mal wieder 1. Layer mit pulverbeschichteter Platte
Moin
ich bekomme es einfach nicht hin. Vielleicht einer, von Euch Profis, noch einen Hinweis für mich.
Der 1. Layer, auf der pulverbeschichteten sieht bei mir recht bescheiden aus. Siehe Bild.
Eigentlich müsste ich doch, nach dem Druckbild noch etwas tiefer, mit der Z-Achse. Wenn ich das aber mache und da reicht nur noch eine Einstellung tiefer, dann fängt die Düse an, die gedruckte Schicht auf zu reißen und vor sich her zu schieben. Das Filament fließt nicht mehr richtig.
Die Haftung habe ich auch noch nicht im Griff, obwohl ich schon alles, was hier so vorgeschlagen wurde, ausprobiert hatte. Habs sogar mal mit Bremsenreiniger versucht 🙂 Wird aber scheinbar schon besser. Jedenfalls lösen sich die Teile nicht mehr so oft, beim Druck, von der Platte.
Mit der, mit PEI Folie, beklebten Platte komme ich scheinbar besser zu recht.
Das Filament ist PETG Orange von Prusa.
Ich weiß ist ein häufiges Thema und nervt vielleicht langsam, aber mir gehen die Ideen aus.
Also vielen lieben Dank für jegliche Hilfe.
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: mal wieder 1. Layer mit pulverbeschichteter Platte
Moin, das sieht aus als wärst Du noch zu hoch.
Das PETg Profil hast Du sicher verwendet zu slicen, oder?
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: mal wieder 1. Layer mit pulverbeschichteter Platte
hallo kai-r3
danke für die Antwort
Ich gebe Dir recht, das sieht mir auch so aus, als wenn ich zu hoch bin; und genau hier liegt ja mein Problem.
Wenn ich auch nur einen tick tiefer stelle, reißt mir die Düse die Schicht auf und es bildet sich auch ein Klumpen, vor der Düse.
Auch habe ich den Eindruck, als ob er unter extrudiert. Daher habe ich auch schon alles einmal auseinander gehabt und gereinigt.
Es war aber keine Verstopfung festzustellen.
Den Extruder habe ich nach der Video Anleitung eingestellt, auch die Feder, auch mal etwas mehr Druck drauf. Ändert sich nichts.
Das Teil, auf dem Foto habe ich mit dem Standard Profil für Prusa PETG und Prusaslicer 2.2 alpha gedruckt.
Hier fängt der erste Layer mit 240C° an zu drucken. Mit dem Prusaslicer 2.1 erst mit 230C°
Weil mir das aber zu wenig vor kam, auf der Rolle Steht ja 250 +-10C°, habe ich auch schon mit 250C° gedruckt.
Bei 250C° kam dann das dabei heraus:

das sieht doch gruselig aus. Man sieht wo er die Löcher gerissen hat und auch warping, an den Ecken.
Wobei das warping hier an der Temperatur und an einem ziehenden Fenster liegt. Daher will ich noch eine Druckerkabine bauen.
Vielleicht ist die Düse hin? Kann das sein? Ich habe leider z.Zt. nur die eine, die beim Bausatz dabei war.
Muß unbedingt mal ein paar Ersatz Düsen bestellen.
Das Bett habe ich auch schon mehrfach ausgerichtet
Ich finde das schon recht gut und der Drucker sollte das doch ausgleichen können.
Jedenfalls weiß ich grad nicht weiter.
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: mal wieder 1. Layer mit pulverbeschichteter Platte
... und sorry, bin wohl in das falsche Forum gerutscht.
War wohl doch noch zu früh, heute Morgen.
Ich hab doch einen i3 MK3S
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: mal wieder 1. Layer mit pulverbeschichteter Platte
@dermartin
Hast Du eine Firstlayer Kalibrierung durchgeführt? Dabei kannst Du die Z-Achse in hundertstel mm Schritten tiefer stellen. Sowie Dein Druck aussieht, bist Du um einiges zu hoch. Vorsichtig in hundertstel mm Schritten herantasten, bis das Ergebnis passt. Wenn notwendig die Kalibrierung mehrere male durchführen. Das Prusa PETG haftet normalerweise sehr gut auf dem pulverbeschichteten Bett (vorausgesetzt gut gereinigt und entfettet). Ein Gehäuse ist da nicht notwendig. Das ist eher für den Druck von ABS, PC oder Nylon notwendig.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: mal wieder 1. Layer mit pulverbeschichteter Platte
hallo karl-herbert
Die Firstlayer Kalibrierung habe ich gefühlte 100 mal durchgeführt. Wenn ich das richtig verstanden habe, dann soll ja die Zick Zack Linie etwas gequetscht aussehen und, am Ende, die Fläche, zusammenhängend eine glatte Fläche ergeben. Soweit bin ich auch runter gegangen, mit der Z-Achse. Bin jetzt bei 1,068mm. Die Kalibrierung habe ich mehrmals hintereinander durchgeführt.
Wenn ich wieder Zugriff, auf meinen Drucker habe, werde ich das noch mal machen und mache davon auch einmal ein Foto. Bin gerade dienstlich unterwegs, komme aber bestimmt Morgen dazu.
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: mal wieder 1. Layer mit pulverbeschichteter Platte
Von mir auch nochmal der Hinweis: Das Bett muss fettfrei sein! Ich erziele die besten Ergebnisse mit Spüli und heißem Wasser, Heißes Wasser nur damit es schnell wieder runter ist von der Platte. Danach mit einem fusselfreien Tuch trocknen und NICHT mehr auf die Platte fassen.
Bremsenreiniger bitte nicht benutzen. Im schlimmsten Fall ist der acetonhaltig und greift Dein PEI an.
Wenn Du beim Filament das "Prusament Orange" meinst, passen Deine Temperaturen aber nicht. Die sind 250° Düse und 80°-100° Heizbett.
Hier scheint also Dein verwendetes Profil nicht zu passen.
Ansonsten, wie Karl-Herbert beschrieben hat, nochmal alles Kalibrieren. Und wieder testen.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: mal wieder 1. Layer mit pulverbeschichteter Platte
Und noch eine Frage, wie bzw. von wo druckst Du?
Das Bild sieht nach dem Octoprint PlugIn aus. Falls dem so ist mach die Grundeinrichtung inkl. Testdruck erstmal von der SD-Karte. Keine Fehlerquellen dazuschalten..... Wenn der Drucker dann sauber druckt würde ich Octoprint wieder dazu nehmen.
Nochmal zum Filament, wenn es Prusament PET ist sollte auch ein entsprechendes Filament-Profil im Prusa-Slicer vorhanden sein. Das funktioniert bei mir bestens mit dem Prusament PET. Sowohl im Single- als auch im MMU Betrieb.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: mal wieder 1. Layer mit pulverbeschichteter Platte
Danke Euch Beiden
Ich kalibriere noch mal und mach davon auch noch ein Foto.
Die Platte wasche ich auch noch mal Heiß ab. Ansonsten fasse ich die nur an den Rändern an.
Der Bremsenreiniger war auch nur so eine Kurzschluss Reaktion, meiner Seits, weil mir der Kragen geplatzt war.
Hab mich aber wieder beruhigt 🙂
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: mal wieder 1. Layer mit pulverbeschichteter Platte
@kai-r3
drucken tue ich über Octoprint, das stimmt. Also Du meinst, dass es am Octoprint liegen könnte?
Ich probiere es dann mal über die SD Karte.
Ist halt bequem, über Octoprint, da ich den Druck gleich direkt, an den Drucker, senden kann. Der steht nämlich im anderen Zimmer.
Das Profil für PET fängt bei 230C°, im Slicer 2.1 an
Das für PETG, bei 240C°
Ich hatte aber auch schon Düse 250C° Bett 90C° probiert, das war dann das Bedienfeld geworden.
Warping ziemlich Wahrscheinlich das Fenster, da zieht es recht kalt unter der Fensterbank lang. Das merkt man auch am Drucker noch, der steht da leider in der Nähe.
Das Problem lässt sich aber lösen.
Achso noch als Anmerkung.
Ich schicke zwar den Druck, über den Slicer -> Netzwerk -> Octoprint, an den Drucker, bin aber immer vor Ort, wenn der Drucker mit dem 1. Layer beginnt. Schon alleine, um die Düse sauber , zu halten.
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: mal wieder 1. Layer mit pulverbeschichteter Platte
@dermartin
Nein, ob es an Octoprint liegt kann ich Dir nicht sagen. Für eine ordentliche Fehleranalyse ist es aber unabdingbar unnötige Fehlerquellen von vornherein zu vermeiden. Und das ist erstmal alles was für den Betrieb des Druckers nicht zwingend notwendig ist. Zugluft solltest Du aber in der Tat vermeiden. Und schau bitte nochmal was Du für ein Profil verwendest. Du schreibst zwar von Temperaturen, aber das ist nicht alles für einen ordentlichen Druck. Verwende also bitte das unveränderte Prusament PET Profil für Dein Prusament PET. Das ganze mit der mitgelieferten SD-Karte direkt am Drucker. Dann sehen wir weiter. Ach ja, klemm den Pi dafür bitte ab, oder deaktivier ihn im Menü. Falls es ein Zero direkt am EinsyBoard ist.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: mal wieder 1. Layer mit pulverbeschichteter Platte
Eigentlich ändert Octoprint nichts am gcode, sondern kopiert ihn in den upload folder und startet den Druck. Ich muss allerdings sagen, dass ich mit der 1.3.10 Version arbeite und da ist es so. Egal was im gcode steht, Octoprint sendet die Daten unverändert und startet den Druck. Was der Drucker mit den Daten dann macht ist eine andere Sache. Das heißt also, es muss schon am Postprozessor vom Slicer, oder an dem was Du dem Slicer befiehlst, liegen.
Ich habe dies ausgiebig mit meinem MMU2 bashscript zum Ausschalten der MMU2 und starten des Druckvorganges getestet und mir ist kein Eingriff in den gcode aufgefallen.
Aber wer weiß schon, versuch es doch mal von der SD-Karte aus.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: mal wieder 1. Layer mit pulverbeschichteter Platte
ich habe jetzt noch einmal die erste Schicht kalibriert. Sieht dann so aus:
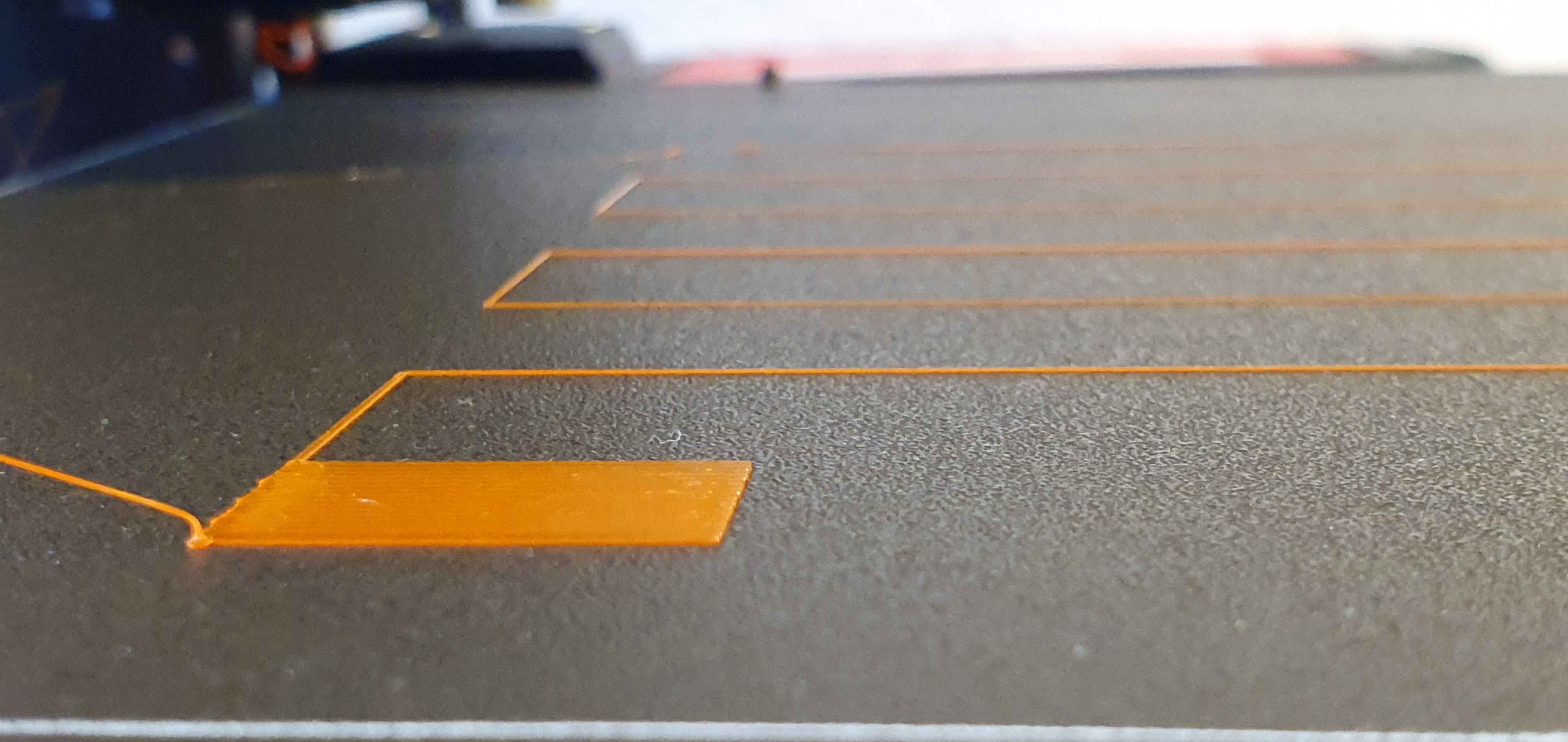
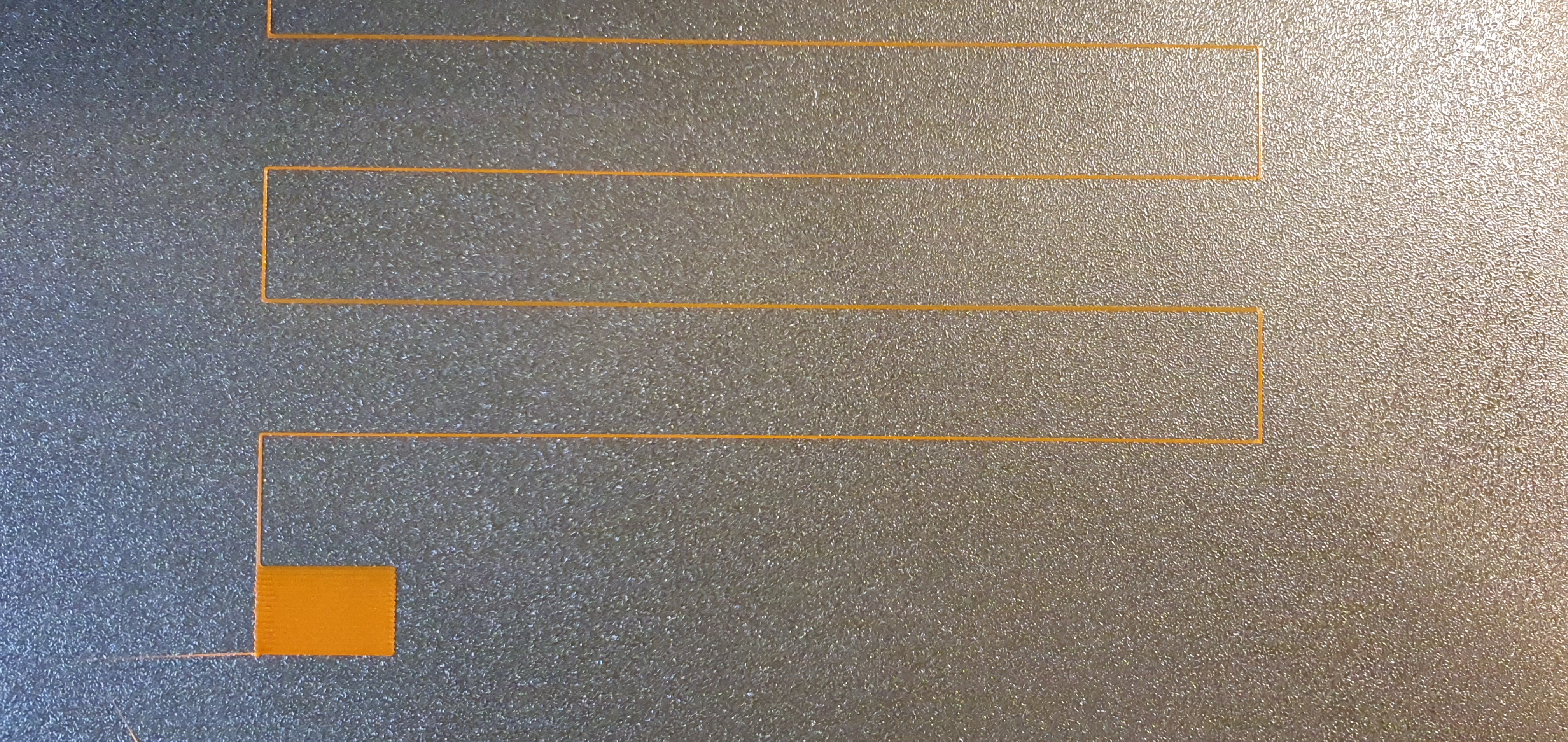
Ich hoffe man kann es erkennen. Bei dem unteren Bild ist wohl etwas, bei der Aufnahme schief gegangen.
Lässt sich nicht automatisch drehen.
Den Druck, den ich danach gestartet habe, habe ich von SD gestartet.
Die Einstellungen sind, vom Prusa Slicer 2.1, für Prusament PETG.
Also keine, von mir, getätigten Änderungen. Ohne Raspi. Nur Drucker Pur.

das sieht immer noch nicht gut aus, wie ich finde.
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: mal wieder 1. Layer mit pulverbeschichteter Platte
Wichtig ist dass folgendes passt, vorausgesetzt die Hareware (Zusammenbau des Druckers und des Extruders/Hotends) ist stimmig:
- First Layer und ebenes Bett
- Extrudierfaktor (ist default 1), muss aber teilweise angepasst werden
- Extruder Kalibrierung (100mm Methode mit extrudierendem Filament)
- Linear Advance K-Faktor
dann kann man weiter schauen. Du könntest vielleicht den Prusa Testwürfel drucken und ein Foto einstellen. Da kann man schon Einiges an Unstimmigkeiten erkennen (Form, Aussehen, Maßhaltigkeit).
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: mal wieder 1. Layer mit pulverbeschichteter Platte
@dermartin
Deiner Umgebungsbeschreibung nach würde weiterhin auf zu niedrige Temperatur tippen.
Hast Du die Zugluft mittlerweile unterbinden können?
Der Ring um das Druckobjekt sieht noch gut aus, der wird auch sehr langsam gedruckt.
Dann schaut die Außenkontur des Druckobjekts noch halbwegs gut aus.
Die Fläche schaut nun aber aus als wäre die Temperatur abgesackt. D.h. der Drucker möchte schneller extrudieren als es die Temperatur im Hotend zulässt. Ich hoffe das ich das einigermaßen verständlich beschrieben habe.
Als schnellen Test kannst Du also auch schauen ob die Erhöhung der Düsentemperatur um 10° bis 15° etwas bringt.
Zusätzlich würde ich die Druckgeschwindigkeit manuell runterschrauben. In Richtung 70% sollte das deutlich unterschiedliche Ergebnisse ergeben. Das ist natürlich nur zum Testen.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: mal wieder 1. Layer mit pulverbeschichteter Platte
jetzt mußte ich mal 2 Likes loswerden.
@Karl-Herbert
wieso bin ich Trottel nicht selbst darauf gekommen, mal die extudierende Länge, zu überprüfen, wo ich doch schon den Eindruck hatte, das zu wenig extrudiert wird. Das hole ich gleich mal nach.
Mit den K Werten, also Linear Advanced, kenne ich mich nun überhaupt noch nicht aus. Da muß ich mich erst einmal rein arbeiten/lesen.
Bisher dachte ich aber, dass die Werte, vom Prusa Slicer, für das Passende Filament Profil, bereits voreingestellt wurden. Da habe ich noch nichts eingestellt.
Den Würfel werde ich dann auch mal drucken: Frage PLA oder PETG?
Mit PLA habe ich wenig Schwierigkeiten. Ist ja auch leichter zu drucken.
@kai-r3
Das Zugluft Problem besteht noch. Daher möchte ich ja auch die Drucker Kabine bauen. Der Lack Tisch ist schon da, muß noch die Lexan Scheiben zuschneiden und dann die Teile drucken.
Eventuell stelle ich mir dann erst mal ein paar Pappen drum herum, muss mal sehen, wie ich das kurzfristig löse.
Den Vorschlag mit den Temperaturen werde ich auf jeden Fall testen.
So jetzt habe ich erst einmal ein paar Aufgaben abzuarbeiten, für's Wochenende.
Ich werde weiter berichten , was dabei heraus gekommen ist 🙂
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: mal wieder 1. Layer mit pulverbeschichteter Platte
@dermartin
Dann hab ich noch was für Dich. Für solche Bastelgeschichten auf die Schnelle nehme ich gerne Styrodur Platten in ca. 2cm Stärke.
Die kannst Du mit einem Cutter "Zurechtschnitzen" und mit Zahnstochern und/oder Panzertape zusammenfügen. Damit hast Du ein extrem gut isoliertes provisorisches Gehäuse, das zudem noch recht stabil dasteht. Und das ganze mit minimalem Kostenaufwand.
Wer freundlich fragt bekommt auch eine freundliche Antwort.
nec aspera terrent
RE: mal wieder 1. Layer mit pulverbeschichteter Platte
ist auch eine gute Idee, mal sehen, was ich noch so da hab, sonst muß ich halt noch mal in den Baumarkt. 👍
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen
RE: mal wieder 1. Layer mit pulverbeschichteter Platte
@dermartin
Wenn Du im Baumarkt bist: Vielleicht findest Du einen größeren Verpackungskarton. Zur Not kannst Du während dem Druck diesen drüberstülpen um den Drucker vor Zugluft zu schützen. Du kannst natürlich auch beliebige Ausschnitte oder Gucklöcher mit einem Teppichmesser anbringen.
Statt zu klagen, dass wir nicht alles haben, was wir wollen, sollten wir lieber dankbar sein, dass wir nicht alles bekommen, was wir verdienen.
RE: mal wieder 1. Layer mit pulverbeschichteter Platte
Ihr habt Beide gute Ideen 🙂
Ich meine, irgendwo, habe ich noch eine transparente Plane, für Gitterkörbe.
Die wollte ich am Lack Tisch befestigen. Dann kann ich mir sogar noch eine Tür vorne rein schneiden, die ich mit Klett verschließe 🙂
Irgendwie so ... und schwups ich geh mal suchen.
Original Prusa i3 MK3S - PEI pulverbeschichtetes Federstahlblech - Federstahlblech mit glattem doppelseitigem PEI - Octoprint - raspi 4 - 3,5" - Octoscreen