Blobs Problem
I downloaded and used the latest prusa3d MK2MM slic3r profile and I got this problem which the blobs causing the filament unable to go through the metal sleeves. I think about 1-2 months ago I didn't have this problem where I initially got the MM upgrades.
Can this be related with the high retraction speed? Previous was 35, now is 50 mm/s
I set the temperature to be at 230'c since I am using ABS.

Re: Blobs Problem
I was having this issue as well. What worked for me was lowering the temp.. For PLA I went to 200c . If that doesn't work check our the other steps in the manual page 22. http://www.prusa3d.com/downloads/manual/prusa3d_manual_mk2mm_en.pdf#_ga=2.96902623.1512859356.1506354960-1054418231.1500305977
Re: Blobs Problem
I did re-align the bondtech gears with the filament pathway, adjusted the spring tension to be 5mm gap as per the instructions. I print the same item again, still having some of this issues.
Previously I had success but only printed for about 2 objects which has 3-4 colours.
I need to recover the old printer profile from the successful prints in the sd card once i'm back home
p.s: It might be due to the retract before wipe option, but I'm going to check on the successful prints profile anyway
Re: Blobs Problem
The problem persists and I am at a lost here. I am thinking to switch back to direct drive or use the old hotend on top of mmu. This 2.1mm heatbreak is actually causing problems where these blobs got stuck on the teflon tube in the hotend
The Picture below shows that on bottom side, printed with ABS 220'c, 50mm with 60% retraction. Middle is 240'c 50mm and 0%, while the top side is 240'c 80mm and 0%. I attached the file that I wanted to print.

Re: Blobs Problem
I really think you have an issue with your PTFE tube.
See points 9 and 10 in this post: https://shop.prusa3d.com/forum/original-prusa-i3-mk2-multimaterial-f26/blockage-troubleshooting--t4643.html
But also check the chamfer/tapers, make sure it's installed the correct way, and check it for wear (try pushing a blobbed filament end through).
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Blobs Problem
I really think you have an issue with your PTFE tube.
See points 9 and 10 in this post: https://shop.prusa3d.com/forum/original-prusa-i3-mk2-multimaterial-f26/blockage-troubleshooting--t4643.html
But also check the chamfer/tapers, make sure it's installed the correct way, and check it for wear (try pushing a blobbed filament end through).
Peter
I will try to fully secure with point 10. I kind of confused of this burr thingy, I think the end of the teflon tube are clean. I tried to let the filament go through the teflon, it was stuck where as this blob actually bigger than the teflon inner diameter.
Got any guide on how do you do the point 10 the simplest way?
Re: Blobs Problem
I had this exact same issue as described in this thread:
I could not shake out the blobs from forming, no matter what temperature I was printing at. I've had success over the past 2 days though, after changing out the nozzle to an older one I had off an Ebay hot end that was in my used parts box. Ever since changing out the nozzle, the plastic has not formed that nasty little blob at all.
Disclaimer, it may not work in your case, but it may be worth taking a look at because it looks like it solved mine so far.
Re: Blobs Problem
Got any guide on how do you do the point 10 the simplest way?
It's all in that thread I believe.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Blobs Problem
@jonathan, I saw your solution at other thread as well, that is why I am considering to change back to the old mk2 hotend. I also have a custom machine almost similar to mmu setup. Basically the heatbreak are stock and can be smaller than the teflon tube 2mm inner diameter. That printed didn't have much problem with abs dual prints but i did have some issues only that it was never related to jamming in the oversized heatbreak
@pjr, assuming that I do this 10. Insert the PTFE tube fully so that it makes a good seal with the heat break. (I undo the heat break half a turn, insert and lock PTFE, tighten heat break.)
I just turn the heatsink and the heater block without dismantling the brass nozzle and everything?
Re: Blobs Problem
I just turn the heatsink and the heater block without dismantling the brass nozzle and everything?
You unscrew the heat break from the heat sink by half a turn, push in the PTFE tube, lock it and tighten the heat sink into the heat break (by hand - it doesn't need to be overy tight).
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Blobs Problem
I just turn the heatsink and the heater block without dismantling the brass nozzle and everything?
You unscrew the heat break from the heat sink by half a turn, push in the PTFE tube, lock it and tighten the heat sink into the heat break (by hand - it doesn't need to be overy tight).
Peter
I will try this method of securing the teflon tube. It might be due to the fact that I pulled the teflon tube without doing what you suggested in the other thread. I will report back.
Re: Blobs Problem
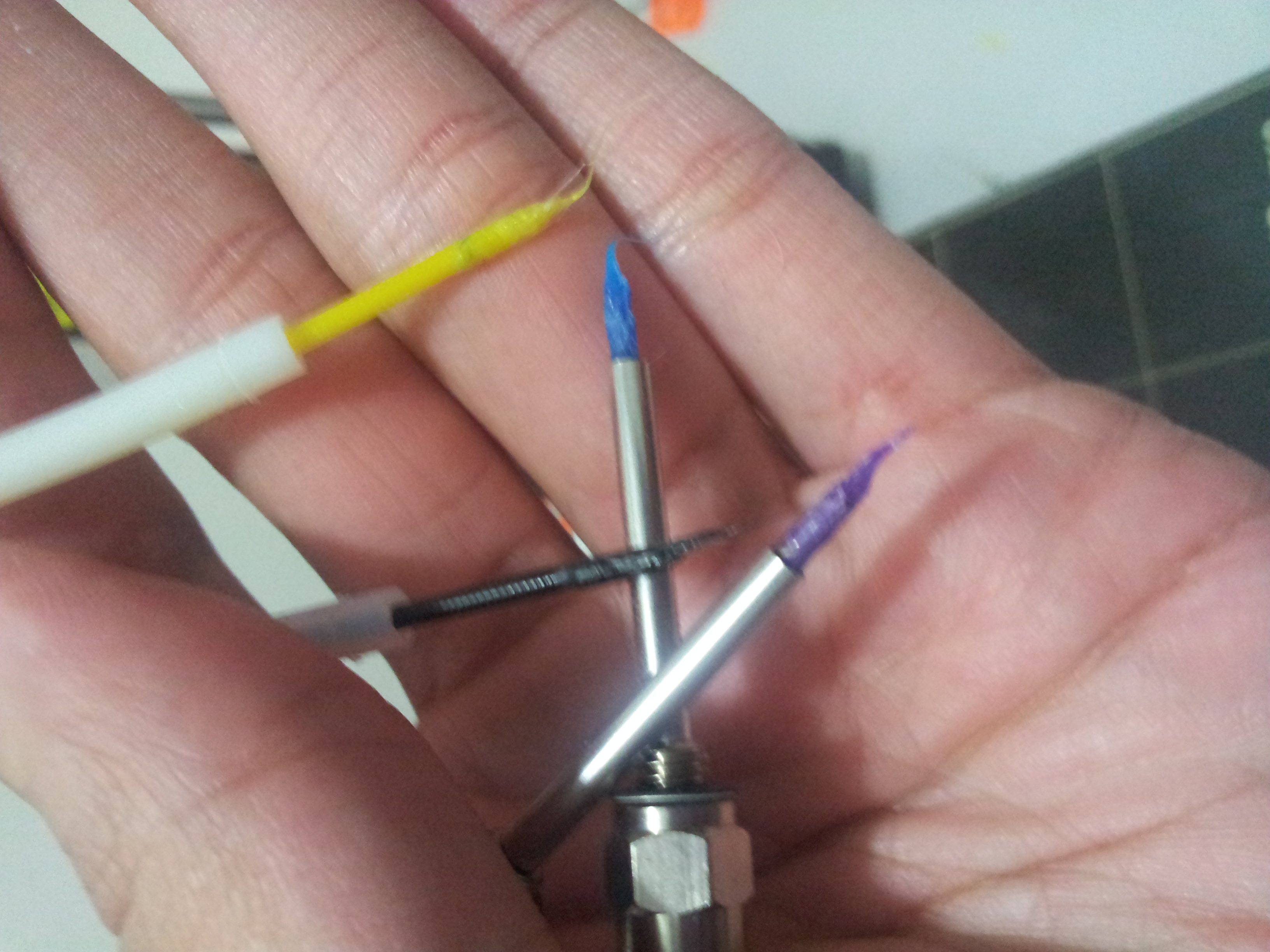
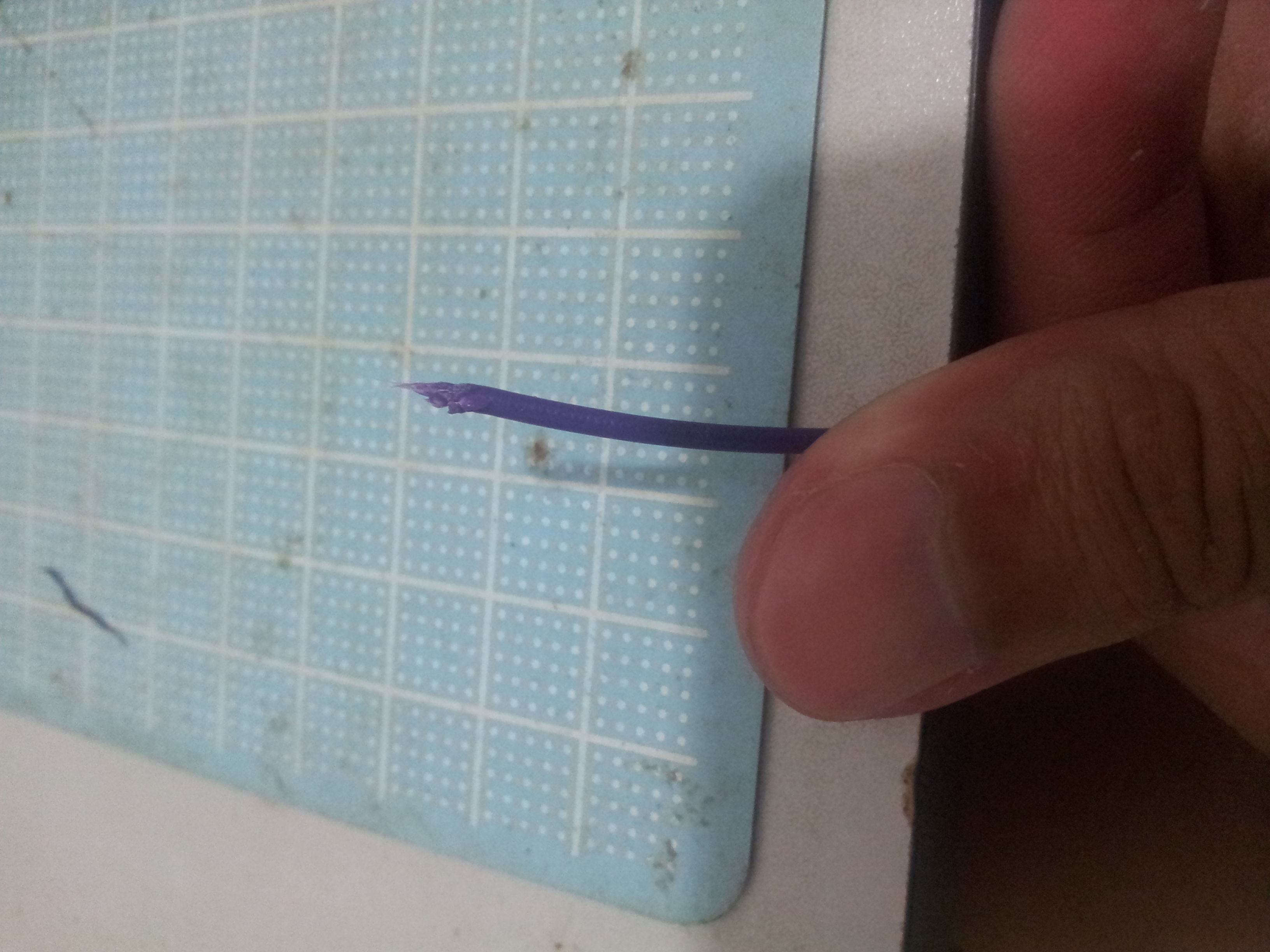
@peter, I tried with that method which is point 10 of your filament jamming solution. It does gets into blob anyway. I printed some parts that requires around 2h40m, and the filament starts jamming when it is close to the completion which is about 2 mins before completion. I'm attaching the blobs that were just getting formed at around 2h 37m of printing time
Instead of changing to the old mk2 hotend, I think I'm going to change to the chinese e3d heatbreak to avoid more mess in wiring.
Re: Blobs Problem
I changed to the cheap chinese metal heatbreak which I used a lower angle drill bit to make the filament go into the heatbreak more smooth, Only to make the edge more smoother. However. I still having a bit of issues where the filament being grind by the bondtech extruder. the time it got grind, i didn't clean the extruder.
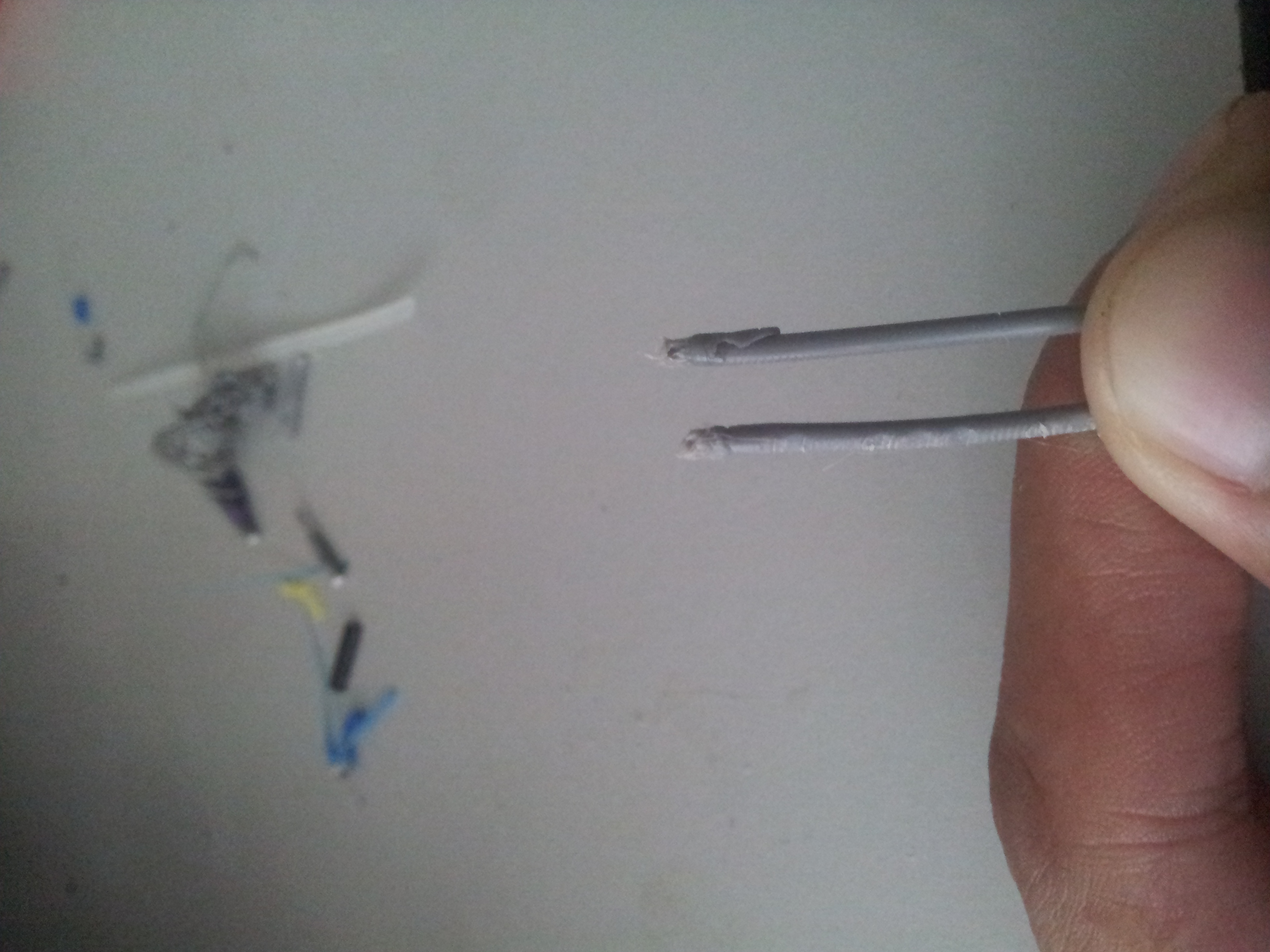
I did and found out that the opening there was full with the plastic particle building up there and I think that's the reason the filament got grind by the bondtech. Furthermore I adjusted the tension spring of the extruder but I don't know whether or not it is tighter or loose than before. I'm attaching the picture of filament blobs between the cheap chinese and prusa heatbreak.
The second picture is where the area the filament got grind by the extruder
P.S: I found that even with the grind on the extruder area, the blob were formed, the filament didn't get stuck to either teflon tube or the cheap chinese heatbreak.
Re: Blobs Problem
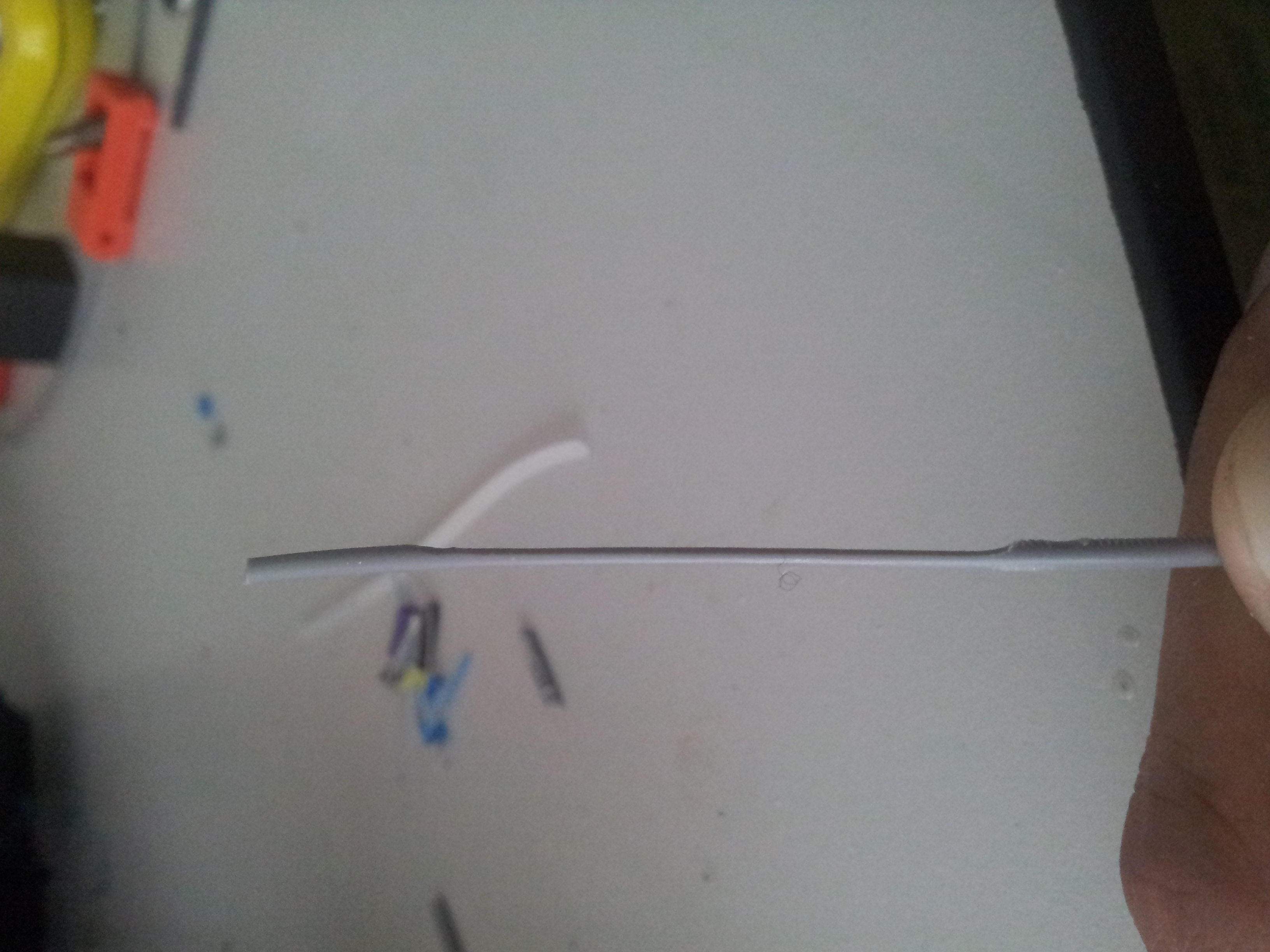
To conclude with my jamming issues, I do what jonathan did which is to change to standard/cheap chinese metal heatbreak which inner diameter was supposed to be around 1.9-2.0mm, slightly smaller compared to the teflon tube.
I grind the edge of the heatbreak opening inside there to make it smooth as the cheap heatbreak are quite rough and has some burr at the edge. With the smoothing of the edge, the filament able to go in freely.
My early days of after changing into the cheap heatbreak, the motor kept grinding the filament away and this I believe due to the bondtech gears are stuffed with the filament that were chipped away previously. I cleaned that up, and adjusted the spring tension a little bit. In the end I think the spring tension was back to the original tension where it will grip the filament.
In overall, the prusa heatbreak didn't solve much issues at all since the diameter is around 2.1mm which is slightly larger compared to standard and the teflon tube as well. I'm able to print more objects that requires more retraction, and longer print job now. I still haven't tested the heatbreak with the multi colour parts yet but I'm pretty sure that there will be no problems as I tested that the abs don't have issues switching to another colour with the standard heatbreak on the other custom machine