Fist print issues with PETG on MK3S
I have just completed the assembly of an MK3S. All seems good so far, finding -0.75 Z offset is optimal. I am exclusively using PET-G, currently printing with Prusamant.
Looking for a benchmark object to print from pre-sliced g-code, I couldn't find much at all for PET-G. Most objects are only for PLA.
I did find the RPi Zero Frame and downloaded the PET-G g-code from here.
https://www.prusaprinters.org/prints/36118-raspberry-pi-zero-frame-for-einsy-rambo
My first first print of this seems poor quality.
I am seeking a good bench-mark object for printing in PET-G, thinking this should exclude any issues related to adjustments I have made.
Has anyone else experienced the same poor PET-G print quality?
(Keep in mind this was printed from unmodified g-code)
Is there a better benchmark object pre-sliced for PET-G?
RE: Fist print issues with PETG on MK3S
Hi Noel,
I don't think I have ever seen any benchmark items Pre Sliced for the Mk3S and Prusament PetG.
Why not jump in the deep end and have a go at slicing your own
Ah... YES... there are benchmark items... the Mk3 to Mk3S upgrade files. ~
on the printable parts page...
https://www.prusa3d.com/prusa-i3-printable-parts/
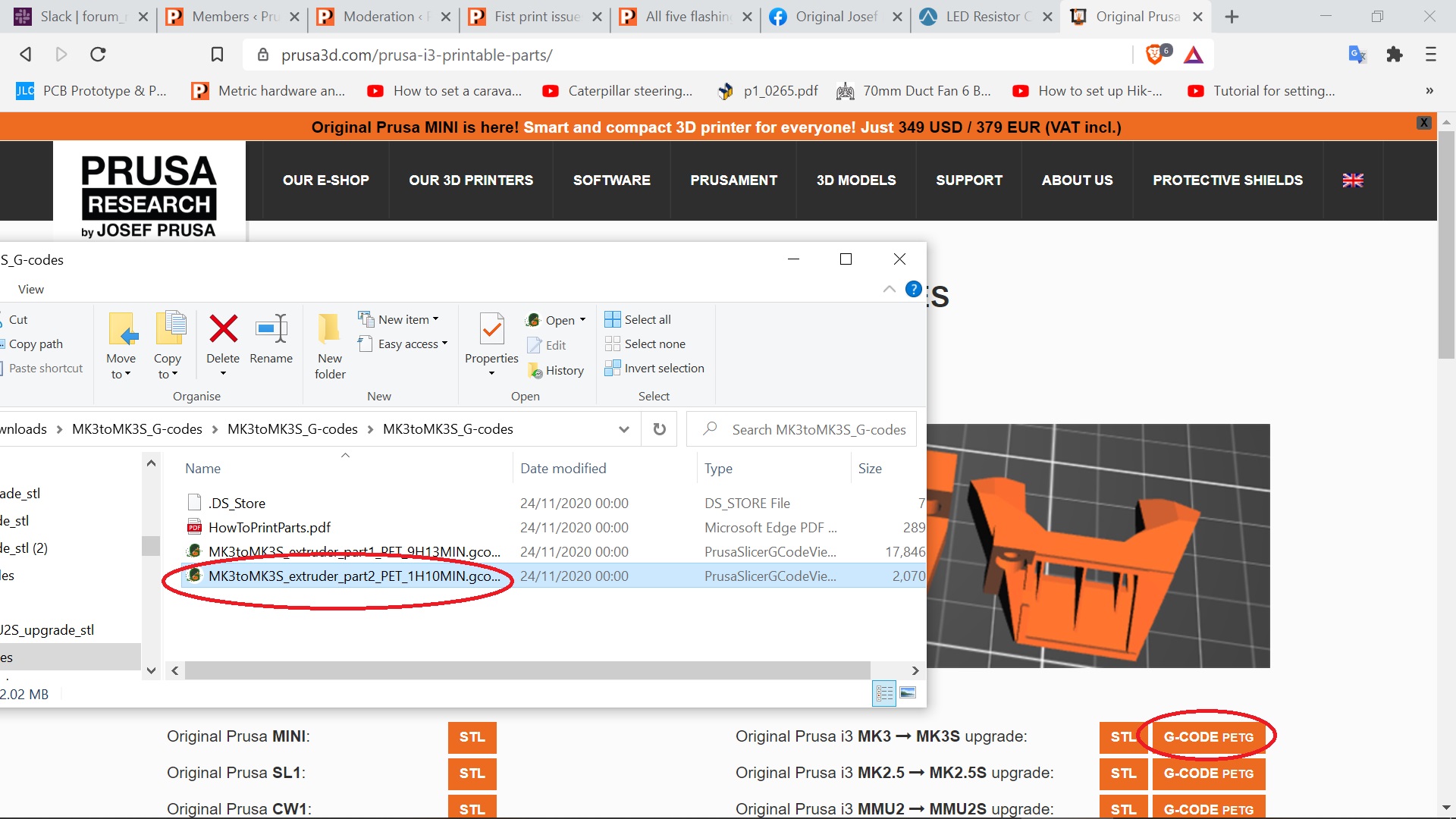
they are not Cute, but if you print out the smaller file, you will be able to compare the Extruder Top Cap, to the one on your printer, and the Bondtech Idler door, to the one on your printer....
there are a couple of more delicate parts, the spacer for the filament sensor socket is very thin, and will test small contact surface adhesion, and the filament sensor lever and the filament sensor ball chamber (I think it's called the 'Adapter Printer') are fairly complex geometry...
Alternatively if you print the bigger file, you will have spare extruder parts that you can compare with the ones on your printer, and If you get a Blob of Doom that's big enough to damage your originals, you will have ready printed spares...
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
RE: Fist print issues with PETG on MK3S
Hi Joan,
Nice to have such a quick response. Thank you.
I am pursuing both your helpful suggestions.
The spare extruder parts are currently printing and all good so far.
One thing I have noticed. The ho-end temperature for these parts, 230/240 is 10 degrees lower that the gcode file for the Pi Zero frame, 240/250
Has the Pi Zero frame gcode intentionally been set hotter?
If so, I'd be interested in knowing why. Perhaps that has contributed to the poor print result?
Regards,
Noel
RE: Fist print issues with PETG on MK3S
Hi Joan,
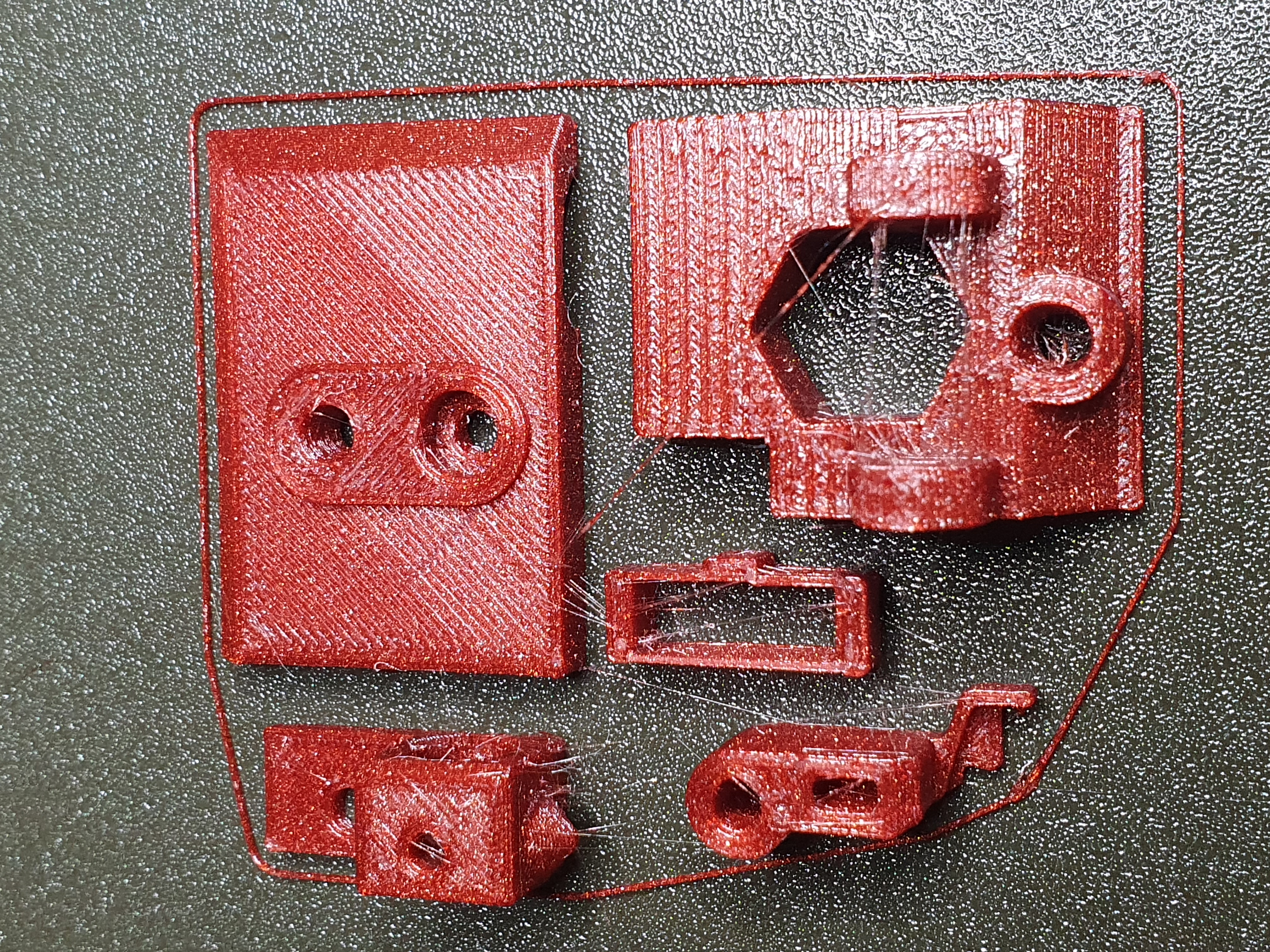
I printed the small file in PETG and didn't see the issues I had with the Pi Frame print.
But I did notice a lot of whiskers as seen in the photo.
Is this to be expected? If not I'd appreciate advice on rectifying it.
Any thoughts on the reason for the Pi Frame gcode being +10 degrees (250C)
Regards,
Noel
RE: Fist print issues with PETG on MK3S
Hi Noel,
the red parts look to be printing a little hot... this may simply be due to different filament chemistry.
what is the bottom side of the prints like?
try reprinting these parts, a little cooler (Wait until the print is on the second layer, then use the settings menu to reduce the nozzle temperature say 5 or 10 degrees C) after changing the temperature, let a number of layers print, and if you still have stringing, lower the nozzle temperature again... and watch the next few layers
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
RE: Fist print issues with PETG on MK3S
Hi Joan,
Your assistance is much appreciated.
Sorry to add a topic here, but it’s part of what is happening.
The filament auto-load was not working and I decided to peruse that using the suggestions inhere.
https://www.help.prusa3d.com/en/article/ir-filament-sensor-troubleshooting-mk2-5s-mk3s_112226
I found that the IR sensor worked fine until the M3x40 screws were tightened the last two turns. Disassembly and cleaning the part as suggested fixed the problem.
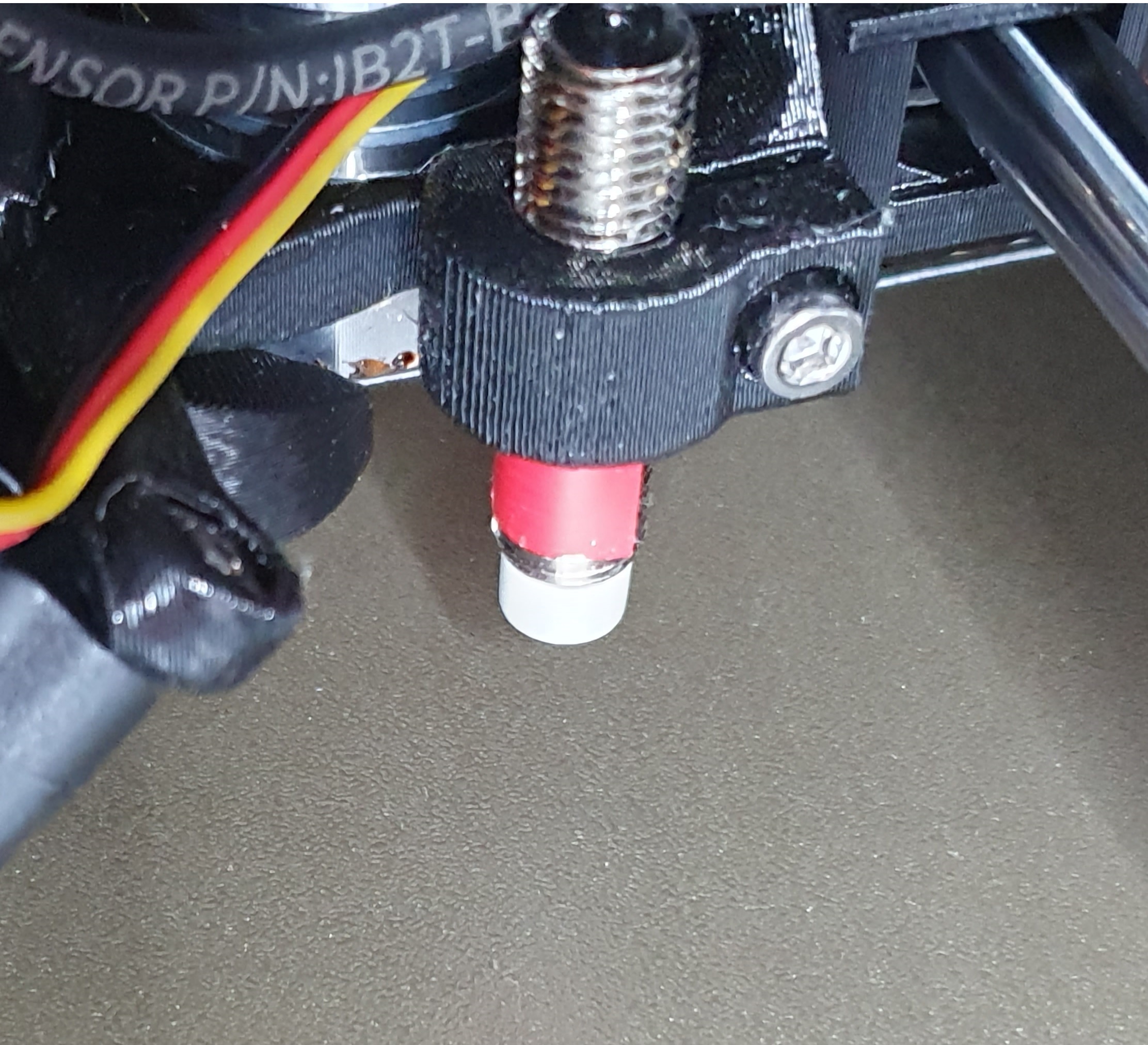
But, in doing that, I must have bumped the PINDA sensor and in the next print, the extruder moved hard into the print bed. I can’t see any significant damage but it may have altered the bed geometry.
I tried re-adjusting the PINDA and found it only possible to achieve a semi-firm hold.
There is clearly a problem with the current batch of MK3S where the extruder printed clamp does not hold the PINDA firmly enough. Perhaps recent PINDA shipments have smaller diameters?
It might help if the printed PINDA clamp could have a wider gap to allow more flex when tightening the clamp.
I have added a comment on the assembly page about the PINDA for others to wary of what I found. The PINDA is now re-calibrated and being held firmly, but only by wrapping the PINDA with a piece of electrical tape before inserting it into the clamp. Ugly but effective.
So after a complete re-calibration, my Z offset is now -1.00mm instead of -0.75mm
The upshot of that is that I will have to repeat the benchmark print.
The underside finish on my previous benchmark print is no longer helpful.
I hope you understand my thinking that I should not try making printing adjustments until there is confidence that the assembly is good and the printer is printing just like one assembled at PRUSA, using Prusament filament.
If my MK3S is running hotter than a printer assembled and tested at PRUSA, there must be a reason, which I should not ignore.
I will repeat the small benchmark gcode with the new calibration and post the results.
Regards,
Noel