Print Quality/Printer Calibration Issues
Hi Everyone,
This is my first forum post, and I am both new to 3D printing, and just got a new Prusa i3 Mk2 within the last month. I am having some issues with print quality and getting everything to calibrate properly. I have spent quite a bit of time searching through these forums and also other more generic resources on the internet, but still can’t set to get the settings quite right.
As an example, I printed several objects, and overall was fairly satisfied with the out of the box results, but felt that things could be better quality wise.
Some of the standard models that it printed included the 3D Hubs Marvin and the 3DBenchy.
On the Marvin, it seemed like I had issues with bridging/overhang and some stringing.
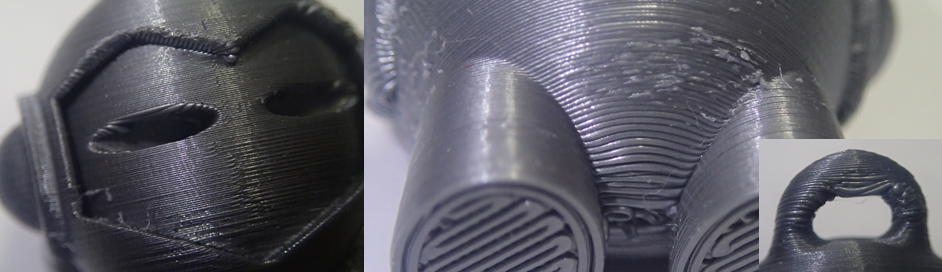
On the 3DBenchy I has the same bridging/overhang problems, with more prominent stringing, and also a very peculiar surface roughness that was only observed on the lower 1/5th of the print.
Based on these results, I presumed that it would be worth going through and looking at the calibration of the printer. I had already printed some test cubes and the dimensional accuracy was fairly good. So I figured that I would start with the seemingly standard extruder steps/mm calibration and adjusting the flow rate for the filament if needed.
I followed the various guides to mark the filament 110 mm and issue the M83 command followed by the F1 E100 F100 command in Pronterface. The result of this was that I was only extruding ~94 mm of filament. Performing the calculations based on the stock value of 161.3 resulted in an updated value of 171.2. After this I went and printed several other pieces to test the dimensional accuracy and determine the best sizing of slip fit parts. Utilizing this new setting when printing a single perimeter test cube resulted in good accuracy on the extrusion width, but seemed to cause quite a few problems, which appear to all be linked to over extruding. The outer perimeter of simple straight or curved surfaces started to have pronounced defects and the top surface of every object was very heavily over extruded resulting in a rough and plowed looking finish.

I later reattempted the whole extruder steps/mm calibration again and got a corrected value of 173.3. After this most recent attempt, I also tried to compensate for the over extrusion by modifying the filament extrusion multiplier, but reducing that several percent made the first layer adhesion very difficult and resulted in multiple poor or failed first layers.
I did check the tension on the drive pulley and it is set based on the initial instructions, which appears to have a decent pressure on the filament. The idler bearing moves as it should, the teeth leave a visible but no distorting mark on the filament when pulled back out, and there is no visible slipping or chewing of the filament.
I am using the stock settings in Slic3r for all of my prints so far, with minimal changes. I changed the extrusion width to 0.4mm for all layers as I had seen suggested here on the forums, and I tried setting the external perimeters first option, as I had read this would help part dimensional accuracy. I did check the diameter of my filament and it came in at a very consistent 1.75mm at 90 deg measurements along a sizeable portion of the filament. The largest deviations were an occasional +/- 0.01mm. The filament being used is the original spool that came with the printer and I am printing with the suggested stock temperature settings for PLA.
Sorry for the long post. Just trying to list everything that I have done/checked so far. I would be curious as to your thoughts on the issues seen with the fully stock settings and then also the problems that I had with the subsequent calibration. Any input or advice would be greatly appreciated!
Thanks,
KevSC1
Re: Print Quality/Printer Calibration Issues
Excellent description, nice to see a post that does not just say: Help, my print is not working! 😀
Unfortunately, I'm not sure what you need to do.
I can tell you that the blobs on the outside perimeters are caused by the 'External perimeters first' setting. I think the increased dimensional accuracy is a bit of a myth, because the blobs at the start of each layer are so much larger than the rest that any increased accuracy of the rest of the layers will be useless.
Re: Print Quality/Printer Calibration Issues
MrMik,
Thanks for the tip on the 'External perimeters first' setting. I will turn that off and see if at least that one problem gets resolved.
Thanks,
KevSC1