Extruder skipping
Hi!
Got some returning problems with extrusion, it suddenly starts skipping / chewing (as I call it).
I know it has to do with clogged nozzle, but I can print 2-3 prints just fine, and suddenly it starts to skip steps. If I restart the print it can print well, and then it can start skip again.
If I just extrude filament I have a smooth and nice extrusion flowing straight down, no curling/twisting.
I've experienced that S3D seems to cause this problem more than if I use Slic3r, is it a slicing issue?
Best Regards Patrik
Me on MyMiniFactory!
Me on Instagram
3D Printing Live Feeds
Prusa MK2 Usergroup Slack Live Chat
Unofficial live chat by users for users.
Re: Extruder skipping
I would check the retraction settings. If it retracts too much it could start pulling melted plastic back up into the transition area.
Re: Extruder skipping
I would check the retraction settings. If it retracts too much it could start pulling melted plastic back up into the transition area.
I have 1.5mm retraction distance in S3D and 0.8mm in Slic3r, both from profiles downloaded from the forum.
Maybe I should change the 1.5mm in S3D to around 0.8mm as well then?
Me on MyMiniFactory!
Me on Instagram
3D Printing Live Feeds
Prusa MK2 Usergroup Slack Live Chat
Unofficial live chat by users for users.
Re: Extruder skipping
This sounds like the the same thing that is happening to me. There are a couple of photos in my thread about my problem. I've been using Cura as a slicer but have not reviewed my retraction settings, but it sounds like this is another possible culprit of my/our problem.
My thread: http://shop.prusa3d.com/forum/original-prusa-i3-mk2-f23/extruder-feed-issue-t1135.html
Re: Extruder skipping
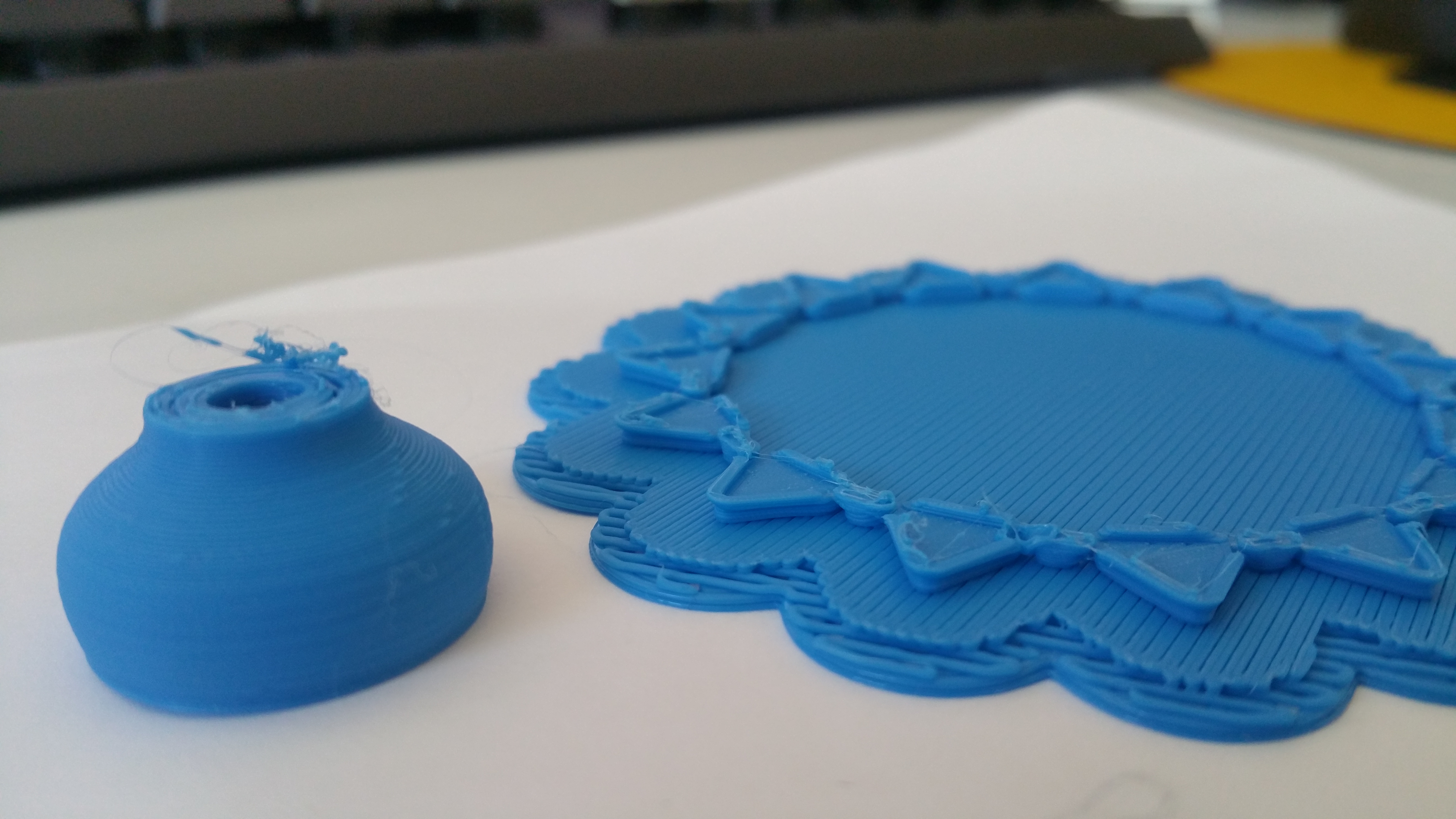
Looks more like your layers dosnt bond good enough, if your nozzle wont extrude your next layer wont stick at all and you'll have a big ball of chaos as a result, yours seems to print to the end?
But it could be the same issue! I'm always stopping the print when it starts to skip steps.
printing the rest of the birdfeeder now, no skipping so far...This is a 10 hour print (printing slow), and Im sure it wont start skipping... So I think its a slicer issue, which could point to the difference in retraction between the S3D profile and Slicer Profile (1.3 mm vs 0.8 mm). As soon as this is done I'll try one of the prints that failed three times with the extruder skipping, and reslice that with s3D and 0.8mm retraction instead.
http://3dprint.oneaday.se/stream_simple.html
Me on MyMiniFactory!
Me on Instagram
3D Printing Live Feeds
Prusa MK2 Usergroup Slack Live Chat
Unofficial live chat by users for users.
Re: Extruder skipping
I have 1.5mm retraction distance in S3D and 0.8mm in Slic3r, both from profiles downloaded from the forum.
Maybe I should change the 1.5mm in S3D to around 0.8mm as well then?
I noticed this when I setup S3D and changed it to 0.9. I haven't had any issues with clogging yet. Of course, now that I've typed this I'm for sure going to get a clog. Murphy's Law.
Re: Extruder skipping
I too have faced clogging issues when I increased retraction to 1.5 mm. 0.8 mm seems like a safe value to me - it's also the default.
Re: Extruder skipping
OK guys...
I have been using a V6 extruder for 9 months now. I have always used 1.5mm retraction. I have only ever had one instance of a blockage and that was early on with the Mk2. I rebuilt the hot end and have not had a problem since.
Does this suggest anything? (IMHO it does, but I have been known to be wrong...)
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Extruder skipping
Anyway, I don't think Patrik's issue is one of retraction... Those layers look very wide and very tall to me.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Extruder skipping
Peter
I'm definitely not discounting your experience with the V6. I have one on a self built Voxel Ox and have the retraction set for 1.8mm on it with no problems. For some reason when I use 1.5mm on the MK2 I do get clogs.
I can't really explain it but it may have something to do with airflow or retraction speeds.
Re: Extruder skipping
I'd imagine that extruding temperature also plays into it, maybe Peter is on the lower end of the melting spectrum for his PLA so the 1.5mm retraction isn't an issue. If you're on the higher end of the temperature range, you likely have less room for error on the retraction.
Re: Extruder skipping
Richard/Kevin
As Kevin has suggested, I do use a variety of temperatures depending on speed/layer height/filament colour.
However, with PLA I use a first layer temp of 215 degrees.
Actually, I was alluding to the fact that the hot end as supplied, may have some issues. In order to prevent the blockage problem which has been reported by several users on here already, the lower end of the PTFE tubing mus mate quite precisely with the SS heat break; the melted filament will find its way into any small gap in that area.
When I rebuilt my hot end, the PTFE tube was not quite square. I replace the tube ensuring a square end and that is was tight against the heat break and no more issues.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Extruder skipping
Finishing a 24 hour print in less than 10 minutes, without any clogging/skipping steps. (sliced with Slic3er, 0.8mm retraction distance)
When that's done I'll try slice one of the models that failed before with S3d, but now with the same retraction settings as we get in slicer with the Prusa Profiles.
Im printing at 190 degrees now
Me on MyMiniFactory!
Me on Instagram
3D Printing Live Feeds
Prusa MK2 Usergroup Slack Live Chat
Unofficial live chat by users for users.
Re: Extruder skipping
My guess is it's the slicer settings. I tried using S3D for the first time recently with the provided PLA settings for the MK2, and after a few layers the extruder started skipping around.


I tried printing the small part twice and both times it messed up at the same spot, so I loaded up the model in Slic3r and used the gcode it generated. It printed out without any problems. I'm not sure it has anything to do with the retraction setting though, since I did manage to print one 12 hour print using S3D without any problems and had the same default retraction settings as the failed prints.
Re: Extruder skipping
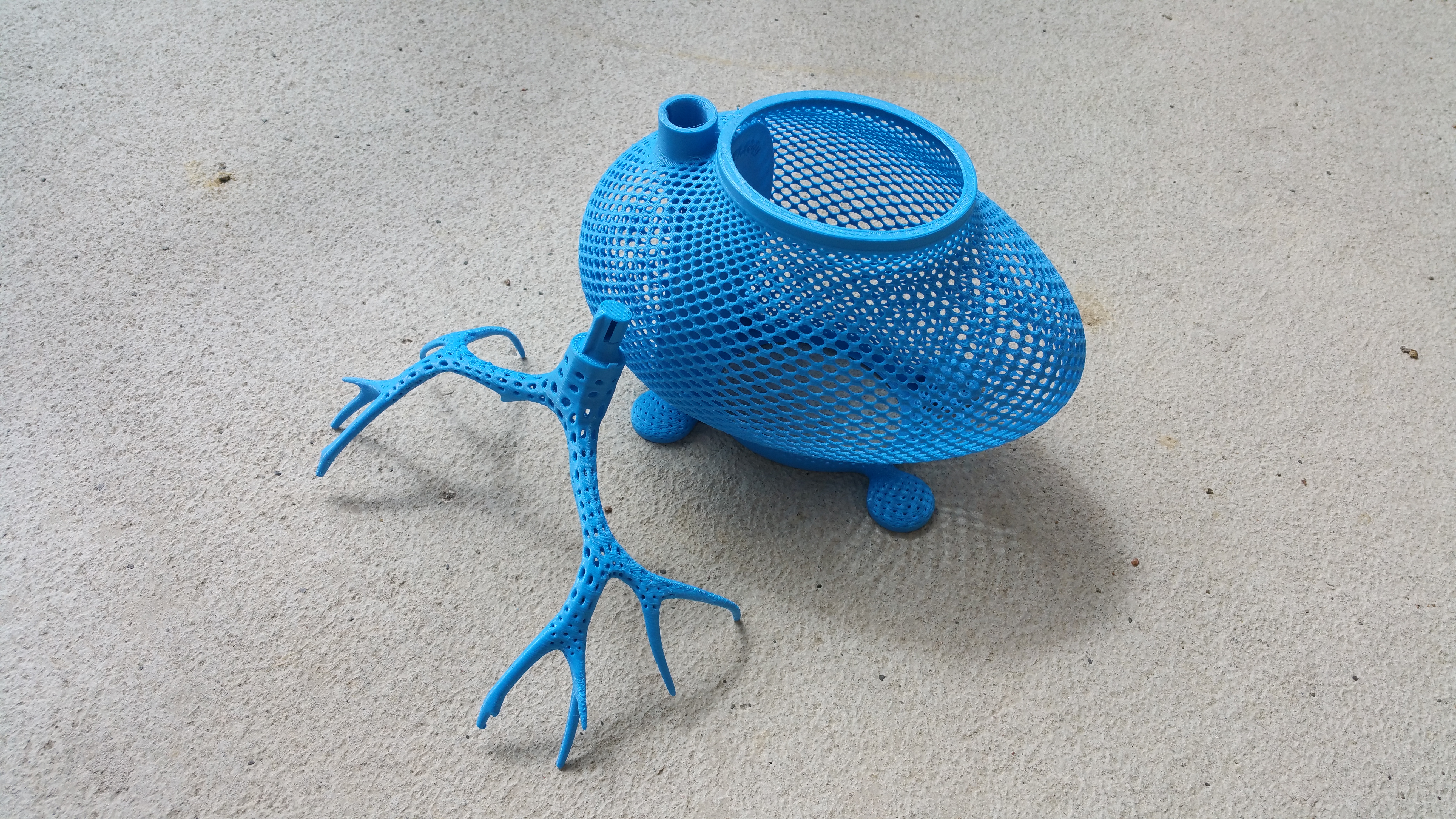
Yeah I just finised the bird feeder model, the branch failed 3 times for me on the same spot, sliced with S3D
I then switched to Slic3r and that worked out fine! Sliced the second part of the model sliced with slicer, and that one just finished after 24 hours.
Me on MyMiniFactory!
Me on Instagram
3D Printing Live Feeds
Prusa MK2 Usergroup Slack Live Chat
Unofficial live chat by users for users.
Re: Extruder skipping
I tried printing the small part twice and both times it messed up at the same spot, so I loaded up the model in Slic3r and used the gcode it generated. It printed out without any problems. I'm not sure it has anything to do with the retraction setting though, since I did manage to print one 12 hour print using S3D without any problems and had the same default retraction settings as the failed prints.
No, it has to do with acceleration. Slic3r has got sofisticated acceleration settings in profile provided by PR. S3D doesn't support it. Try to add following code to "Additional terminal commands for postprocessing" in "Scripts" tab of S3D profile configuration:
{REPLACE "; outer perimeter\n" "; outer perimeter\nM204 S800\n"}
{REPLACE "; inner perimeter\n" "; inner perimeter\nM204 S800\n"}
{REPLACE "; solid layer\n" "; solid layer\nM204 S1000\n"}
{REPLACE "; infill\n" "; infill\nM204 S2000\n"}
It should generate gcode with proper acceleration settings for each type of move/extrusion.
Alternatively, use High power mode.