Blockage troubleshooting.
PLEASE NOTE: This thread is for the multi-material upgrade ONLY. Off topic discussions will be removed.
In an attempt to assist those experiencing blockages, I have put together this guide. Hope it helps someone...
HARDWARE
So the best I could come up with is the following, which moves along the filament feed path.
1. Check the spool is moving freely and the filament is not tangled.
2. Ensure that the filament moves through the PTFE feeder tube with little resistance.
3. Ensure that the drive pulleys are aligned perfectly with the filament path.
4. The grub screw on the motor pulley should be tight and held in place (I used Loctite 290)
5. Check that the tensioner pulley moves freely and also make sure the "door" holding this pulley also moves easily.
6. Ensure that both filament drive pulleys are free from any debris.
7. Ensure that the tension screws are not too tight for the filament being used (this will cause filament damage and prevent proper feeding).
8. Check to make sure the cooling tubes are in place.
9. Take out the PTFE tube and remove any burr that may be present at the bottom end.
10. Insert the PTFE tube fully so that it makes a good seal with the heat break. (I undo the heat break half a turn, insert and lock PTFE, tighten heat break.)
11. Remove all festos from the top of the MUX and ensure filament passes through to the heat break easily.
FILAMENT
Different filaments, even different colours from the same manufacturer may require different temperatures. A good starting temperature for PLA is 205 degrees with the first layer at 215. I have attached a temperature test cube which starts at 215 degrees and reduces to 175 degrees. Note that this works on E1 (T0). The extruder can be changed by editing the GCode.
The diameter of any filament used in this printer should not exceed 1.85mm. There is a possibility that filaments rolls will contain a small section where the filament exceeds this diameter and this may cause blockages.
Retraction values used should be 3 to 4mm. Any more than 4mm may cause blockages.
I have also attached my version of a 4C Prusa Logo. The temperatures in this file are set to 215 (first layer) and 205. Again these can be changed by editing the GCode.
PLEASE NOTE:
There will be some things I have forgotten, but I do think this covers the basics. If you still experience blockages, please add a post below and include the following:
1. Where the blockage occurred (in cooling tube, below cooling tube etc)
2. When the blockage occurred (load/unload)
3. Which extruder blocked and the previous extruder used in the print.
4. What filaments (make and colour) you were using in each extruder and the temperatures you were using.
5. A photograph of the filament ends - remove the Festos from the top of the MUX and try to photograph the filaments in the order E1 to E4...
There are a couple of things I have done differently which may be of assistance:
1. I have cut the PTFE feeder tubes between the spool and the motor. This has a couple of benefits:
a. Reduced resistance during loading and unloading - the filament is pushed back only as far as the cut.
b. Because the filament does not unload to the spool, it does not "overload" the spool and run off the side (when spools are nearly full)
2. I use the plated copper nozzle from E3D. Yes, it is quite expensive but I find that the filament doesn't stick to it as much and unloads are cleaner and require a smaller wipe (less waste).
If you have any other ideas or if I have made a mistake somewhere, please let me know.
Peter
EDIT 20 June 2017:
IMPORTANT INFORMATION
I have just learned that there is a batch of heat breaks which do not have a chamfer. If you have one of these heat breaks, then the lower end of the PTFE tubing must not be chamfered to match the heat break.
If the end of your PTFE tubing requires chamfering and you do not have proper means to create a good chamfer, then DO NOT attempt to chamfer the tube. A bad chamfer is worse than no chamfer.
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Blockage troubleshooting.
Peter,
The summary is well appreciated. Of all the items listed, the one that sticks out is the copper plated nozzle.
How much of a difference has that made to your success?
Thanks,
Steve
Re: Blockage troubleshooting.
Of all the items listed, the one that sticks out is the copper plated nozzle.
How much of a difference has that made to your success?
Difficult question to answer and probably influenced by the fact that it's much more expensive and I bought some (about 10) and therefore it must be better.
Of all the testers, I think I was the only one with this nozzle. However, I am the only person slicing with KISS and with a different post-processor. I tend to do things differently... I really think that this nozzle allows me to reduce the tower size marginally, probably nothing more.
I am currently trying out latest Slic3r with built-in tower:
Left is large 4C Tree Frog (KISS) and right is Roman's 4C Kitty (Slic3r). Not a single problem. Both printers have plated copper nozzles; but both would work as well without.
This is how your printer should be working. and I am certain we can get you past your current problems.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Blockage troubleshooting.
Thanks to Peter for this list of tips and thanks in advance to everyone who's willing to help.
I have my MM upgrade put together. At the moment, all it does is jam. I can't even print one layer without a jam. 😥
The extruder motors, pulleys, and Bowden tubes work surprisingly well. When it jams, the motors never lose grip on the filament. Instead, the motors skip because the filament is stuck inside the hot end. I regard the design of the motors, pulleys, and tubes as excellent. The multiplexer seems good too. I like how I can remove the multiplexer with a single screw and work on the hot end without the motors.
What confuses me is the design of the hot end. Based on many cold pulls, it seems that the hot chamber is wider than the PTFE tube just above it. How is that supposed to work? Shouldn't the PTFE tube be exactly the same width? When the printer tries to retract the filament for a material change, it tries to pull the widened filament through the narrow tube and it simply can't. I have to stop it, heat it a lot, and push the filament down before the next attempt.
Maybe I have the wrong size PTFE tube? Or maybe I'm not thinking about it the right way.
Re: Blockage troubleshooting.
Shane
The PTFE tube is a special 1.9mm ID but the lower end is tapered to open it to about 2.5mm. That same bottom end is also chamfered to match the seating inside the heat break.
Likewise the top of the heat break is chamfered to about 2.5mm, so the two should match.
The idea is to retract the filament quickly enough while it is still hot so the PTFE can form the tip to 1.9mm so it can enter the cooling tubes (1.95mm) where it is moved slowly while solidifying.
If you are having blockage between heat break and PTFE, ensure it is inserted right way up/down, check for burrs at the lower end of the PTFE and make sure it is firmly seated against the heat break. If that is OK, then try increasing the print temps by 5 degrees.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Blockage troubleshooting.
Maybe my PTFE tube is upside down, then. Is there a diagram somewhere of the correct orientation? My tube certainly isn't the same on both ends.
Re: Blockage troubleshooting.
Shane
There is a taper at the top end; there is both taper and chamfer at the bottom.
Not sure about diagram though... Will have a look.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Blockage troubleshooting.
Thanks Peter. Even a rough diagram would help a lot.
Re: Blockage troubleshooting.
Hope this helps.
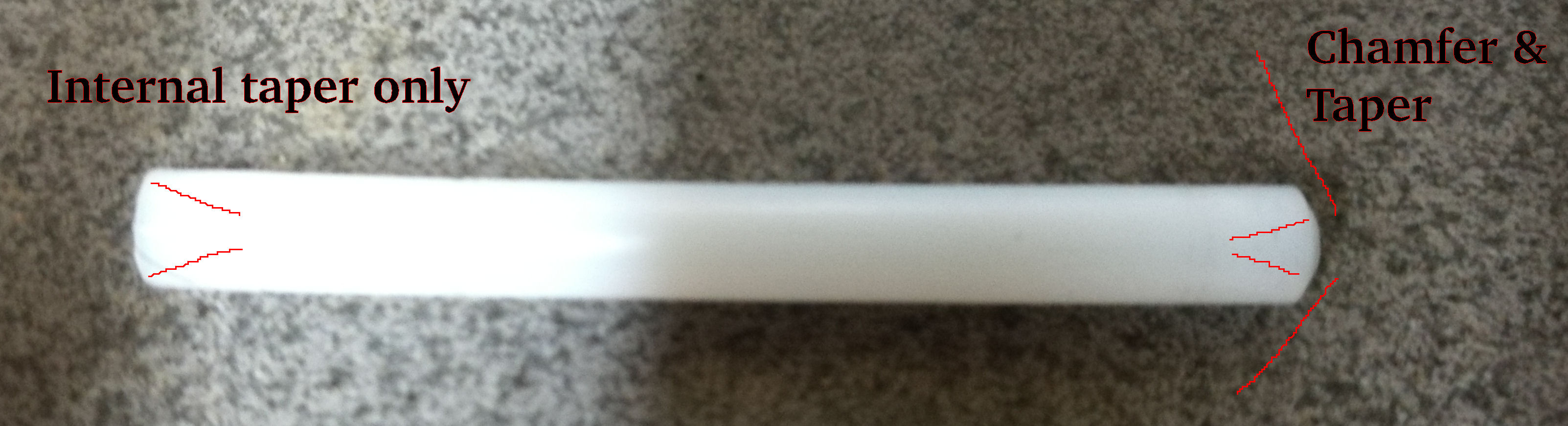
Right hand side goes down. It's the right hand side you need to remove any burrs that may be present.
Peter
EDIT: please also check the exact length of the tube.
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Blockage troubleshooting.
In an attempt to assist those experiencing blockages, I have put together this guide. Hope it helps someone...
Retraction values used should be 3 to 4mm. Any more than 4mm may cause blockages.
Whats the max retraction for a non MM printer?
Re: Blockage troubleshooting.
cory.w: According to the E3D troubleshooting guide, direct feed printers like the MK2 (without MM) should retract between 0.5mm and 2mm. 0.8mm is the default setting. https://wiki.e3d-online.com/wiki/E3D-v6_Troubleshooting
Re: Blockage troubleshooting.
Peter: Thanks to your help, I got it printing! I just needed to understand the idea that when retracting, the MM printer forms a new tip using the PTFE and steel tubes for future re-insertion. There are a lot of things that can go wrong with that idea, but there's a way to compensate for each issue. In my case, that means the extruder fan needs to be in good condition (4+ CFM is required) so the cooling is quick enough, the PTFE tube needs to be seated well (using your half-turn trick; that should definitely be in the docs), and the nozzle needs to be a bit hotter than I'm accustomed to.
I do have the right PTFE tube and it's situated correctly, but I may have damaged it slightly because of my lack of understanding. I think I'll get a replacement or two. It's 40.72mm long; I'm not sure how long it's supposed to be.
I realize now how ambitious this MM idea is. As Josef has been saying, it depends more on the right software and settings than on hardware changes. Fortunately, the software is improving rapidly.
My first multicolor Marvin is coming now! 🙂
Re: Blockage troubleshooting.
Shane
Great news.
Be careful with overheating; that can cause stringing and lead to blockages.
The PTFE tube needs to be 41mm; I prefer it it be slightly longer rather than shorter as a short tube can start to move in the heat sink and leave a gap between it and the heat break which will also cause a blockage.
Unfortunately the design demands very close tolerances.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Blockage troubleshooting.
Shane
Great news.
Be careful with overheating; that can cause stringing and lead to blockages.
The PTFE tube needs to be 41mm; I prefer it it be slightly longer rather than shorter as a short tube can start to move in the heat sink and leave a gap between it and the heat break which will also cause a blockage.
Unfortunately the design demands very close tolerances.
Peter
EDIT: As for retraction on a single filament printer; that should not exceed 1mm without a properly formed and correctly inserted PTFE tube.
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Blockage troubleshooting.
Thanks for all the tips Peter, when through everything, 1/4 turn on heat break and loctite on the set screws being the key additions. Had a number of jams with filament forming balls at the end and not retracting past the metal inserts, which followed being changed from extruder 1 to 2 (now removed from the MM experience and), replaced with newer filament. I had success with the gears, printed in 3 colors. Will set it another print today and see what happens.
Re: Blockage troubleshooting.
When you are turning the heatbreak 1/4 turn, are you referring to turning it at the block side, or turning the locking mechanism at top? From my understanding, the PTFE does not go all the way to the block and stops about 3/4 into the heatbreak (Direct Feed Setup, not MM)
Re: Blockage troubleshooting.
The bottom of my ptfe liner did not have a taper or chamfer. I used a exacto knife to add a slight inner chamfer. So far its fixed all my jamming. i have only printed a few parts since, but already its a big difference.
Thanks Peter!
I'm thinking about making pencil sharpener like tool to add some precision to modifying/deburring the PTFE liner. Since I only should have to do this once i'm not sure its worth the effort but if it will help more people have better success i'll design something.
Re: Blockage troubleshooting.
OK, so this is the pencil sharpener I use to chamfer the PTFE tube:

I use the reaming tool from a Swiss army knife to taper the inside of the tube.
But you must chamfer first, cut to just over 41mm length (I prefer 41.2 to 41.5mm) and then add the taper to both ends. Then with a very sharp knife remove the burr from the bottom of the tube. The tube will now be only just over 41mm.
Peter.
P.S. A couple of prints which have just finished. Frog was 44 hours and the fish was 26.
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Blockage troubleshooting.
I'm thinking about making pencil sharpener like tool to add some precision to modifying/deburring the PTFE liner. Since I only should have to do this once i'm not sure its worth the effort but if it will help more people have better success i'll design something.
Roy
With the PTFE tube now being both the initial and primary filament tip re-forming part, the PTFE will wear and need to be replaced on occasion. The problem is that it is high-precision 1.9mm ID and not readily available.
How often it will require replacing is as yet unknown.
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…
Re: Blockage troubleshooting.
Had a number of jams with filament forming balls at the end and not retracting past the metal inserts
I also had this with old filament. There are a couple of possible solutions:
Higher/Lower temp (lower would probably be better, but old filaments seem to need higher temp to print)
Adjustment of unloading speed - which is not something that you can do easily (you need to write your own post-processor...)
Peter
Please note: I do not have any affiliation with Prusa Research. Any advices given are offered in good faith. It is your responsibility to ensure that by following my advice you do not suffer or cause injury, damage…