett Teile in z schief werden. Dazu gilt: Muß das MBL größere Unebenheiten ausgleichen, ist zwar der first-layer weiterhin gut, das Bauteil hat dann aber keine ebene Aufstandsfläche. Ohne die Firmware genauer studiert zu haben vermute ich das das auch für alle(?) Layer darüber gilt. Das ist auch mit ein Grund, warum ich den Federmod schon lange eingebaut habe.
In der Marlin-Firmware, gibt es zwar ebenfalls die Möglichkeit Skew in z-Richtung zu kompensieren. Will man maßhaltig drucken, dabei weiterhin Stock-Firmware nutzen/updaten können, ohne diese selbst zu kompilieren, scheidet das aber aus. Selbst kompilierte, ggf. modifizierte Firmware kann man dennoch verwenden, wenn man möchte. Den trunk vom Prusa-Slicer kompiliere ich z.B. dagegen öfter unter Linux.
Außerdem hat meine y-Achse seit kurzen Sinterbronzelager für die die y-Achse besonders horizontal verspannungsfrei laufen muß. Auch bei vertikal gegeneinander verschränkten Wellen verkanten Lager -- besonders, wenn sie nicht winkeleinstellbar sind.
An den serienmäßigen Haltern von MK3S/MK3S+ stört mich besonders, das man beide,die horizontale und vertikale Position verliert, wenn man die Schrauben eines Halters löst. Hat man z.B. die y-Achse horizontal schön senkrecht zum Rahmen stehen und will anschließend die Höhe nachjustieren, um den y-Schlitten in Waage zu stellen, ist die mühselig eingestellte Position futsch und eine XYZ-Kalibirerung fällig. Beides gleichzeitig einzustellen ist fummelig und in manchen Fällen schwierig -- gerade, wenn der Drucker schon zusammengebaut ist.
Ziele/Teilaufgaben:
- Höhe oder Seite nachjustieren, und die jeweils andere Justierung dabei weitgehend unverändert beibehalten können.
- horizontal und vertikal jeweils fein einstellen können anstatt lose hin und her schieben zu müssen
- bei voll montiertem Drucker horizontal und vertikal justieren können.
- die Wellen (primär die Linke mit den 2 Linearlagern) bei der Montage und auch später in der horizontalen Ebene recht gut winklig zum Rahmen und damit ungefähr winklig zur x-Achse justieren können.
- die rechte Welle horizontal so zur Linken justieren, daß die Linearlager verspannungsfrei und über den gesamten Verfahrweg der Achse leichtgängig laufen. Das ist bei Gleitlagern, die manche verwenden unabdingbar. Auch für die serienmäßigen Linearkugellager ist das wichtig, denn die haben rollende Reibung, bei der nicht fluchtende Lager leicht unbemerkt bleiben, dadurch überlastet werden und nach kürzester Zeit kaputt gehen können.
- die Höhen der Halter jederzeit fein einstellen können, so daß alle 4 Punkte auf gleicher Höhe sind.
- den Schlitten mit den Achsen abnehmen können, ohne die Positionen zu verlieren.
- die Kabelbinder durch wiederverwendbare Teile (schraubbare Laschen) ersetzen.
- die Wellen gerade während der Montage unaufwendig, wiederholt in relativ genaue Positionen in die Halter einclipsen können. D.h. ohne zu schrauben oder Kabelbinder erneuern zu müssen.
- die Wellen auch ohne Sicherung für meisten Montagevorgänge ausreichend fest und lagegenau eingeclipst zu haben; Dies geht ausdrücklich nicht soweit, den Drucker auf die Seite oder den Kopf stellen zu können.
- die Hemmschwelle nachzujustieren dadurch senken, dass die Wellen feinfühliger und reproduzierbarer justierbar sind
- die Hemmschwelle, die y-Achse herauszunehmen senken. Bei den Kabelbindern störte mich, daß die nur einmal verwendbar sind, selbst, wenn sie billig sind. Einerseits ist das unnötiger Müll, andererseits muß man daran denken stets neue parat zu haben. Man weiß ja nie.
- mit anderen Mods möglichst kompatibel bleiben (z.B. Halter für y-Motor, Riemenspanner, einsy-case, Federnmod)
- die Halter auch ohne die Justierteile verwenden können.
- die Vierkantmuttern sollen nicht von alleine herausfallen können. Das nervt, wenn man die Bauteile vor- bzw. anmontiert oder den Drucker kippt während die Schrauben entfernt sind. Beim x-Carriage nervt das z.B. auch. Muttern vorab hereindrücken zu müssen wird in Kauf genommen, da dies vorab separat gemacht werden kann. Die Muttern sollen auch wieder einfach herauszubekommen sein. Bei montierten Haltern bzw. Supports sollen Vierkantmuttern überhaupt nicht herausfallen können, auch wenn deren Schrauben entfernt werden (Verliersicherung).
- die Sechskantmuttern sollten nicht von alleine herausfallen können, um die Montage zu erleichtern
- Möglichst nur das Standard-Werkzeug für den MK3S verwenden müssen. Meßwerkzeuge und 5,5mm Maulschlüssel sind dennoch hilfreich.
- Teile einfach druckbar gestalten, Support und Brim vermeiden
Dabei:
- die originale Firmware unverändert weiter nutzen/updaten können.
- Unmittelbare Verbindung von Halter und Rahmen beibehalten. Die Funktion und deren Zuverlässigkeit hängt dann überhaupt nicht von den Justierelementen ab.
- Möglichst wenig am Rahmen ändern, so daß der Originalzustand wieder hergestellt werden kann.
Um die Firmware unverändert nutzen zu können, bleiben die nominellen Positionen und Wege unverändert. Das erfordert insbesondere, daß die Halter der linken Achse in y-Richtung zumindest im Bereich, wo der Schlitten anschlägt unverändert dick bleiben müssen. Die nominelle Position kann an den vorderen Haltern leichter reproduziert werden, da die Halter dort wie beim Original vertikal und seitlich an dem Strangpreßprofil liegen. Da die linke Welle zwei Linearlager hat und sich das rechte Profil des Rahmens dazu gerne nach oben verzieht, wähle ich den rechten vorderen Halter, um die Nennposition festzulegen. Der Halter wird, wie üblich, auf Anschlag angeschraubt. Als Änderung am Originalteilen können die Bohrungen für die 3 anderen Halter etwas aufgebohrt werden, um etwas mehr Justierweg zu bekommen. Ist der Rahmen sehr genau montiert, kann darauf evtl. verzichtet werden.
Der hintere Halter unterscheidet sich von dem Vorderen dadurch, daß er durch die Führung einigermaßen daran gehindert wird, um die Wellenachse zu kippen. Da die Justierschrauben praktisch in Flucht mit der Welle sind, reicht das aus, damit die Justierung dadurch relativ unbeeinflußt bleibt. Sieht zwar aufwendig aus, ist aber problemlos zu drucken. Andere Varianten, z.B. mit Keil, hatten bei mir vorher nicht so gut funktioniert.
Ich hoffe, im Post sind nicht zu viele Fehler. Mir fallen nach vielen Stunden vor dem Bildschirm jetzt nämlich fast die Augen zu.
Über Rückmeldung würde ich mich freuen.
Attachment removed
Da hast Du Dir aber ordentlich Mühe gegeben und eine praktische Lösung zur Führungswellenjustage gebaut. Auf jeden Fall eine gute Alternative zum "Verstiften" und sicherlich wesentlich komfortabler bei den Einrichtearbeiten. An etwas Ähnliches habe ich auch schon gedacht, aber ich wollte es aus Alu fertigen. Leider war ich bislang zu faul zum Umsetzen, werde ich aber im Auge behalten.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: MK3/MK3S/MK3S+ y-Achse; Halter und Justierungen
Hallo Karl,
Danke. Ja, verstiften ginge natürlich auch -- zumindest solange sich am Rahmen nichts tut. Den möchte ich aber irgendwann noch etwas besser ausrichten. Da wären Stifte etwas unpraktischer.
Um etwas aus Alu zu machen fehlen mir die Mittel. Meine einzige Maschine ist halt der Drucker. Die Teile nutzen konstruktiv einige Vorteile des 3D-Drucks aus. Damit funktioniert das auch in PETG und man kann sich die Teile mit dem Drucker selbst machen. Dafür habe ich den ja. In Alu sähen die Teile natürlich völlig anders aus. Die gedruckten Teile sind quasi einbaufertig. Versuch mal, Alu-Teile in einer Aufspannung komplett zu fertigen.
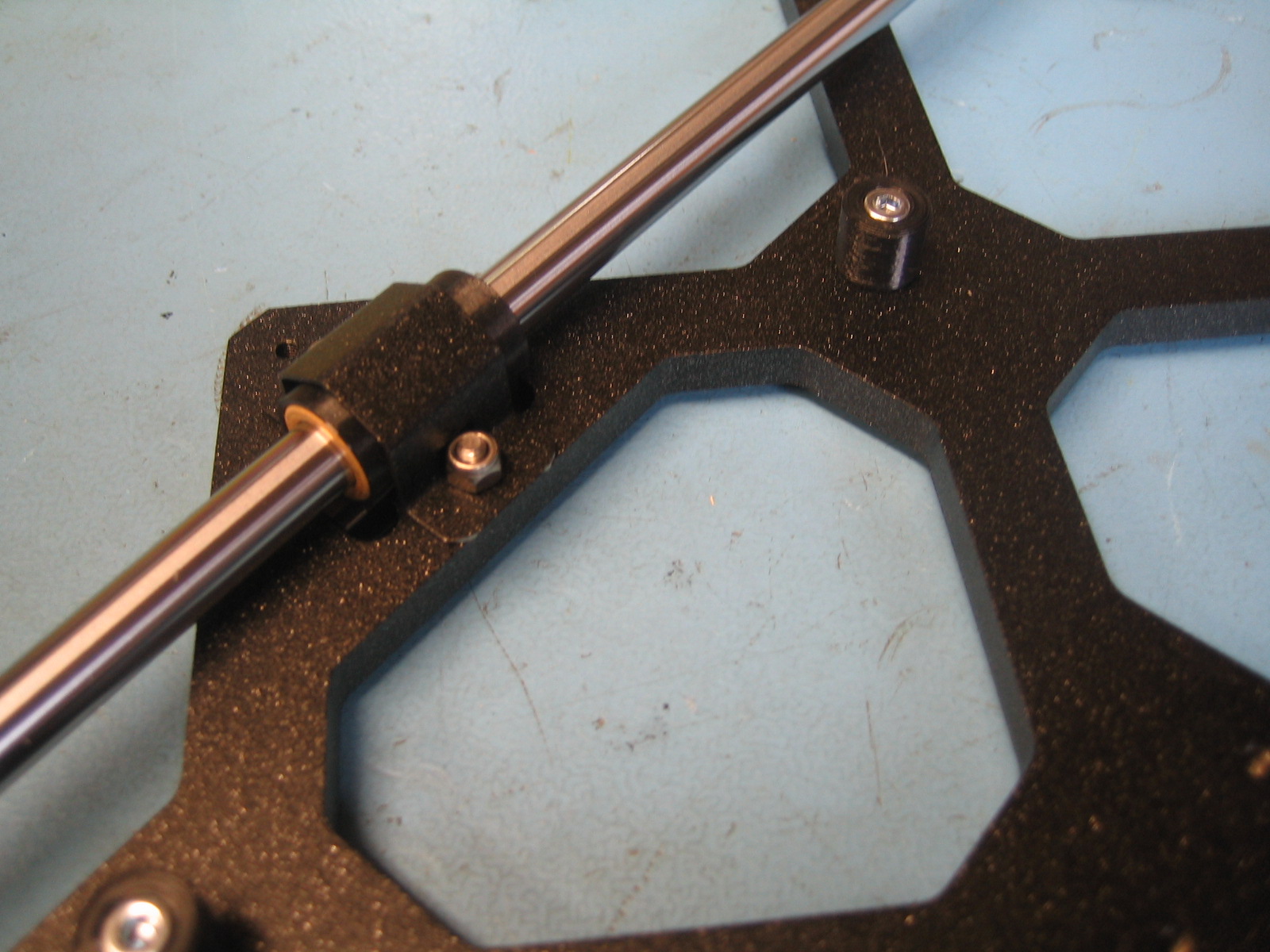
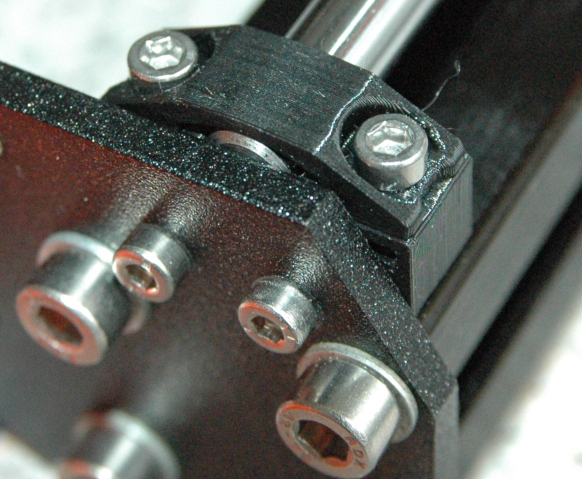
Fir die, die nicht extra die zip-Datei auspacken wollen, ist hier ein Bild eines darin enthaltenen Halters mit Schraublasche. Der kann ohne jede Änderung am Rahmen statt der Originalen verwendet werden. Mehr aus dem zip-file kann, muss aber nicht genutzt werden.
Viele Grüße
Mathias
RE: MK3/MK3S/MK3S+ y-Achse; Halter und Justierungen
Hallo Mathias,
würdest Du evtl. STEP Daten zur Verfügung stellen? Damit könnte man Anpassungen für individuelle Bedürfnisse leichter umsetzen.
Danke!
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: MK3/MK3S/MK3S+ y-Achse; Halter und Justierungen
Hallo Karl,
ich habe die Teile mit FreeCAD gezeichnet. Nimmst Du das Format auch? Das hätte ich parat. STEP müsste ich erst exportieren. Da käme ich aber erst heute Abend dazu, mir das anzusehen.
Wenn es nicht nur individuelle Anpassungen sondern allgemeine Verbesserungen sind, dann könnte ich die vielleicht auch direkt selbst einpflegen. Irgendwas gibt es ja immer zu verbessern (und zu lernen). Aber man muß irgendwann erst einmal den Sack zumachen, drucken und ausprobieren. Wie sagst Du gelegentlich: "The proof of the pudding is in the eating."
Viele Grüße
Mathias
RE: MK3/MK3S/MK3S+ y-Achse; Halter und Justierungen
Hallo Mathias,
danke fürs Angebot. Ich nehme natürlich alle Daten, auch FreeCAD, da ich auch damit arbeite (0.18). Arbeiten tu ich aber hauptsächlich mit Inventor und Solidworks (solange die Studenten Lizenzen noch gültig sind).
Danke für Deine Bemühungen!
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: MK3/MK3S/MK3S+ y-Achse; Halter und Justierungen
Hallo Karl,
meine CAD-Kenntnisse sind über die Jahre ziemlich eingerostet. Ich habe FreeCAD (0.19) und noch nicht so viel damit gemacht. Die symmetrischen Teile sind als Hälfte konstruiert. Aufgrund des topological naming Problems habe ich Fasen und Rundungen dabei erst am Ende gemacht. Erst danach habe ich mit Part gespiegelt und verschmolzen und mit Mesh-Design die STL-Dreiecke generiert. Die letzten Featureschritte kannst du ja von hinten löschen, so daß Du mit der Hälfte weitermachst.
Ich hoffe, Du kannst was damit anfangen.
Viele Grüße
Mathias
RE: MK3/MK3S/MK3S+ y-Achse; Halter und Justierungen
Hallo Mathias,
Danke für die Daten! In der 18er Version lassen sich diese laden (ohne Inhalt, jedoch ohne Fehlermeldung), aber die 19er ist rasch installiert. Werde mir das demnächst mal anschauen.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: MK3/MK3S/MK3S+ y-Achse; Halter und Justierungen
Hallo Karl,
in FreeCAD 18.4 auf einem anderen Rechner habe ich das gleiche Ergebnis, wie Du. Und weder unter speichern noch unter exportieren sehe ich eine Möglichkeit, das FreeCAD format auf eine andere Version zu setzen. Die Dateien sind aber ok. Habe sie gerade auf noch einem anderen Rechner kopiert. Da geht es mit FreeCAD 0.19 (arch Linux) einwandfrei. Die Dateien waren also grundsätzlich ok.
Whatever. Step-files habe ich angehängt. Sind meist halbe Teile. Die habe ich auch auf einen anderen Rechner kopiert und zur Kontrolle alle mit einem Drittprogramm (Salome-Meca) geöffnet.
Viele Grüße
Mathias
RE: MK3/MK3S/MK3S+ y-Achse; Halter und Justierungen
Danke für Deine Bemühungen, läuft aber auf der 19'er Version einwandfrei. War sowieso an der Zeit, dass ich mal update.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: MK3/MK3S/MK3S+ y-Achse; Halter und Justierungen
Ich habe mir auch erlaubt, Deine Neuerung in einer meiner Prusa-Prints zu verlinken: https://www.prusaprinters.org/prints/51755-prusa-mk3s-mini-y-achse-gehause-fur-sinterbronzela
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: MK3/MK3S/MK3S+ y-Achse; Halter und Justierungen
Hallo Karl,
das ist in Ordnung.
Hast Du die Teile mal ausprobiert?
Viele Grüße
Mathias
RE: MK3/MK3S/MK3S+ y-Achse; Halter und Justierungen
Hallo Mathias,
ich bin gerade dabei einen MK3 aufzubauen (Klipperprojekt) und werde mir dort Deine Konstruktion genauer anschauen und verbauen. Das kann aber noch eine Weile dauern, da mir noch einige Teile fehlen und die Plastikteile auch alle geduckt werden müssen. Werde aber zuerst am Gerüst und an der Y-Achse arbeiten. Mit Klipper bin ich schon recht weit - lässt sich gut am MK3 mit originalem Einsy umsetzen, aber um richtig zu testen, benötige ich eben einen physischen Drucker. Meine originalen Prusas will ich nicht angreifen, die laufen nämlich optimal. Nebenbei baue ich auch noch an einer Aluprofil Konstruktion mit Linear Flachführungen und Duet Board herum. Der Schritt von Marlin nach RepRap ist etwas gewöhnungsbedürftig und viel Arbeit, - aber interessant und lehrreich. Das meiste läuft schon. Heute habe ich das Alumaterial zum Fräsen des Prusa "frogs" erhalten. Ich möchte an der Y-Achse gerne 4 Führungen verbauen und das Teil gewichtsmäßig etwas reduzieren. Gut so - die nächsten Tage, Wochen.. bin ich beschäftigt.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
Bitte überprüfen
Hallo Mathias,
überprüfe bitte mal die Teile aus deinem zip-File.
ich bin der Meinung das "adjustment_back.stl" eine frühere Version von dir ist. Da passt der hintere Halter nicht rein.
Gruß
Peter
RE: MK3/MK3S/MK3S+ y-Achse; Halter und Justierungen
@pebi: ja, stimmt. Da war die Aussparung noch nicht drin. In dem hier angehängten zip-file sollte die drin sein.
Gruß
Mathias
...
Hallo Mathias,
danke für die sehr gelungenen Halterungen. Ich habe mir gleich vier (front und cap) Stück ausgedruckt und will diese nachher noch einbauen.
Mir ist aber aufgefallen, dass die vorderen Halterungen im Radius der Nase in den Aluprofilen anliegen. Ich hätte gedacht, dass die Nase nur zur (groben) Querführung dient und zumindest die erste Halterungen satt aufliegt...
MfG Kaskade911
RE: MK3/MK3S/MK3S+ y-Achse; Halter und Justierungen
Hallo Kaskade911,
Ja, zumindest der Halter vorne links soll sowohl vertikal satt aufliegen, als auch quer ohne Spiel in der Nut sitzen, so daß die Welle dort nominell an die gleiche Position, wie beim Original von Prusa platziert wird. Der Radius ist dort nicht beabsichtigt, denn die Nut im Aluprofil ist scharfkantig. In den angefügten stl-files ist der Radius raus.
In FreeCAD, mit dem ich die Teile gemacht habe, gibt es noch das sogenannte "topological naming problem". Deswegen ist es ratsam, die Rundungen erst ganz zum Schluß zu machen. Da habe ich die Rundung bei der letzten Änderung unbemerkt mit angeklickt. Zu blöd, daß sich das nicht so einfach in eine Versionsverwaltung bringen läßt. Das ist ein Punkt, bei dem OpenSCAD-files einen Vorteil haben.
Hat das bei Dir ansonsten so funktioniert, wie vorgesehen?
Schöne Grüße
Mathias
...
Hallo Mathias,
danke für die schnelle Rückmeldung!
Ja, auch im Slicer sieht man jetzt keine Rundung mehr. Jetzt muss es passen!
Leider (bzw. glücklicherweise) fahre ich morgen früh in die Berge und kann deshalb erst nächste Wo die neuen Teile drucken 🤣 .
Dann werde ich auch noch ein paar Lehren konstruieren und drucken mit denen ich versuchen werde, die Achsen auch ohne die (technisch wirklich perfekten!) verstellbaren, hinteren Aufnahmen auszurichten.
Leider passen diese High-Tech Teile bei mir nicht, weil ich an den Y-Schlitten vorne und hinten Anschläge geschraubt habe, damit beim Homing nicht immer die Lager "eins auf die zwölf" bekommen. Diese Anschläge laufen L und R genau zwischen den hinteren Aufnahmen und der Y-Stepper Befestigung...
MfG Kaskade911
PS: Hast Du schon einmal mit Fusion360 (nach wie vor kostenlos!) gearbeitet? Ich bin davon begeistert.
RE: MK3/MK3S/MK3S+ y-Achse; Halter und Justierungen
Hallo Kaskade911,
ich habe die hinteren Halterungen so gemacht, daß a) die Lager wie im Original, b): y-Motor-Halter mit integriertem Anschlag oder c) zusätliche Hülsen auf der rechten Welle (Karl hat sowas) als Anschlag dienen können. Lösungen b) und c) haben den Vorteil, daß das Bett kein nennenswertes Drehmoment um die Hochachse erfährt, wenn es auf Anschlag fährt.
Ich habe die Halterungen einigermaßen kompakt gehalten. Dennoch brauchen die Verstellungen letztendlich ein wenig Platz.
Deine Anschläge habe ich noch nicht gesehen. Wie sehen die denn aus?
Ich habe auf der y-Achse Sinterbronzelager in gedruckten Lagerblöcken, so daß die Lager selbst "keins auf die Zwölf" bekommen. Die Original-Linearlager könnten hingegen in den Taschen im Schlitten verschoben werden sofern sie nicht schon auf Anschlag montiert sind.
Hast Du eine gute Montagefläche und ein paar Meßwerkzeuge?
Fusion360: Das mag sehr gut sein. Ich werde es dennoch nicht verwenden, da sich die Lizenzbedingungen jederzeit ändern können. Ich meine gelesen zu haben, daß das besagte Problem in FreeCAD in der nächsten Version evtl. gelöst ist. Ich habe hier 0.19.2.
Viel Spaß in den Bergen
Mathias
meine Anschläge
Hallo Mathias,
anbei ein paar Bilder meiner (schlecht erkennbaren, schwarzen) Anschläge.
Natürlich müssen hierfür M3 Gewindebohrungen gemacht werden, aber mit diesenTeilen werden die Lager nicht als Endanschläge missbraucht und es entsteht auch kein Moment um die Hochachse des Schlittens. Die Anschläge begrenzen den Verfahrweg in der Art, dass der Schlitten ca. 0,5 mm vor der Lagerberührung gestoppt wird.
Für genaue Einstellung der hinteren Lager habe ich mir eine geklemmte, provisorische Verstellmimik gedacht, die die Lager bis zum Festziehen der Schrauben (in den ggf. vergrößerten Löchern) in Position hält.
Da ich kein Problem mit (sinnvollen) zusätzlichen Löchern/Gewindebohrungen habe, könnte ich mir für die präzise Höhen- und Seitenverstellung auch je eine Art Exzenter vorstellen. Hier muss ich aber noch die Platzverhältnisse genau prüfen.
Ich habe eine 450x450x80mm³ große Mess- und Richtplatte, die ich auch schon beim Aufbau der Drucker verwendet habe. Neben wirklich präzisen Digital-Messchiebern stehen mir auch noch genaue Winkel und digitale Messuhren zur Verfügung. Das sollte für die anstehenden Arbeiten ausreichen. Oder hast Du noch einen speziellen Messzeug-Tipp?
MfG Kaskade911