E3D V6 Nozzle X
Hallo,
hat hier schonmal jemand die
E3D V6 Nozzle X
ausprobiert? Würde mich über Erfahrungsberichte freuen.
RE: E3D V6 Nozzle X
Ich verwende nur noch die Nozzle X und keinerlei Probleme damit. (Hab die 0.25 im Mini und die 0.4 im i3 + eine 0.6 für "filled"-Filamente)
Manche behaupten ja, dass sie aufgrund der geringeren Wärmeleitfähigkeit Probleme mit Unterextrusion und Blockagen bekommen, aber vermutlich drucken diese Leute auch mit grenzwertigen Geschwindigkeiten.
Wenn du auf Nummer sicher gehen willst, kannst du ja die "Maximale Volumengeschwindigkeit" für PLA auf 11.5 mm³/s setzen und auch deine anderen Filamente 1-2 mm³/s langsammer drucken.
Die Nozzle X ist auf jeden Fall besser als eine Ruby. Die Alternative könnte allerdings eine Nozzle aus Wolfram (engl. tungsten) sein. Ich kann allerdings nicht sagen, ob die besser ist, da ich keine habe.
RE: E3D V6 Nozzle X
@lichtjaeger
Die X habe ich auch lange Zeit zum Druck für alle Materialien verwendet und hatte nie Probleme damit. Generell sezte ich die Druckgeschwindigkeiten etwas runter. Zur Zeit aber ist mein absolute empfehlenswertes Universaltool diese Düse hier:

Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: E3D V6 Nozzle X
@karl-herbert
Wie ist das beim Wolfram eigentlich mit der Haftung an der Düse? Zieht sich z.B. PETG wie bei Messing an die Düse und bildet dort Klumpen, die man mit der Mesingbürste reinigen muss oder ist das wie bei der X, wo man das Bischen, was hängen bleibt, einfach mit einem Stück Pappe abwischen kann?
RE: E3D V6 Nozzle X
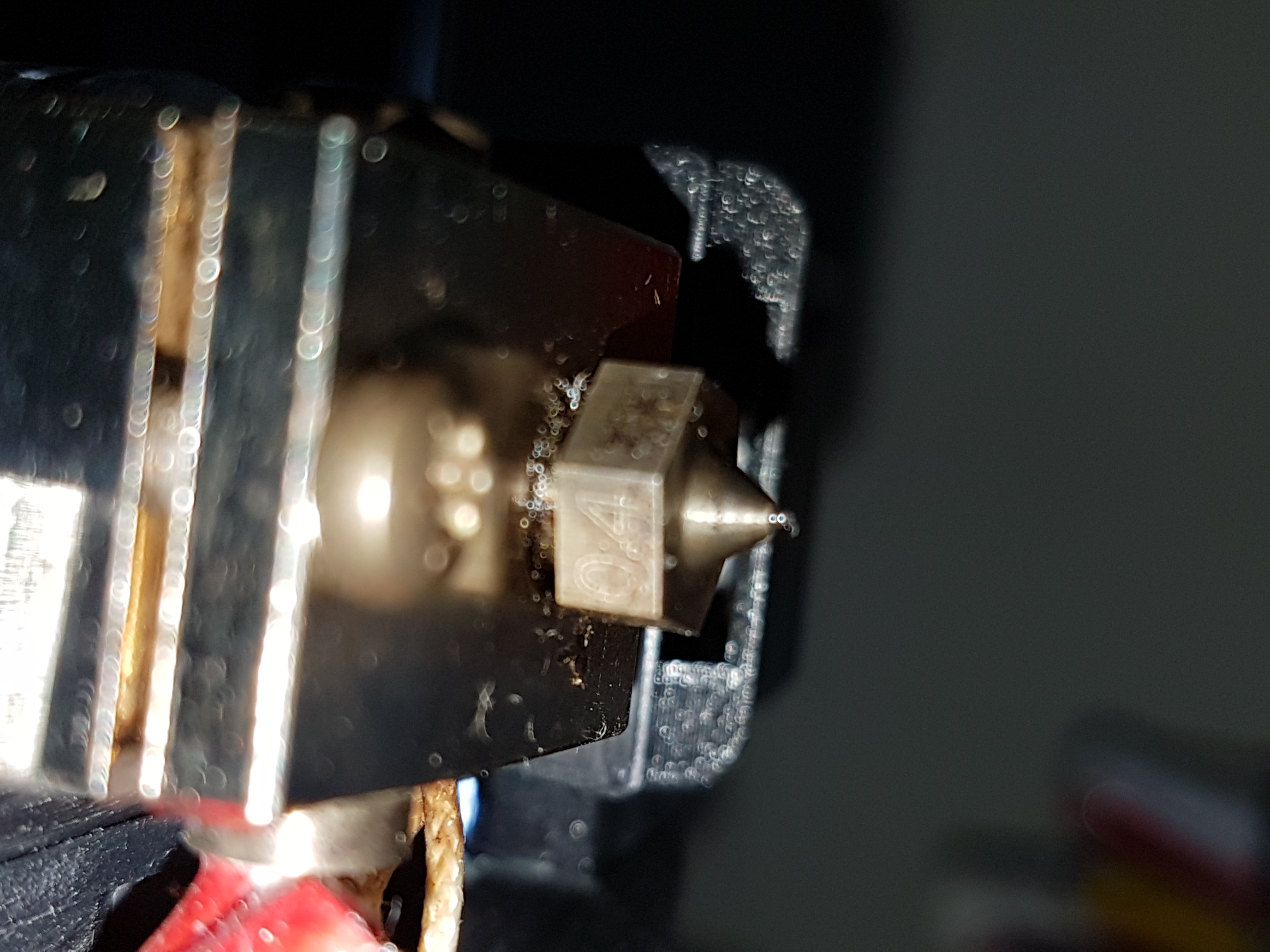
15h Druck eines Carbonhaltigem Filaments mit einer Billigdüse (man beachte die Abnutzerscheinungen an der Spitze -0.4mm):

Die tungsten ist in Bezug auf Wärmeleitfähigkeit der Messingdüse ähnlich wodurch an den voreingestellten Parametern im Slicer nichts geändert werden muss. Einfach einspannen, Z-Layer checken und loslegen. Die Abmaße entsprechen den E3D Messingdüsen (Toleranz gemessen +-0.03mm).
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: E3D V6 Nozzle X
@lichtjaeger
Das einzige Material, welches diesbzgl. etwas Probleme bereitete war XT-CF20, kann aber mit guten Slicereinstellungen reduziert werden. Ich drucke jetzt seit ca. einem Monat ABS und habe die tungsten bislang noch nicht gereinigt, d.h. weder mit einer Messingbürste noch mit Papier oder Holzstäbchen nachbearbeitet.
Hier ein Foto nach 1 Monat (über 100 Stunden) Einsatz am Mini (ABS DuraPro) ohne die Düse nur einmal anzufassen:

Nach kurzem Drüberwischen mit einem Industire Papierputztuch:
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: E3D V6 Nozzle X
Zum tungsten carbide Material selbst: Die Düse soll aus relativ reinen (kleine Anteile von anderen Carbiden) Anteilen von 93% Wolframcarbid als Hartstoff und 7% Cobald als Bindemetall gesintert worden sein. Innenbohrungen poliert und Aussenbereich Feingeschliffen. Überprüfen kann ich die Materialzusammensetzung nicht, aber ich vertraue da mal dem Vetrieb.
Für eine 0.4er Düse habe ich inkl. aller Steuern und Strafabgaben 71Euro/Stück (org. Preis $39.99) bezahlt. Kosten/Nutzenrechnung muss natürlich jeder für sich ausmachen.
http://www.hmtg.com/information/grades.hartmetall
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: E3D V6 Nozzle X
Habe seit einer Woche die Nozzle X endlich verbaut
Ich finde meinen First Layer auch bei grösseren Flächen nun saubrer.
Ich finde auch meinen neue PETG Versuche sauberer und mit viel weniger Fäden.
Das ganze auch schon länger mit der E3D Silcon Socke.
RE: E3D V6 Nozzle X
Ich habe jetzt die X-Nozzle ausprobiert...
Was mir aufgefallen ist:
Die Drucke werden matter und est ist mehr stringing bei den Standardeinstellungen!
Was sehr seltsam ist, ist das das Stringing nicht weniger wird wenn die Temperatur verringert wird.
Im Gegenteil hilft Temperatur erhöhen!
Habe die Temperatur um 10Grad auf 225 erhöht nach dem ersten Layer. Stringing wurde weniger. Dazu noch den Lüfter auf 50% und es war auch nicht mehr so matt.
Bei dunklen Filamenten fällt das matte sehr auf.
Hat noch jemand sowas?
RE: E3D V6 Nozzle X
Seit meinem oberen Beitrag habe ich Seiden noch immer die nozzle x drin.
Ja man liest immer man soll die temp höher machen.
Kommt aber wohl auf das filament und hersteller an
Vor zwei Wochen seitdem zum ersten Mal einen temp tower gemacbt und pla, petg und asa immer zu hoch von der temp gedruckt
RE: E3D V6 Nozzle X
Aus diesem Grund würde ich bei jedem neuen Filament und Düsentyp (Kombination) mir den Aufwand antun einen Temptower zu drucken. Ist ein einmaliger Aufwand und dann sollte es nach evtl. Feinjustierungen eigentlich passen. Mehr Lüfterpower wirkt auch dem Stringing entgegen.
Schöne Grüße,
Karl
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: E3D V6 Nozzle X
Grüße euch,
ich habe mir vor kurzem auch die Nozzle X bestellt, um das Prusament PC Blend CF auszuprobieren.
Nun habe ich auf der E3D Seite aber gelesen, dass man mit einer gehärteten Stahldüse, in Verbindung mit dem originalen Aluminium HeaterBlock, nicht über 240°C gehen sollte.
https://e3d-online.zendesk.com/hc/en-us/articles/4415901401489-V6-Maximum-Temperature-Ratings
Was hat es damit aufsich? Und wie schaut es in der Praxis aus?
RE:
Die Nozzle X ist gerade angekommen und ich muss leider sagen, dass ich etwas enttäuscht bin. Schaut euch mal an wie unsauber die Spitze gearbeitet ist.
State of the art ist das doch sicherlich nicht, oder? Die Beschichtung löst sich an vielen Stellen.