Printing with PolyPropylene
Hello everyone!
Did anyone tried to make a print with Polypropylene (PP) filament using Prusa i3 MK2?
If yes :
1) what setting were you using (printer settings for printing)?
2) what were slicing parameters?
3) what filament (manufacturer / diameter)?
I want to make some prototypes for chemical lab, where the printed part will be exposed to some harsh solvents, so ABS / PLA are not an option.
Also, it may be autoclaved, so PET is also not an option.
Thanks.
Re: Printing with PolyPropylene
I don't know of anyone that has printe with Polypropylene but there is a good writeup here that goes into what setting, etc. should be used.
Re: Printing with PolyPropylene
I also found this post : https://3dprinting.stackexchange.com/questions/938/what-are-the-ideal-print-conditions-for-polypropylene
It is very descriptive and related to printing with Prusa. Probably, I should try.
Re: Printing with PolyPropylene
I recently did a lot of printing with PP for a similar reason. I used the Verbatim filament and covered the build plate with Scotch packing tape.
I did not have good luck with the stock parameters in slicer PE. I found that I got reasonable results by doing the following:
1. Reduced the build plate temperature to 70C on the belief that it helped the tape to adhere better.
2. Decreased the extruder temperature by 20C to reduce stringing.
3. Turned off the fan.
4. Put a box (enclosure) over the printer.
You can also find PEEK, PEI, PVDF, and some other fluoropolymer filaments available. PEEK and PEI require higher temperatures than what we can achieve with the stock MK2s, but the PVDF looks doable. They are all significantly more expensive than PP.
Re: Printing with PolyPropylene
Stefan used PP on the Prusa:
Cheers,
Carsten
My Prints: https://www.prusaprinters.org/social/15695-carsten/prints
My Employer: https://make-magazin.de
RE: Printing with PolyPropylene
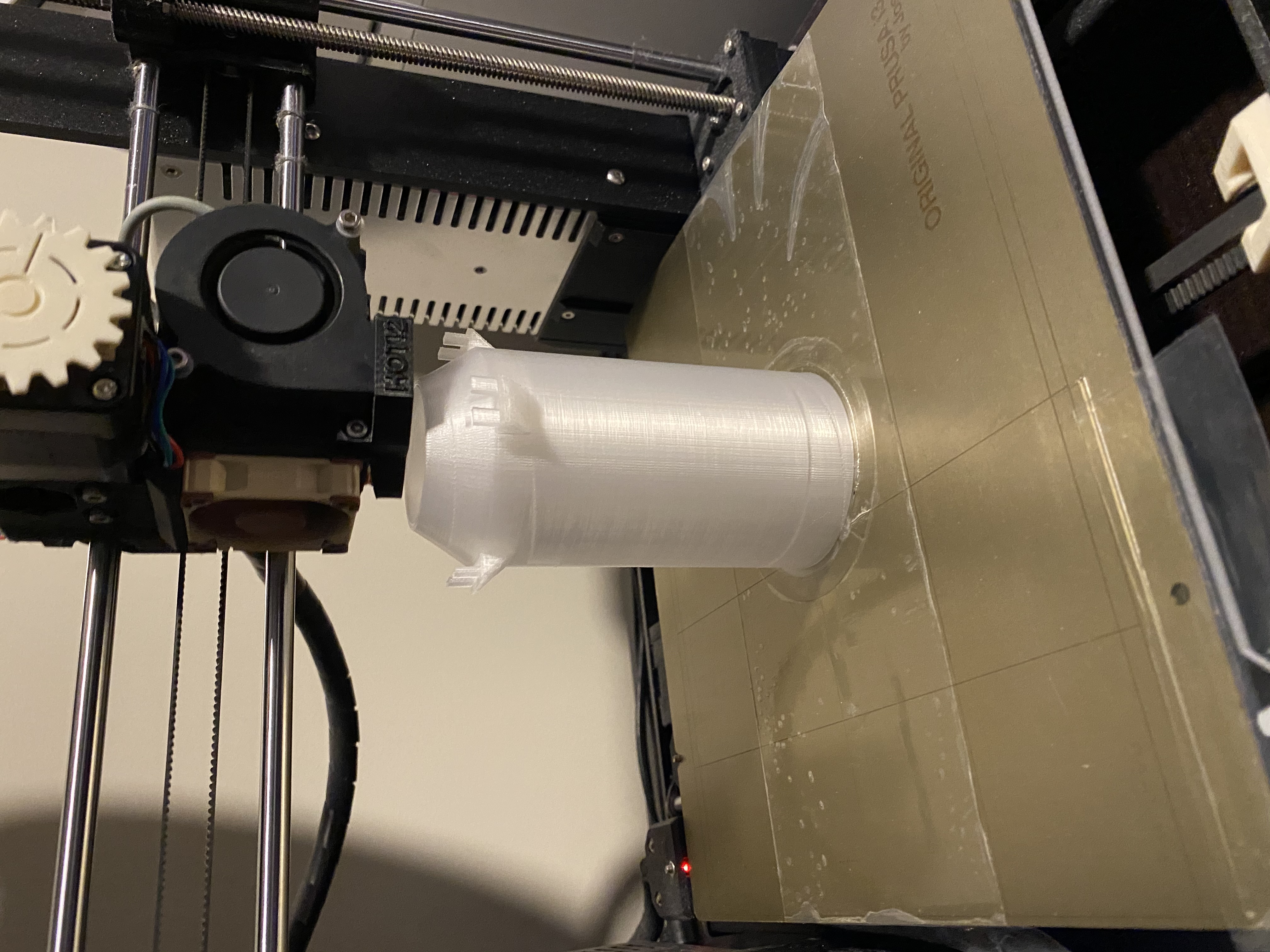
Thanks for the info. I'm printing with FormFutura's Centaur PP and it is turning out really well on the MK3. I used Eurocel LDPE tape to aid in adhering the print to the print bed. No lifting or warping of the print. Brim was 10 mm. I did not even have to Live Adjust Z to account for the 0.12mm thick tape. Settings were as follows:
1. Heat Bed = 65 deg C
2. Nozzle = 220 deg C (1st layer), 240 deg C (other layers)
3. Fan = 100%
4. Speed = 20 mm/s (1st layer), 25 mm/s (perimeters)
5. Flow = 125 (adjusted at the printer)
6. Retraction = 0.4 mm
Easy to pull the print off of the print bed. It was a tubular print and I forgot to change the seam position to aligned, which really only adds a little of style to the print. There is a lip on the inside of the cyclone, that's why near the bottom of the print you can see a stripe looking like it did not fuse properly. Not the case. The stripe and the cone was also at 0.1 mm layer height. The rest of the print was at 0.20 mm. Also note that the LDPE tape bubbled. It was tight to the print bed when the print started.

RE: Printing with PolyPropylene
Thank You Mark
Also some setting from the web