how do I print an arch? (layer separation, crack, cloggy nozzle, bad support contact surface & more), and bed tilt?
Hello guys!
I have had my prusa i3 mk2 for over 2 years now, and it has become an amazing friend of mine. however, recentlty I discovered some issues when I was trying to print an arch stand for my laptop. (link: https://www.thingiverse.com/thing:265529 ) . I would really need some suggestions and help...
Basically the issue contains two main part: 1. the bed is not level. 2. I can't print the arch.
1. the bed is not level.
the machine has passed all the caliberations, but I still find the prints on the right side is slightly more compressed, so I did the mesh bed correction and set it to left50 & right-50 with adjustment on the z, however, it doesn't really help. The skew of the bed is reported as 0.12, so I don't know what is wrong with it...please let me know if this is normal? (though it doesn't cause any first layer issue, but will problems occur at higher levels?)
2. I can't print the arch.
so for this print. I had quite a bit trouble. I was using prusa silver pla filament at 200/40 temps with glue sticks. settings will be shown in the pictures below, and I used cura for all my prints.
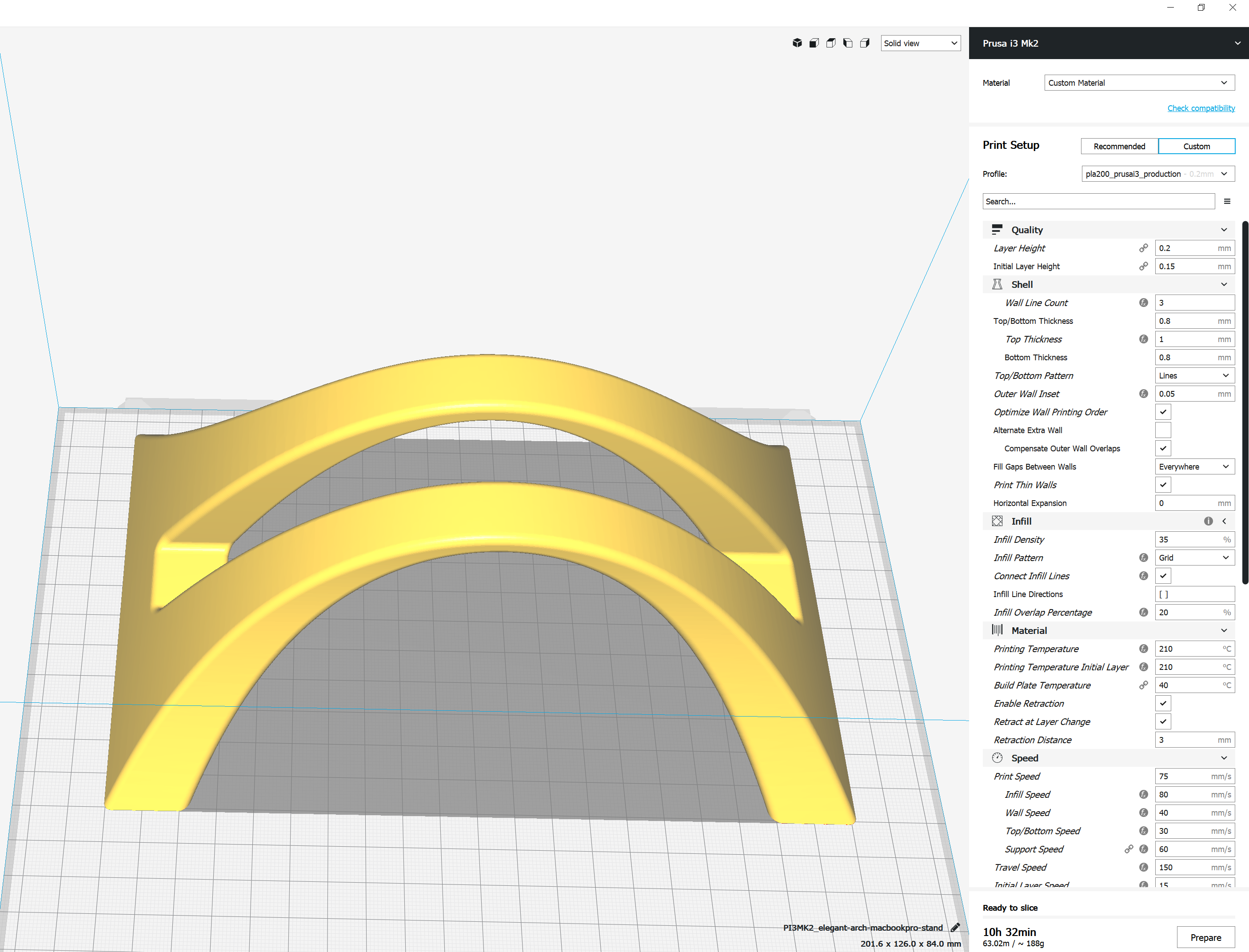
The first time, the print actually finished, but with very poor quality showing layer separation and poor support contact surface. (the settings are slightly different in infill & support, but no major change)Pics:
Then I switched to the settings shown in the above image and hope it could solve the problem, however it did not. Now the print doesn not even finish. It will stop when approaching the top of the arch with the nozzle clogged, and the layer separation & cracks persist. so below are the all the problems I found:
1. Print stopped midway & nozzle clogged
2. layer separation & crack
3. surface not smooth at the inside
4. bad support contact surface
Pics:

What I have tried:
1. change extruder temperature between 200 and 210
2. change retraction speed between 0.8 to 3mm
3. change infill density between 35 to 50, pattern from triangle to grid, and overlap percentage from 10% to 20%
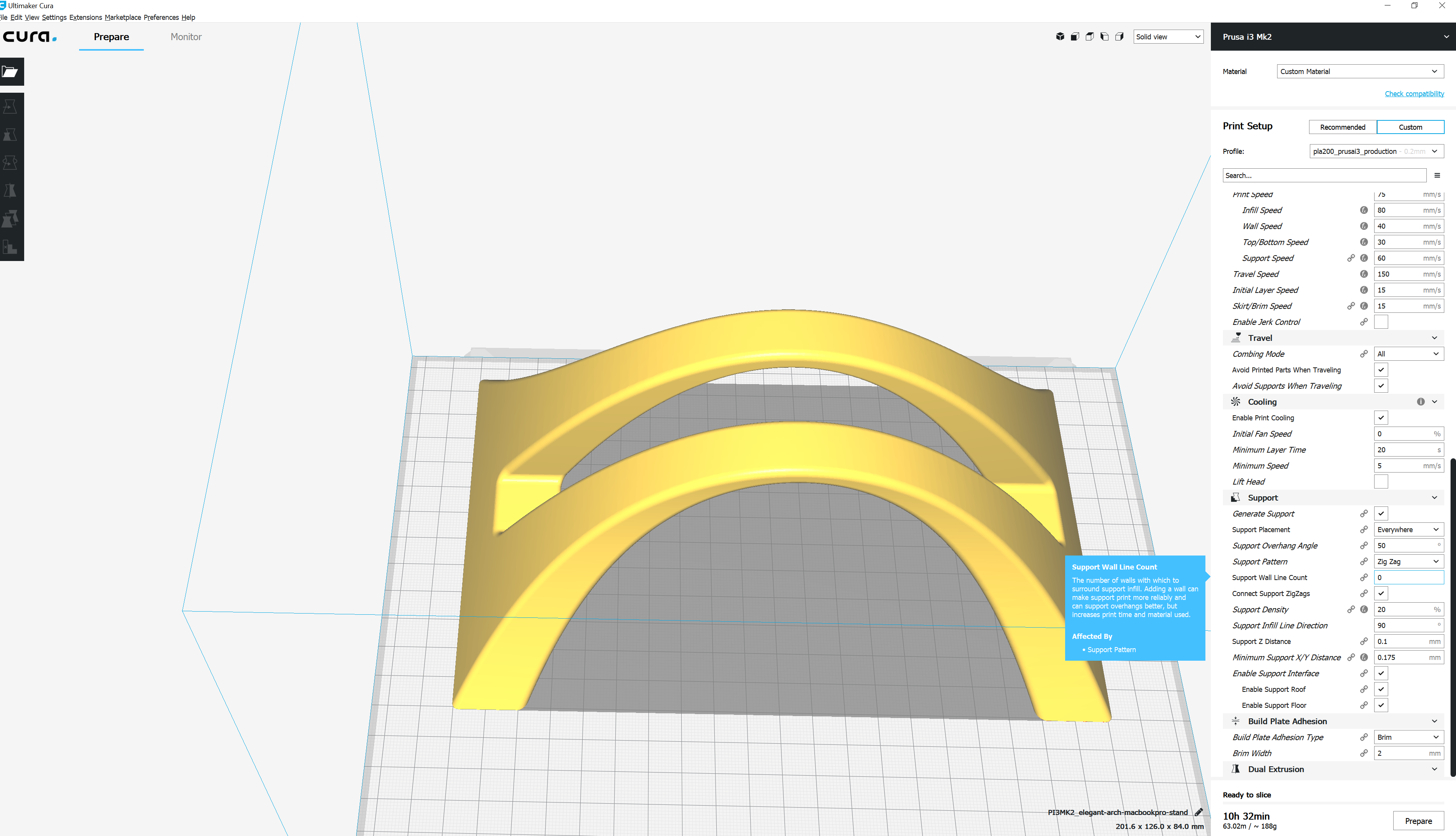
4. enable support interface and reduce support overhang angle to 45 degree
5. increase wall line count from 3 to 4, and top thickness to 1mm
nothing really helped. Printed three times and they all stopped at roughly the same place. I ordered the hatchbox filament and will try that in a few days, but in the meantime I wonder if anyone has any thoughts on this? Please help and I really appreciate it!
Re: how do I print an arch? (layer separation, crack, cloggy nozzle, bad support contact surface & more), and bed tilt?
200 degrees Centigrade is a bit low for most pla filament. The standard Slic3r values are 215c first layer and 210c for all other layers...
Bed temp 60c
Low fikament temperature is likely to give poor inter layer bonding
Try reducing the retraction setting to say 0.6mm
3mm retraction is too much for a direct drive extruder
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
Re: how do I print an arch? (layer separation, crack, cloggy nozzle, bad support contact surface & more), and bed tilt?
200 degrees Centigrade is a bit low for most pla filament. The standard Slic3r values are 215c first layer and 210c for all other layers...
Bed temp 60c
Low fikament temperature is likely to give poor inter layer bonding
Try reducing the retraction setting to say 0.6mm
3mm retraction is too much for a direct drive extruder
Thanks for the suggestion!
I tried 210 but there is no significant change at all...
I set bed temp to 40 and use glue stick is because no matter what temp I used, the filament did not stick well. With glue stick, the first layer is good.
Also, the retraction was 0.8 and I had enormous amount of ozzing and stringing, seems to work with 3mm better but I will definately try it.
What do you think causes the layer seperation & crack btw?
Re: how do I print an arch? (layer separation, crack, cloggy nozzle, bad support contact surface & more), and bed tilt?
Okay, it turns out to be the problem of the material. Hatchbox white pla printed fine:(
Re: how do I print an arch? (layer separation, crack, cloggy nozzle, bad support contact surface & more), and bed tilt?
EXCELLENT...
😀
Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK