New MM upgrade with some extruder skipping...
I posted some of this in another thread yesterday but I'll start a new thread for my work.
Background: Prusa i3 MK2 since November printing 20+ hrs/week fabulously. I did the MK2S upgrade as soon as it was available and that went well and the printer put back to work.
Got my MM upgrade last week. it took about 3.5 hrs to install. The upgrade was straightforward, just a few minor things to watch out for like fitting the Y to the hot end carriage. My PTFE was just a little too long (1mm) so it wouldn't fit properly. The top of this tube is chamfered to help the filament guide in - easy to do with a brand new X-acto blade and steady hands.
Now I'm working on printing. Calibration went fine and I have a good 1st layer thickness. I am having some extrusion issues with skipped steps. I have 9 Bondtech extruders on other printers and have never heard one skip a step! So something is not quite right. I have checked the filament paths in the extruders and the idlers are tensioned as per the guide. Just getting started sorting this out so hopefully I'll find the issue soon. It is pretty interesting to watch the swap over process.
I'm just finishing a print now and this might be a clue... I'm printing the gear bearing in 4 colors. I got fairly routine clicking (extruder skipped steps) with each of the 4 colors. This model prints the first 1.2mm in multi colors then uses filament in extruder 1 for most of the print and then finishes the last 1.2mm in multi colors. As soon as the single color printed the skipping stopped and the next 13.6mm printed quite nicely without skipped extruder. Then when the multi color started printing again, that first extruder is skipping steps again as are the others. Odd behavior that might be indicative of the root problem. Perhaps binding of some sort in the Y splitter.
I read in a previous post in this thread about "back pressure" during the purge palette print. Perhaps it's related to that. After this print is complete I'll go through each extruder carefully. Any recommendations or insight greatly appreciated.
cheers,
Michael
Re: New MM upgrade with some extruder skipping...
Hi Michael
As you are aware, it's quite hard to get the bondtech pulleys to skip, so there is obviously something not quite right.
I think the first thing to do is to ensure that all extruders work with single-filament models, so print a test cube with each extruder.
What filaments are you using and what temperature do you usually print those filaments? It could be that you need to lower the temperatures by 5 or 10 degrees - they may be stringing too much on unload.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: New MM upgrade with some extruder skipping...
Thanks Peter - I awoke this morning with exactly the same plan: print a single color test with each extruder. I am also going to swap out the filament in extruder 4 (my suspect one) as it is a "chalky" meltink orange that I don't have much experience with. I have lots of other PLAs that I know print beautifully so I'll use one of these instead.
I have well over 100 spools of various PLAs that I print successfully all the time. The 3 in ex1-3 are all "known good" filaments that print beautifully at 195°C on this and all of my delta printers with V6 hot ends. I was surprised at the 210° C for the MM models - I thought maybe they were trying to decrease extrusion pressure. Your comment makes a lot of sense though. So here's what I'll do today:
Print a test single extruder for each extruder at my known good extrusion temp (typically 195°C) to verify. If no issues I'll edit the MM g-code to reduce the extrusion temp to 195°C and retest. It's a good plan to get some data quickly, thanks.
Michael
Re: New MM upgrade with some extruder skipping...
Hi Michael
You can use KISS Wizards to generate a "temperature tower" from say, 210 to 180 degrees. The correct temp (for the filaments I use) is when it just start to shine which is about 200 or 205 depending on filament.
210 is too hot and will generate strings with most filaments. The "chalky" types (some PR filaments) can be very problematic at times.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: New MM upgrade with some extruder skipping...
Thanks Peter, I actually have my own technique to profile filaments but I've been testing KISS wizard too - it certainly makes it very easy. The 1-3 filaments are all well characterized, the #4 filament isn't so I'll swap that out. I know that chalky looking PLAs can be "interesting", that's why I called that out!
I have a few more hours to work today and then I can get to testing the single prints.
an update
So far I've been using the g-code files on the SD card "for simplicity". I posted a new question about manually loading for single color prints, thanks Peter for the g-code header/footer.
Meanwhile, one benefit of manually selecting and advancing the filament is it gives you a chance to feel and listen for issues as the filament goes through the Y splitter and into the hot end. But you do have to be rigorously consistent so as not to make a mistake (see below). So I did this to test each extruder:
Repeat for extruders 1-4
In my case all 4 extruders performed this test flawlessly.
So I next moved on to do a simple test print in each color. I modified the g-code to print these at 195C and chose to use the pre-sliced PRUSA plaque. I went through the process to load my first color (green) and printed. It printed very nicely. I then tested #2 (blue) and got skipping in the 1st layer then the main body of the print went nicely and finally the top shell layers filament starved again. I moved on to #3 (white) and that went great. I started the process for #4 (I replaced the potentially problematic orange I had been using with red) and got distracted. When I returned I created a "manually induced jam" - I forgot to unload #3! I had to remove the Y splitter to clear it up. In the process the metal tube came out - luckily I found it. I reassembled and test printed #4 and it went well.
On investigating #2 I felt the spool holder and PTFE guide were just a little tight so I replaced the PTFE with a shorter length of new tube. It fed through much easier. So I decided to print the bearing gear. It is printing now. I had first layer adhesion issues due to not having cleaned the bed in the area where this part prints - my 1st layer height is dead on. But enough of the layer stuck so I continued. It is doing smooth color changes so far with not extruder skipping. When I got to 1.4mm I noticed that I had forgot to put the steel tube in the #4 Y splitter!! Surprising it's working at all. It's got this far so I'll let it continue and report back when the print is complete.
So anecdotally, it seems that my orange filament could have been problematic although I did not test print it at 195C. If #2/blue filament starves again, I'll swap that filament with either #3 of #4 which both print nicely to eliminate the filament.
I feel like I've made some progress. I think I'm going to start doing my own slices (KISS). I've mostly held off because I hadn't reconnected my RPi and OctoPrint and swapping CF cards is a pain. I have a 5V buck regulator arriving tomorrow and I'll mount the Pi case on top of the new quad extruder driver case.
That's it for now, Michael
Re: New MM upgrade with some extruder skipping...
Michael
That's great news.
I think you may want to increase the temps (particularly for the blue filament) to 200 degrees. The cooling tube is now the secondary forming tube with the PTFE tube being smaller and therefore primary and that with the low temps is the reason it is working without the tube. When the PTFE wears due to use , the cooling tubes will be totally necessary.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: New MM upgrade with some extruder skipping...
Ok, some progress! The MM part I mentioned above completed. Here is a photo:
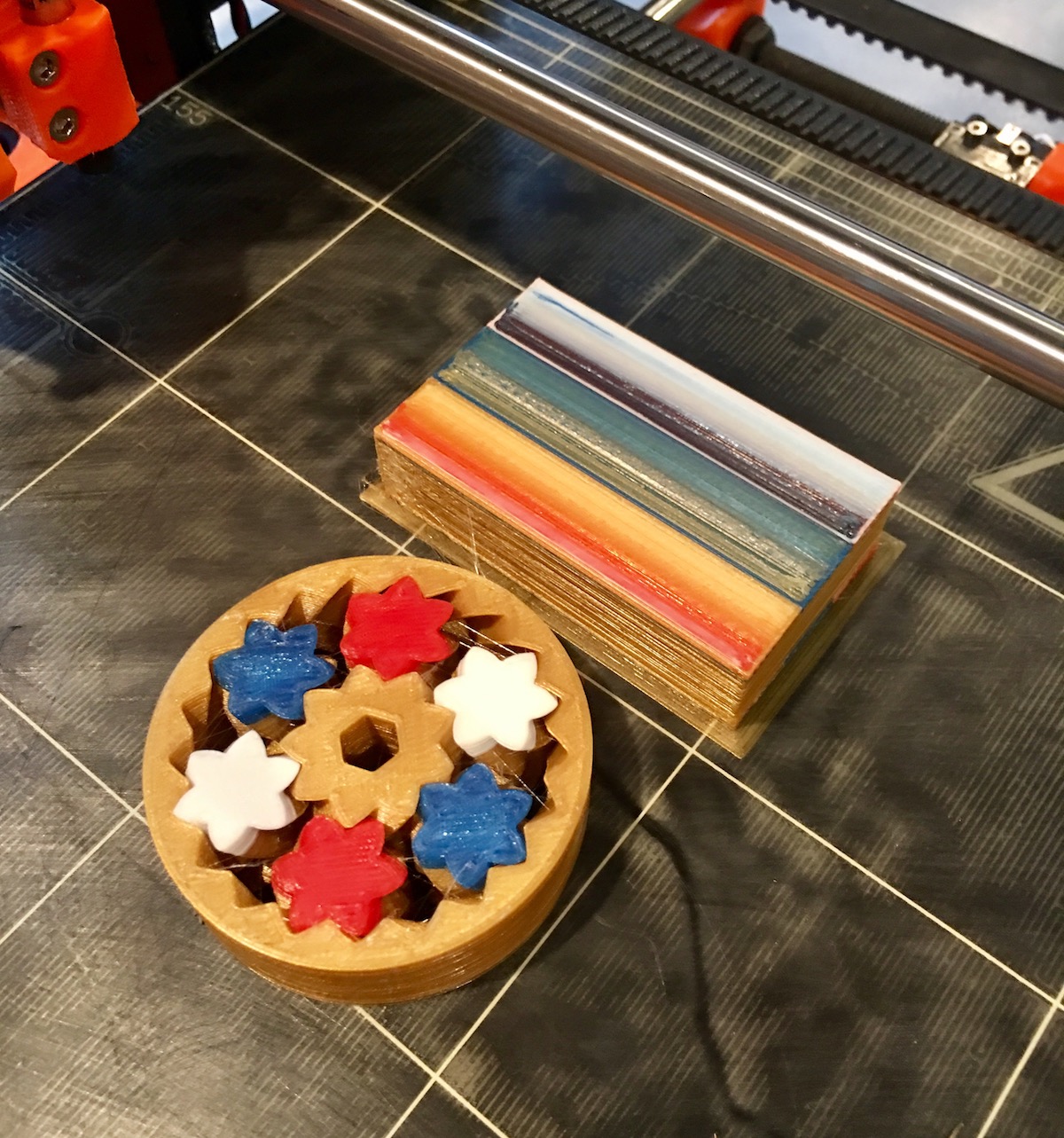
It isn't the prettiest print I've made but it did complete with no extruder skipping (and missing the steel tube in #4!). This is the MM gear provided in the files folder. The only thing I did was adjust the temp to 195°C. However, after the first few layers I noticed that when the blue (#2) swap occurred, the temp dropped to about 190°C and I got a tick or 2 on the purge palette. I increased the temp to 200°. You nailed it Peter. this part also has a ratty first layer - my fault due to improper bed prep.
I do notice the extra stringing with this setup as compared to the stock i3 with direct drive extruders. Even the short Bowden's will require some slicer tuning to deal with that. I've spent most of my 5+ years 3D printing on delta printers so I'm painfully familiar with Bowdens. Ironically, in the last 6 months I've converted 7 of my deltas to direct extrusion using Titan Aeros, Bondtech BGM, UltiBots Micro Extruder and Zesty Nimble!
At this point I think I'll just jump into KISS and start slicing myself. Peter, I pm'd you about the post processor - I don't seem to have the attachment in the PM you sent me the other day.
Cheers,
Michael
Re: New MM upgrade with some extruder skipping...
Great news...
Peter, I pm'd you about the post processor - I don't seem to have the attachment in the PM you sent me the other day.
I did email you directly this morning (09:30 CET). If you don't have it, please check your junk.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: New MM upgrade with some extruder skipping...
I just PM'd you while you were posting this. I don't have it. I checked my junk folder this morning and then deleted 450 messages there. Perhaps I missed it. Sorry to be a pain, but could you resend please. Thanks!
Re: New MM upgrade with some extruder skipping...
It sounds familiar 😀
... (and missing the steel tube in #4!)
Re: New MM upgrade with some extruder skipping...
It sounds familiar 😀
... (and missing the steel tube in #4!)
Yes, but I believe I was the first?
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: New MM upgrade with some extruder skipping...

Tri-color snake sliced with the soon to be released beta 1 version of KISS 1.6 using PJR's post processor. It already looks and sounds MUCH better. That big purge area is, well, big! Sure it could be made smaller as we gain more experience?
Re: New MM upgrade with some extruder skipping...
That big purge area is, well, big!
You should have used the defaults... 😉
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: New MM upgrade with some extruder skipping...
I did use the defaults! Am I missing a configuration option? In the settings tab its 75mm width default.
Re: New MM upgrade with some extruder skipping...
I did use the defaults! Am I missing a configuration option? In the settings tab its 75mm width default.
Ok, I had thought the default was 60mm, but that tower looks more like 150mm... Oh, what layer height are you printing at? If you have 0.1mm layers, the tower will double in width - you still need to purge the same volume.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: New MM upgrade with some extruder skipping...
That explains it, I'm using the variable layer height feature with a min height of .1mm.
Re: New MM upgrade with some extruder skipping...
That explains it, I'm using the variable layer height feature with a min height of .1mm.
I did say that I was working on variable height...
Will it looks as though the 4th and 5th layers are 0.1mm; it's possible they all are.
OK, after this print, only fixed layer heights, please...
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: New MM upgrade with some extruder skipping...
Got it, sorry about that! I wasn't paying attention but I do recall you saying only use fixed layer heights.
Re: New MM upgrade with some extruder skipping...
Michael
Not a problem; I guess it was a good test...
Quick Q: What retraction speed are you using? I know you prefer different suck/prime speeds. Have you tweaked the preload?
TIA
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…